TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115251
公報種別
公開特許公報(A)
公開日
2024-08-26
出願番号
2023020861
出願日
2023-02-14
発明の名称
曲げ加工装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
5/01 20060101AFI20240819BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明では、安価な構成により、精度よく曲げ加工を行う曲げ加工装置を提供することを課題とする。
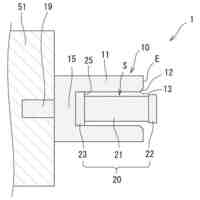
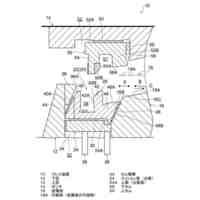
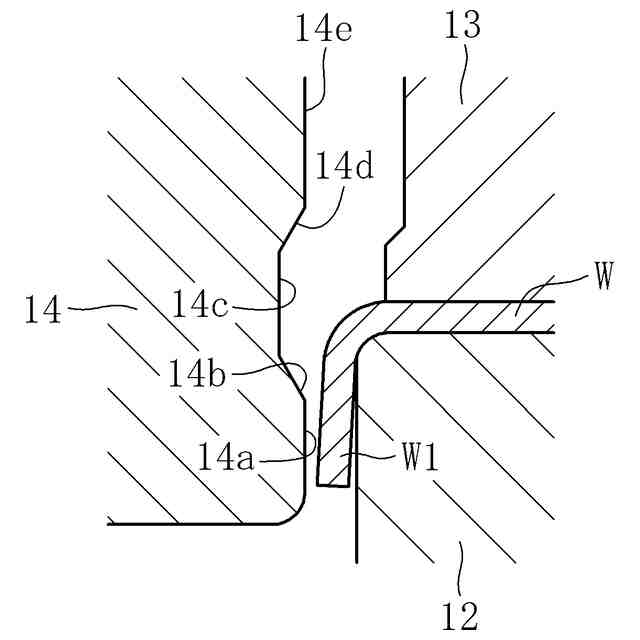
【解決手段】板状のワークWを、その一端側の被加工部W1を露出させた状態で挟持する挟持部と、被加工部W1に対する上下動により、被加工部W1を被加工部W1の厚み方向に曲げる曲げ刃14と、を備えた曲げ加工装置1であって、曲げ刃14は、被加工部W1を曲げ方向へ押圧する第1成形面部14aおよび第2成形面部14eと、第1成形面部14aおよび第2成形面部14eよりも被加工部W1から退避した位置に設けられる退避面部14cとを有し、曲げ刃14は、曲げ刃14のワークWに対する相対移動方向に、第1成形面部14a、退避面部14c、第2成形面部14eをこの順で有することを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
板状のワークを、その一端側の被加工部を露出させた状態で挟持する挟持部と、
前記被加工部に対する相対移動により、前記被加工部を前記被加工部の厚み方向に曲げる曲げ加工部と、を備えた曲げ加工装置であって、
前記曲げ加工部は、前記被加工部を曲げ方向へ押圧する第1成形面部および第2成形面部と、前記第1成形面部および前記第2成形面部よりも前記被加工部から退避した位置に設けられる退避面部とを有し、
前記曲げ加工部の前記ワークに対する相対移動方向に、前記第1成形面部、前記退避面部、前記第2成形面部がこの順で設けられることを特徴とする曲げ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
板状のワークを挟持した状態で、その一端側を曲げ加工部によりプレスして曲げ加工する曲げ加工装置が従来から存在する。
【0003】
このような曲げ加工装置によるワークの曲げ加工では、曲げ加工後のスプリングバックにより所望の曲げ形状を得られなくなるという問題がある。
【0004】
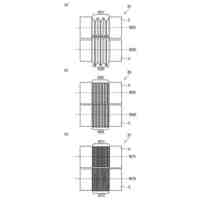
例えば図7(a)に示すように、パッド101と下型102によりワークWを挟持した状態で、曲げ刃103によりワークWの被加工部W1に対する曲げ加工を行う。この際、ワークWの曲げ部分の外側には引張応力が生じ、内側には圧縮応力が生じている。この状態で、図7(b)に示すように、曲げ刃103を被加工部W1から退避させて被加工部W1に対する押圧力を取り除くと、ワークWの弾性復帰力により、曲げ部分が元の形状へ戻る方向へ変形するスプリングバックが生じてしまう。
【0005】
これに対して、例えば特許文献1の曲げ加工装置では、第1の金型によりワークを曲げ代が残るように曲げ加工した後、第2の金型によりワークを最終形状に曲げ加工する曲げ加工装置が開示されている。
【0006】
特許文献1のように曲げ加工を2工程に分けることにより、1回だけで曲げ加工を行う場合と比較して2回目の加工時のスプリングバック量を低減させたり、1回目の加工で2回目の曲げ加工時にスプリングバックが生じにくい形状に曲げ加工したりすることが可能になり、最終形状を所望の形状により近づけることができる。
【先行技術文献】
【特許文献】
【0007】
特許第7008159号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1のように異なる成形型を用いて曲げ加工する場合、加工装置のコストアップにつながってしまうという問題があった。また、同じ成形型により二回の曲げ加工を行うこともできるが、この場合には、曲げ加工の時間が長くなってしまい、全体のタクトタイムに影響を与えてしまうという別の問題が生じる。
【0009】
本発明では、安価な構成により、精度良く曲げ加工を行う曲げ加工装置を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するため、本発明は、板状のワークを、その一端側の被加工部を露出させた状態で挟持する挟持部と、前記被加工部に対する相対移動により、前記被加工部を前記被加工部の厚み方向に曲げる曲げ加工部と、を備えた曲げ加工装置であって、前記曲げ加工部は、前記被加工部を曲げ方向へ押圧する第1成形面部および第2成形面部と、前記第1成形面部および前記第2成形面部よりも前記被加工部から退避した位置に設けられる退避面部とを有し、前記曲げ加工部の前記ワークに対する相対移動方向に、前記第1成形面部、前記退避面部、前記第2成形面部がこの順で設けられることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
5日前
株式会社カネミツ
筒張出部形成方法
19日前
株式会社吉野機械製作所
プレス機械
18日前
株式会社三明製作所
転造装置
29日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
25日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社IKS
滑り止め構造
4日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
金田工業株式会社
はすば歯車の製造方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
19日前
株式会社アマダ
安全確認画像の表示方法
29日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
フタバ産業株式会社
パイプの製造方法
4日前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
25日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
株式会社神戸製鋼所
プレス成形品の製造方法
2か月前
東洋製罐株式会社
製缶装置
1か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
29日前
株式会社デンソー
フィン成形方法
2か月前
トヨタ自動車株式会社
プレス装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ