TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171179
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023088116
出願日
2023-05-29
発明の名称
状態判定装置及び状態判定プログラム
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20241204BHJP(工作機械;他に分類されない金属加工)
要約
【課題】螺旋状の刃を有する工具であっても、工具の状態を精度よく判定可能な状態判定装置及び状態判定プログラムを提供する。
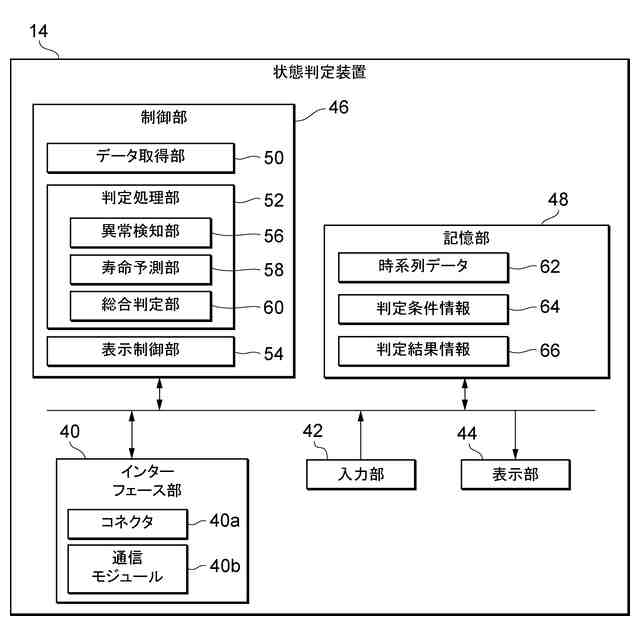
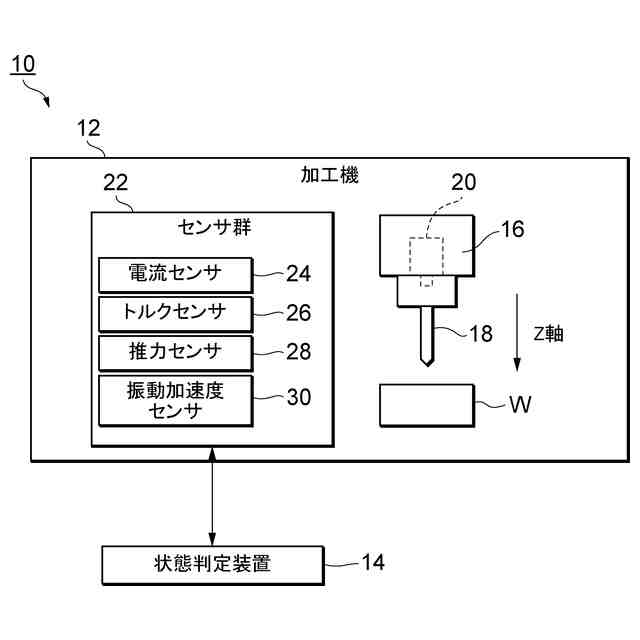
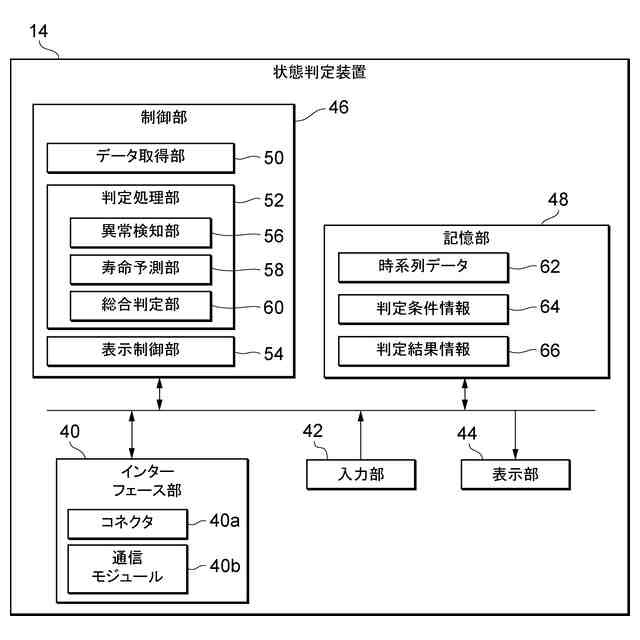
【解決手段】状態判定装置14は、工具(18)が装着された主軸(16)に作用するトルクの第一時系列データ、又は、主軸(16)に作用する推力の第二時系列データを取得するデータ取得部50と、取得された第一時系列データからワーク(W)の加工中におけるトルクの時間変化を示すトルク変化量を求め、又は、取得された第二時系列データから推力の時間変化を示す推力変化量を求め、トルク変化量又は推力変化量を用いて工具(18)の状態を判定する判定処理部52と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
螺旋状の刃を有し、ワークと接触した状態で回転しながら前記ワークを加工するための工具に関して、前記工具が装着された主軸に作用するトルクの第一時系列データ、又は、前記主軸に作用する推力の第二時系列データを取得するデータ取得部と、
前記データ取得部により取得された前記第一時系列データから前記ワークの加工中における前記トルクの時間変化を示すトルク変化量を求め、又は、前記データ取得部により取得された前記第二時系列データから前記推力の時間変化を示す推力変化量を求め、前記トルク変化量又は前記推力変化量を用いて前記工具の状態を判定する判定処理部と、
を備える、状態判定装置。
続きを表示(約 750 文字)
【請求項2】
前記トルク変化量は、前記トルクの一次変化量であり、
前記推力変化量は、前記推力の一次変化量である、
請求項1に記載の状態判定装置。
【請求項3】
前記工具の状態は、前記工具の摩耗度又は寿命を含み、
前記判定処理部は、前記トルク変化量又は前記推力変化量を説明変数とする回帰演算を通じて、前記工具の摩耗度又は寿命を推定する、
請求項2に記載の状態判定装置。
【請求項4】
前記工具の状態は、前記工具の正常又は異常を含み、
前記データ取得部は、前記主軸に作用する振動加速度の第三時系列データをさらに取得し、
前記判定処理部は、前記データ取得部により取得された前記第三時系列データから前記ワークの加工中における前記振動加速度の周波数スペクトルを求め、基準周波数における強度に対する任意の周波数における強度の比に基づいて前記工具の正常又は異常を判定する、
請求項1に記載の状態判定装置。
【請求項5】
螺旋状の刃を有し、ワークと接触した状態で回転しながら前記ワークを加工するための工具に関して、前記工具が装着された主軸に作用するトルクの第一時系列データ、又は、前記主軸に作用する推力の第二時系列データを取得する取得ステップと、
取得された前記第一時系列データから前記ワークの加工中における前記トルクの時間変化を示すトルク変化量を求め、又は、取得された前記第二時系列データから前記推力の時間変化を示す推力変化量を求め、前記トルク変化量又は前記推力変化量を用いて前記工具の状態を判定する判定ステップと、
を一つ又は複数のコンピュータに実行させる、状態判定プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、状態判定装置及び状態判定プログラムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、工作機械の主軸に装着された工具によりワークを加工する際に、加工を通じて取得される物理量をモニタリングすることにより、工具の状態(例えば、正常/異常、摩耗度など)を判定する技術が知られている。
【0003】
特許文献1には、複数の刃を有する工具の加工力の周波数特性に基づいて、工具に異常が生じたか否かを判断する工作機械が開示されている。具体的には、特許文献1には、加工力の振幅を周波数毎に求め、工具の回転周波数に刃数を乗算した周波数を切削周波数とする旨が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-042347号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、工具として、螺旋状の刃を有するドリル又はタップが用いられる場合がある。この類の工具では、ワークの加工中に、工具の刃がワークの加工面に常に接触しており、上記した切削周波数が存在しないので、特許文献1に開示される判定方法を用いることができない。
【0006】
本発明はこのような問題に鑑みてなされたものであり、その目的は、螺旋状の刃を有する工具であっても、工具の状態を精度よく判定可能な状態判定装置及び状態判定プログラムを提供することにある。
【課題を解決するための手段】
【0007】
本発明の第一態様における状態判定装置は、螺旋状の刃を有し、ワークと接触した状態で回転しながら前記ワークを加工するための工具に関して、前記工具が装着された主軸に作用するトルクの第一時系列データ、又は、前記主軸に作用する推力の第二時系列データを取得するデータ取得部と、前記データ取得部により取得された前記第一時系列データから前記ワークの加工中における前記トルクの時間変化を示すトルク変化量を求め、又は、前記データ取得部により取得された前記第二時系列データから前記推力の時間変化を示す推力変化量を求め、前記トルク変化量又は前記推力変化量を用いて前記工具の状態を判定する判定処理部と、を備える。
【0008】
本発明の第二態様における状態判定装置では、前記トルク変化量は、前記トルクの一次変化量であり、前記推力変化量は、前記推力の一次変化量である。
【0009】
本発明の第三態様における状態判定装置では、前記工具の状態は、前記工具の摩耗度又は寿命を含み、前記判定処理部は、前記トルク変化量又は前記推力変化量を説明変数とする回帰演算を通じて、前記工具の摩耗度又は寿命を推定する。
【0010】
本発明の第四態様における状態判定装置では、前記工具の状態は、前記工具の正常又は異常を含み、前記データ取得部は、前記主軸に作用する振動加速度の第三時系列データをさらに取得し、前記判定処理部は、前記データ取得部により取得された前記第三時系列データから前記ワークの加工中における前記振動加速度の周波数スペクトルを求め、基準周波数における強度に対する任意の周波数における強度の比に基づいて前記工具の正常又は異常を判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
建設機械
1か月前
株式会社不二越
加熱装置
1か月前
株式会社不二越
塗布装置
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
電磁比例弁
1か月前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
X線測定装置
1か月前
株式会社不二越
油圧ユニット
1か月前
株式会社不二越
車軸軸受装置
2か月前
株式会社不二越
工具の製造方法
22日前
株式会社不二越
超硬合金製ドリル
14日前
株式会社不二越
液圧駆動システム
14日前
株式会社不二越
X線回折測定装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
株式会社不二越
ロボットの操作装置
1か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
株式会社不二越
歯切工具およびその製造方法
6日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
今日
株式会社不二越
移動制御装置及び移動制御システム
1か月前
株式会社不二越
ワーク把持装置及びロボットシステム
1か月前
株式会社不二越
状態判定装置及び状態判定プログラム
1か月前
株式会社不二越
オフラインダイレクトティーチング装置
今日
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
今日
株式会社不二越
回転センサ付き軸受装置
今日
株式会社不二越
転がり軸受部品用合金鋼,転がり軸受用軌道輪,転がり軸受および転がり軸受用軌道輪の製造方法
10日前
個人
スラッジ除去装置
今日
個人
複合金属回転式ホーン
今日
株式会社FUJI
工作機械
1日前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
検査方法
10日前
株式会社ツガミ
工作機械
10日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
積層コア
22日前
株式会社トーキン
溶接用トーチ
6日前
トヨタ自動車株式会社
取付装置
今日
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ