TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025046008
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023154130
出願日
2023-09-21
発明の名称
レーザ加工装置
出願人
東レエンジニアリング株式会社
代理人
主分類
B23K
26/00 20140101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工対象に略一定の強度のレーザ光を照射させることができるレーザ加工装置を提供する。
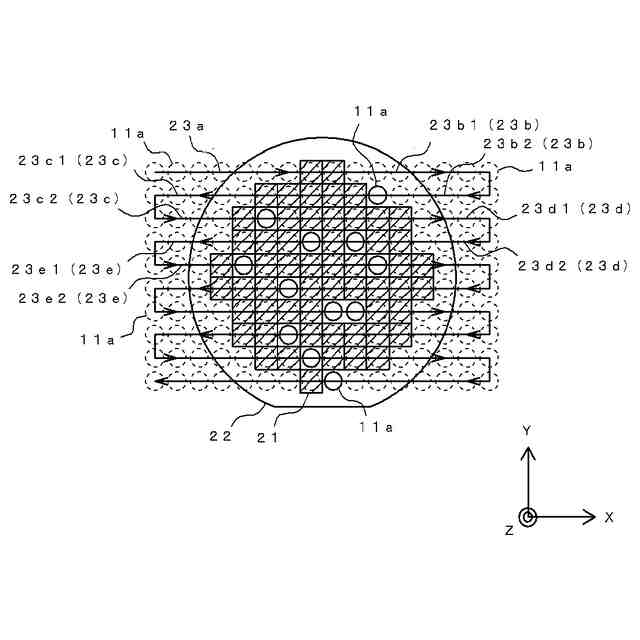
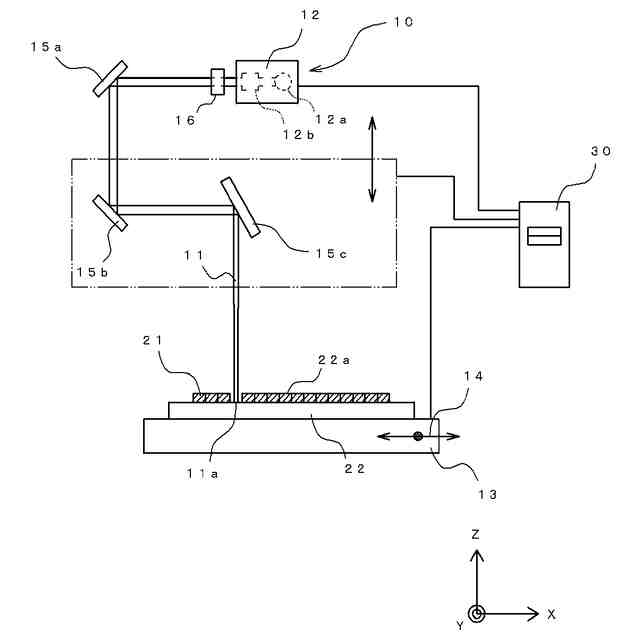
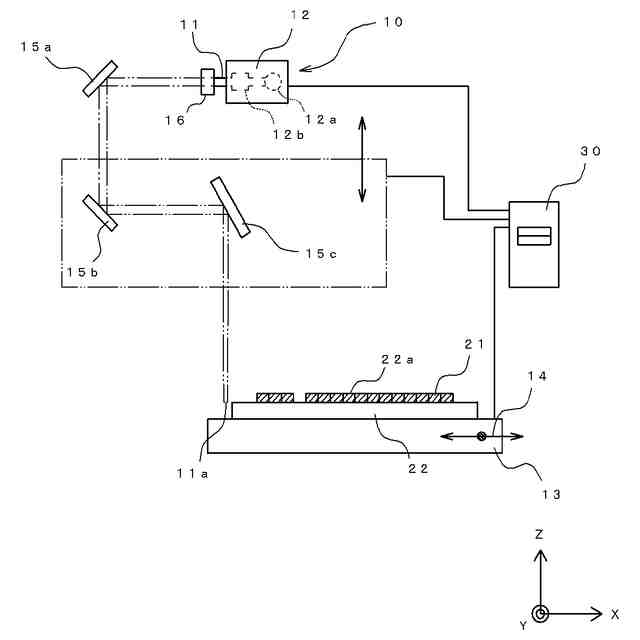
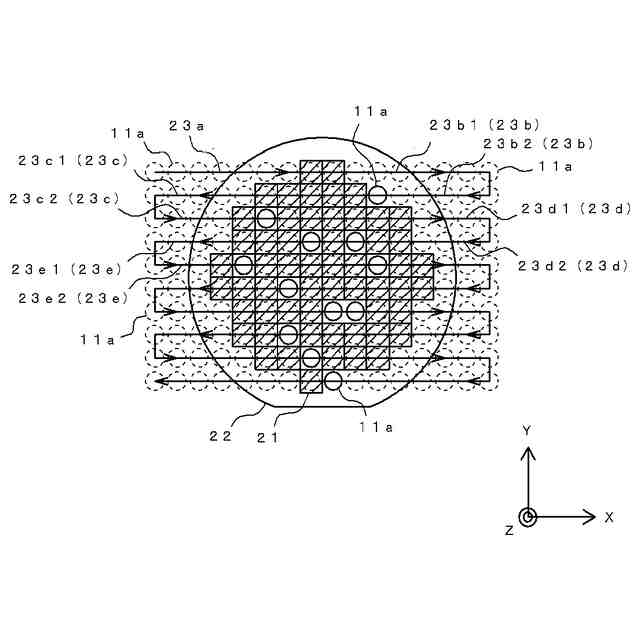
【解決手段】レーザ光11を出射するレーザ光源12と、被加工物22を保持する被加工物保持部13と、レーザ光源12から発せられるレーザ光11の照射スポット11aと被加工物保持部13とを相対移動させる相対移動部14と、を備え、相対移動部14が被加工面22aに対して照射スポット11aを横切らせながら、レーザ光源12が照射スポット11aへレーザ光11を出射し、レーザ光11を被加工面22aに照射することにより、被加工面22aへのレーザ加工を行うレーザ加工装置10であり、照射スポット11aが被加工面22aを横切る経路において、照射スポット11aが被加工面22aに到達する手前からレーザ光源12がレーザ光11の出射を行う加工前出射区間23が設けられている。
【選択図】図3
特許請求の範囲
【請求項1】
レーザ光を出射するレーザ光源と、
被加工物を保持する被加工物保持部と、
前記レーザ光源から発せられるレーザ光の照射スポットと前記被加工物保持部とを相対移動させる相対移動部と、
を備え、
前記相対移動部が前記被加工面に対して前記照射スポットを横切らせながら、前記レーザ光源が前記照射スポットへレーザ光を出射し、当該レーザ光を前記被加工面に照射することにより、前記被加工面へのレーザ加工を行うレーザ加工装置であり、
前記照射スポットが前記被加工面を横切る経路において、前記照射スポットが被加工面に到達する手前から前記レーザ光源がレーザ光の出射を行う加工前出射区間が設けられていることを特徴とする、レーザ加工装置。
続きを表示(約 220 文字)
【請求項2】
前記照射スポットは前記被加工面を複数回横切り、前記照射スポットが前記被加工面を横切る各々の経路において、前記加工前出射区間が設けられていることを特徴とする、請求項1に記載のレーザ加工装置。
【請求項3】
前記照射スポットへのレーザ光の到達を遮断する到達遮断部をさらに有し、当該到達遮断部は前記加工前出射区間の少なくとも一部においてレーザ光の到達を遮断することを特徴とする、請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板にレーザ光を照射してトリミングなどの加工を行うレーザ加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ウェーハやワークと呼ばれる基板上に電子回路の配線回路パターンが形成され、その配線回路パターン上に、半導体デバイスや抵抗などの部品( チップと呼ぶ)を、はんだや樹脂等の接合材により接合や接着(電気的に導通する部分を形成しつつ、外力に対して脱落や位置ずれしない状態に固定すること。つまり、実装)させる技術が知られている。
【0003】
そして、実装されたチップ部品のうち、接合不良や動作不良が見つかったものは、一度除去(トリミング)された後、再度実装(いわゆる、リペア)が行われる。
【0004】
このリペアにおいて、実装された電子部品にレーザ光を照射し、当該電子部品を加熱して、はんだなどの熱可塑性接合材を溶融させるとともに、当該電子部品を吸着してトリミングする技術、もしくはチップそのものを焼失させてトリミングする技術が知られている(例えば、特許文献1)。
【0005】
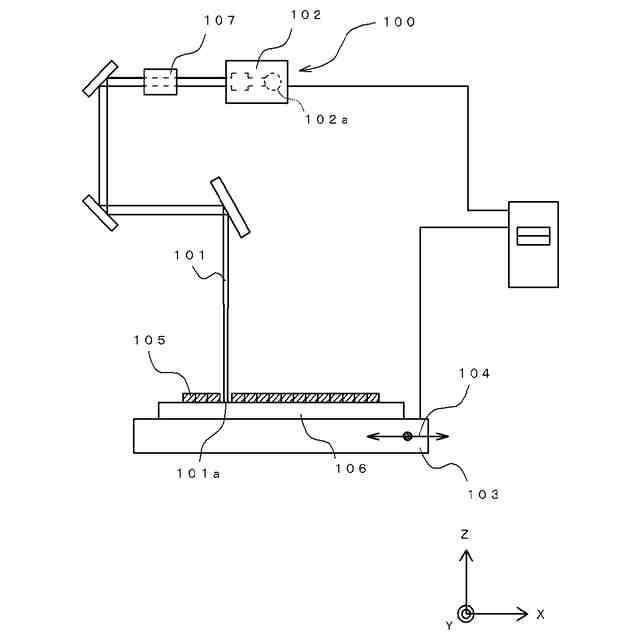
レーザ光によるトリミングを行うレーザ加工装置100は、たとえば図5に示すようにレーザダイオード(レーザ光源)102aを有するレーザ発振器102、被加工物保持部103、および相対移動部104を有する。被加工物保持部103が被加工物106を保持した状態において相対移動部104が被加工物保持部103をXY方向に移動させることにより、レーザ発振器102から照射されるレーザ光101の到達地点である照射スポット101aを被加工物106に対して相対移動させる。そして、照射スポット101aがトリミングすべきチップ105に位置したときにレーザ発振器102からレーザ光101が出射されることにより、チップ105にレーザ光101が照射され、チップ105の除去がなされる。
【先行技術文献】
【特許文献】
【0006】
特開2009-164310 号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、レーザ光によるトリミングにおいて、電子部品を確実に除去するためには、レーザ光の強度が略一定であることが望まれる。一方、レーザ光源には寿命があり、レーザ光を扱う上では一般的には不必要なタイミングではレーザ光の照射は行わない。
【0008】
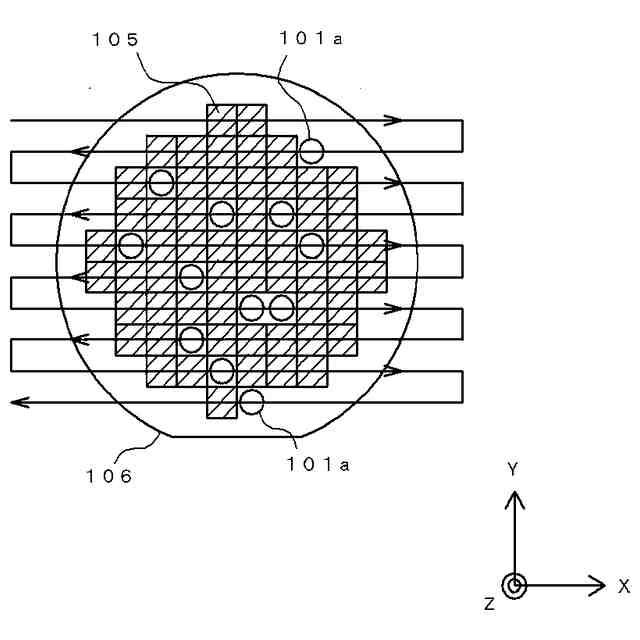
具体的に、図6に示す被加工物106へのレーザ加工において、矢印で示すようにX軸方向へ横切らせる動作とY軸方向へのシフト移動動作を繰り返して略ジグザグ状にレーザ光の照射スポット101aを相対移動させ、図5上に丸印で示す位置に照射スポット101aが位置したときにレーザ光101を照射してチップ105を除去する場合、除去対象でないチップ105上の照射スポット101aでレーザ光101を照射させないことはもちろん、チップ105の存在範囲でない部分に照射スポット101aが位置したときにおいても基本的にはレーザ光101は照射しない。このとき、レーザ発振器102からのレーザ光101の出射は停止させていることが想定される。
【0009】
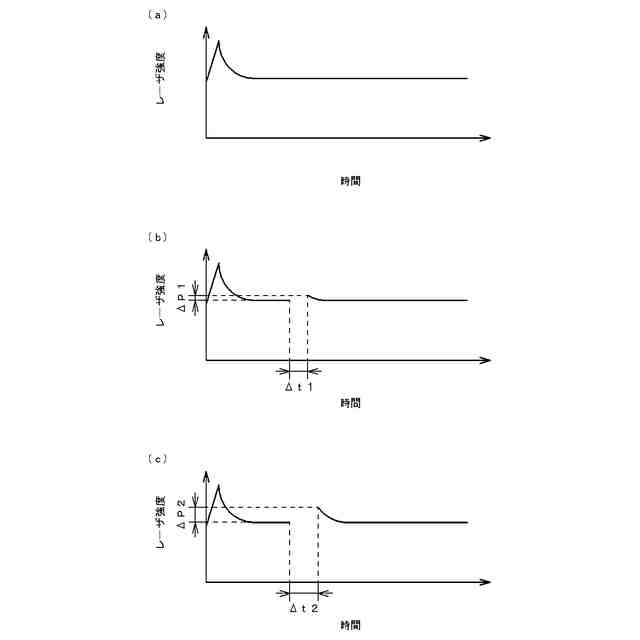
一方、レーザ発振器102から発したレーザ光101の強度は、所定時間連続して発振することによって初めて安定する。具体的には、図7(a)に示すように発振開始直後は右肩上がりに強度が上昇し、その後強度の下降を経てから所定の強度で安定する。
【0010】
ここで、レーザ光101の強度が安定した後でも、レーザ発振器102のレーザ光源102aの発振を停止させると、発振開始初期に生じるレーザ光101の強度の上昇、下降現象を遡るように、発振再開時のレーザ光101の強度が変動してしまう。そのため、図7(b)と図7(c)で示すように、発振停止時間が異なると、レーザ光101の強度の変動量が異なるという問題があった。一方、レーザ光101の強度を所定の値から異なる所定の値に補正することは、たとえば図5に示すように音響光学変調子(AOM)107といった補正手段をレーザ光101の光路に設けることによって実施可能であるが、上記問題のように発振停止時間にしたがってレーザ光101の強度の変動量が異なる場合、補正手段において無数の補正の設定が必要となり、現実的に略一定の強度のレーザ光101で加工を行うことは困難であった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
16日前
個人
加工機
10日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3日前
株式会社不二越
ドリル
9日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社アンド
半田付け方法
9日前
エフ・ピー・ツール株式会社
リーマ
26日前
株式会社アンド
半田付け方法
9日前
日進工具株式会社
エンドミル
26日前
株式会社ダイヘン
多層盛り溶接方法
24日前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
22日前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
オークマ株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
管用テーパタップ
1か月前
日東精工株式会社
はんだこて先の製造方法
11日前
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
2か月前
個人
管の切断装置及び管の切断方法
24日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社FUJI
周辺装置制御用治具
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































