TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004813
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023104651
出願日
2023-06-27
発明の名称
超硬合金製ドリル
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23B
51/00 20060101AFI20250108BHJP(工作機械;他に分類されない金属加工)
要約
【課題】汎用の工作機械を用いて、通常の穴加工条件でも冷却剤をドリル先端の切れ刃まで到達させることができる超硬合金製ドリルを提供することを課題とする。
【解決手段】
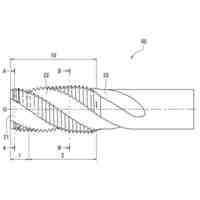
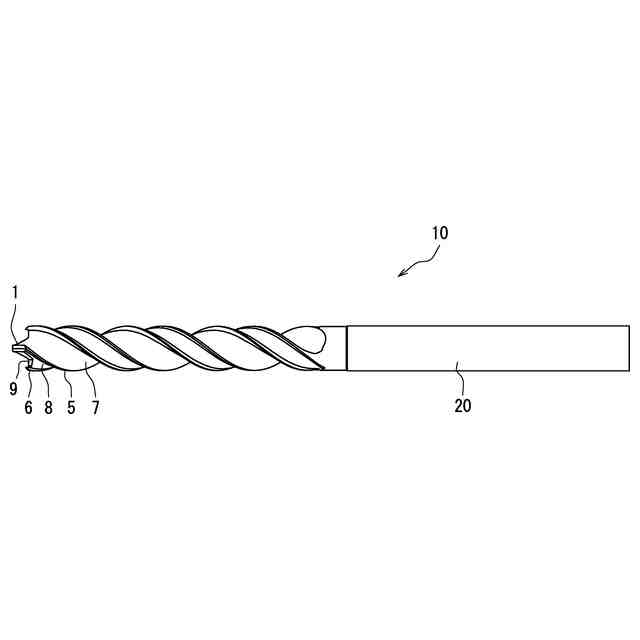
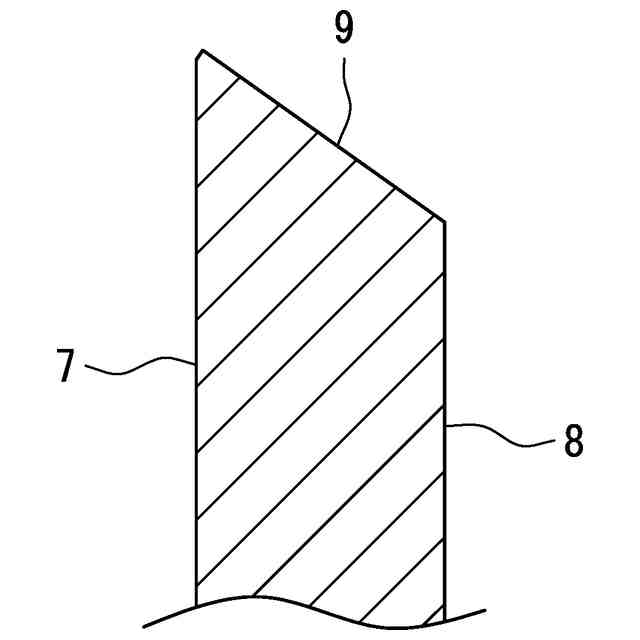
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃1,1と、切れ刃1,1に連続して形成されている逃げ面2,2と、逃げ面2,2の外方側に連続して形成される第1マージン5,5と、切れ刃1,1に隣接して形成される主溝7,7と、を有する超硬合金製ドリル10において、第1マージン5,5の後方側には主溝7,7と平行になる様に形成された副溝8,8と、主溝7,7の一端および副溝8,8の一端を接続する連通部9と、をさらに設ける。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃と、前記切れ刃に連続して形成されている逃げ面と、前記逃げ面の外方側に連続して形成される第1マージンと、前記切れ刃に隣接して形成される主溝と、を有する超硬合金製ドリルであり、前記切れ刃の逃げ面およびすくい面には硬質皮膜が被覆されていて、前記第1マージンの回転方向後方側には前記主溝と平行になる様に形成された副溝と、前記副溝の回転方向後方側に形成された第2マージンと、前記主溝の一端および前記副溝の一端を接続する連通部と、がさらに設けられていることを特徴とする超硬合金製ドリル。
続きを表示(約 61 文字)
【請求項2】
前記連通部は、前記逃げ面に設けられていることを特徴とする請求項1に記載の超硬合金製ドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外周部分に切削油剤(冷却剤、クーラント)を流すための副溝を設けた超硬合金製のドリルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、ドリルを用いた穴加工を行う際にドリルおよび被削材を冷却するために、工作機械からドリルおよび被削材に対して冷却剤を当てる、いわゆる外部給油方式による穴加工が行われてきた。また、特許文献1に開示されているようにドリルの外周部分に冷却剤が通過できる溝を設けて、工作機械から外部給油された冷却剤を効率的にドリル先端に送ることもできる。
【0003】
さらに、外部給油方式に替わり、特許文献2に開示されているような工作機械から送る冷却剤をドリルの末端から先端まで圧送し、切れ刃付近から冷却剤を噴射する油孔付ドリルを用いることで、穴加工時におけるドリルおよび被削材を冷却することもできる。
【先行技術文献】
【特許文献】
【0004】
実公昭61―028654号公報
特開2020-104253号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で開示されたドリルは冷却剤がシャンク側から切れ刃部分まで到達させるためには、主溝と副溝をつなぐ流路がないため、冷却剤が流れる断面積が十分でなく、通常の穴加工条件に比べて十分な量の冷却剤が必要であり、穴加工条件についてもドリルの回転数や送り速度なども小さくする必要があった。
【0006】
また、特許文献2に開示されたドリルは、ドリル内部へ冷却剤を圧送できる機構を有する工作機械、いわゆる内部給油機構を備えた工作機械による使用に限定されており、加えて内部給油機構の持つドリル(油孔付ドリル)は汎用のドリルよりもコスト増の一因になっていた。
【0007】
そこで、本発明は汎用の工作機械を用いて、通常の穴加工条件でも冷却剤をドリル先端の切れ刃まで到達させることができる超硬合金製ドリルを提供することを課題とする。
【課題を解決するための手段】
【0008】
前述した課題を解決するために、本発明の超硬合金製ドリルは、少なくとも、中心軸から外方へ向かって施された二以上の切れ刃と、これらの切れ刃に連続して形成されている逃げ面と、これらの逃げ面の外方側に連続して形成される第1マージンと、切れ刃に隣接して形成される主溝と、を有する超硬合金製ドリルにおいて、切れ刃の逃げ面およびすくい面に硬質皮膜を被覆して、第1マージンの(超硬合金製ドリルの)回転方向の後方側には主溝と平行になる様に副溝を形成する。さらに、副溝の(超硬合金製ドリルの)回転方向の後方側には第2マージンも設ける。その上で、主溝の一端および副溝の一端を接続する連通部をさらに設ける。
【発明の効果】
【0009】
本発明の超硬合金製ドリルは、後方側の逃げ面(第2逃げ面)に主溝の一端と副溝の一端を接続する連通部を設けたので、内部給油機構を備えていない工作機械を用いて外部給油方式による穴加工条件のままで冷却剤を超硬合金製ドリル先端の切れ刃まで到達させることができる効果を奏する。特に、被削材がステンレス鋼に代表される熱伝導性が低く切れ刃の加工温度が上がりやすい難削材である場合には、切れ刃(逃げ面およびすくい面)への切りくずの凝着を抑制し、同時に切り屑の分断性を向上させることができる。
【図面の簡単な説明】
【0010】
本発明の超硬合金製ドリル10の正面図である。
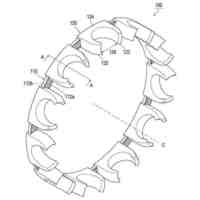
図1に示す超硬合金製ドリル10の左側面図である。
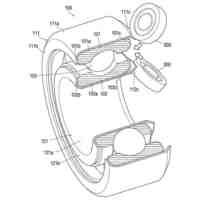
図1に示す超硬合金製ドリル10の平面図である。
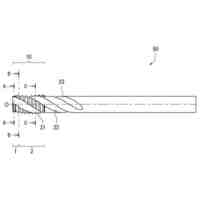
図2に示すX-X線における断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
軸受付き歯車
10日前
株式会社不二越
管用テーパタップ
3日前
株式会社不二越
軸受用冠型保持器
10日前
株式会社不二越
電食防止転がり軸受
10日前
株式会社不二越
インタラップタップ
10日前
株式会社不二越
ロボットビジョンシステム
3日前
個人
スラッジ除去装置
1か月前
日東精工株式会社
組み付け装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
6日前
有限会社津谷工業
切削工具
2か月前
株式会社ダイヘン
積層造形溶接方法
10日前
株式会社不二越
タップ
3か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ナベヤ
締結装置
10日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
積層コア
1か月前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社不二越
歯車加工機
2か月前
株式会社不二越
歯車研削盤
3か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
18日前
株式会社オーエム製作所
工作機械
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
住友重機械工業株式会社
レーザ装置
3か月前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ