TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024170921
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023087689
出願日
2023-05-29
発明の名称
熱処理に用いる油切り装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
C23G
5/04 20060101AFI20241204BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】ワークに対して高効率で油切りができる熱処理に用いる油切り装置を提供する。
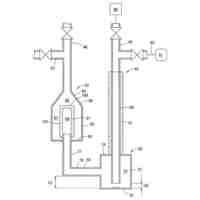
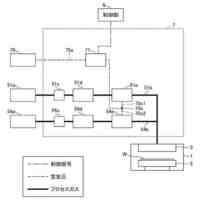
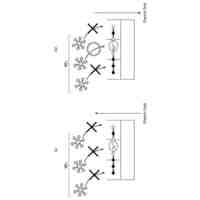
【解決手段】油切り装置は、熱処理後のワークが収容される油槽と、油槽内に貯留された油の油面の位置が油槽内の重力方向におけるワークの最上位置の高さ以下であり、かつ油面の位置が重力方向におけるワークの最下位置の高さ以上か否かを判定する判定部と、判定部による判定が肯定判定である場合、判定部による判定が否定判定である場合よりも遅い速度でワークを前記油面に対して通過させるか、油面をワークに対して通過させるかのうちいずれか一方を行う油面制御部とを備える。
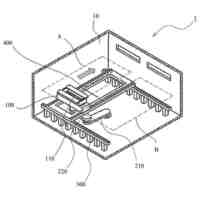
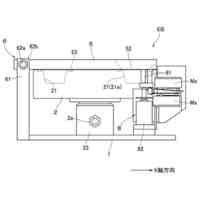
【選択図】図1
特許請求の範囲
【請求項1】
熱処理後のワークが収容される油槽と、
前記油槽内に貯留された前記油の油面の位置が前記油槽内の重力方向における前記ワークの最上位置の高さ以下であり、かつ前記油面の位置が前記重力方向における前記ワークの最下位置の高さ以上か否かを判定する判定部と、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも遅い速度で前記ワークを前記油面に対して通過させるか、前記油面を前記ワークに対して通過させるかのうちいずれか一方を行う油面制御部と、
を備えることを特徴とする熱処理に用いる油切り装置。
続きを表示(約 760 文字)
【請求項2】
前記油面制御部は、前記油槽から前記油を排出するための排出経路を有し、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも遅い排出速度で前記排出経路から前記油を排出することを特徴とする請求項1に記載の熱処理に用いる油切り装置。
【請求項3】
前記油面制御部は、前記油槽にガスを供給する供給経路を有し、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも低い圧力で前記供給経路に前記ガスを供給することを特徴とする請求項2に記載の熱処理に用いる油切り装置。
【請求項4】
前記油面制御部は、前記排出経路を複数有し、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも少ない数の前記排出経路から前記油を排出することを特徴とする請求項2又は3に記載の熱処理に用いる油切り装置。
【請求項5】
前記油面制御部は、管路径の異なる前記排出経路を複数有し、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも小径の前記排出経路から前記油を排出することを特徴とする請求項2又は3に記載の熱処理に用いる油切り装置。
【請求項6】
前記油面制御部は、前記ワークを前記油槽に貯留された前記油から前記重力方向の上方に引き上げる搬送台を含み、
前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも遅い移動速度で前記搬送台を引き上げることを特徴とする請求項1に記載の熱処理に用いる油切り装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱処理後のワークが収容される油槽を具備する熱処理に用いる油切り装置に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来から、熱処理に用いる油切り装置が知られている。
【0003】
この油切り装置に関し、特許文献1には、複数の異種の焼入れ油と洗浄油とが混ざりあった混合油から洗浄油のみを分離する蒸留器を備えた熱処理装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6545883号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、蒸留器を用いて洗浄油と焼き入れ油とを分離するため、蒸留器を動作させるためのコストが発生してしまう。また、特許文献1に記載の技術では、洗浄油によってワークを洗浄し、洗浄油の油切りを行った後に、ワークに残留する洗浄油が多く残ってしまうことによって、洗浄処理の後に行う熱処理の品質の低下を招いてしまうという問題があった。
【0006】
本発明はこのような問題に鑑みてなされたものであり、その目的は、ワークに対して高効率で油切りができる熱処理に用いる油切り装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の熱処理に用いる油切り装置は、熱処理後のワークが収容される油槽と、前記油槽内に貯留された前記油の油面の位置が前記油槽内の重力方向における前記ワークの最上位置の高さ以下であり、かつ前記油面の位置が前記重力方向における前記ワークの最下位置の高さ以上か否かを判定する判定部と、前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも遅い速度で前記ワークを前記油面に対して通過させるか、前記油面を前記ワークに対して通過させるかのうちいずれか一方を行う油面制御部と、を備える。
【0008】
また、前記油面制御部は、前記油槽から前記油を排出するための排出経路を有し、前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも遅い排出速度で前記排出経路から前記油を排出する。
【0009】
また、前記油面制御部は、前記油槽にガスを供給する供給経路を有し、前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも低い圧力で前記供給経路に前記ガスを供給する。
【0010】
また、前記油面制御部は、前記排出経路を複数有し、前記判定部による前記判定が肯定判定である場合、前記判定部による前記判定が否定判定である場合よりも少ない数の前記排出経路から前記油を排出する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
歯車研削盤
7日前
株式会社不二越
工具の製造方法
1か月前
株式会社不二越
減速機用回転部品
17日前
株式会社不二越
液圧駆動システム
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
歯切工具およびその製造方法
27日前
株式会社不二越
回転軸付きスカイビングカッタ
7日前
株式会社不二越
斜板式可変容量型ピストンポンプ
14日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
21日前
株式会社不二越
オフラインダイレクトティーチング装置
21日前
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
21日前
株式会社不二越
回転センサ付き軸受装置
21日前
株式会社不二越
転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法
1か月前
日鉄建材株式会社
波形鋼板
15日前
株式会社カネカ
製膜装置
13日前
株式会社電気印刷研究所
金属画像形成方法
27日前
日産自動車株式会社
樹脂部材
2か月前
日鉄防食株式会社
防食施工方法
2か月前
株式会社アルバック
成膜方法
3か月前
株式会社神戸製鋼所
被膜および軸受
2か月前
東京エレクトロン株式会社
成膜装置
1か月前
株式会社アルバック
ガス導入管
2か月前
大阪富士工業株式会社
浴中軸部材の製造方法
3日前
栗田工業株式会社
金属部材の防食方法
2か月前
一般財団法人電力中央研究所
耐腐食膜
2か月前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社カネカ
製膜装置
6日前
株式会社不二越
熱処理に用いる油切り装置
2か月前
信越化学工業株式会社
ガス発生装置
3か月前
キヤノントッキ株式会社
成膜装置
1か月前
キヤノントッキ株式会社
成膜装置
14日前
株式会社アルバック
電子ビーム式蒸着ユニット
1か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1か月前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
1か月前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
28日前
株式会社アルバック
タングステン配線膜の成膜方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ