TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024163622
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079397
出願日
2023-05-12
発明の名称
プレス成形品の製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B21D
22/26 20060101AFI20241115BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形品の製造方法において、しわと割れの両方を抑制する。
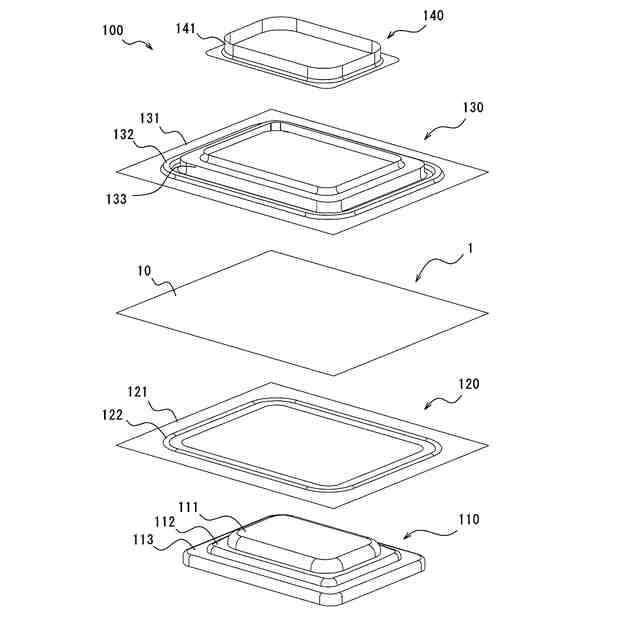
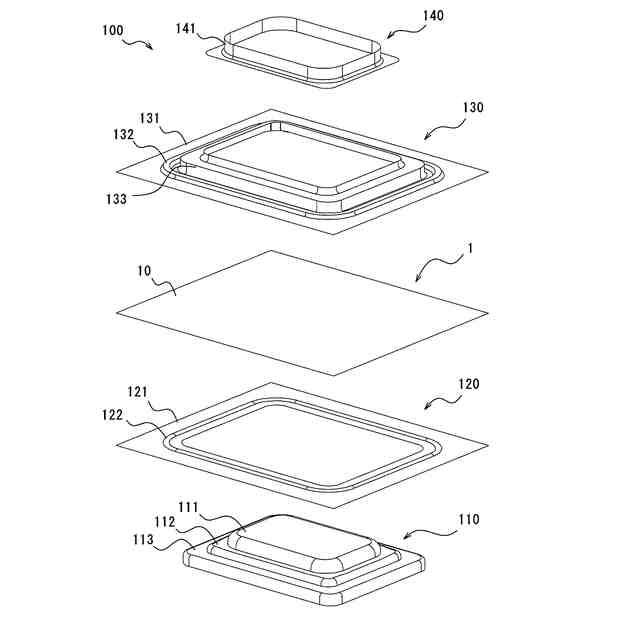
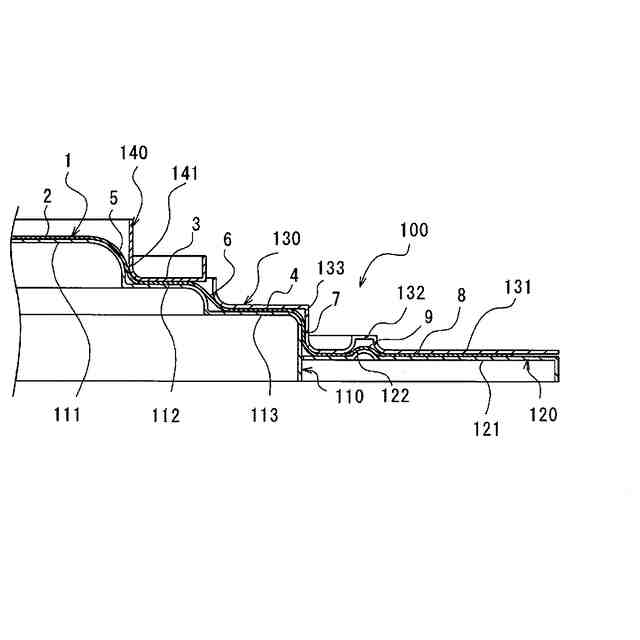
【解決手段】プレス成形品の製造方法は、ダイス130、ホルダ120、パッド140、およびパンチ110を含む金型100と、金属製の平板である板材1とを準備し、ダイス130およびホルダ120によって第1保持力で板材1の周縁部10を挟み込むことによってしわ押さえを実行し、パッド140およびパンチ110によって板材1を挟み込むことによって中間形状に成形する第1プレス成形を実行し、パッド140、パンチ110、およびダイス130によって中間形状に成形された板材1を挟み込むことによってプレス成形品1としての完成形状に成形する第2プレス成形を実行することを含み、板材1の成形過程で第1保持力を第1保持力よりも低い第2保持力まで低下させる。
【選択図】図2
特許請求の範囲
【請求項1】
ダイス、ホルダ、パッド、およびパンチを含む金型と、金属製の平板である板材とを準備し、
前記ダイスおよび前記ホルダによって第1保持力で前記板材の周縁部を挟み込むことによってしわ押さえを実行し、
前記パッドおよび前記パンチによって前記板材を挟み込むことによって中間形状に成形する第1プレス成形を実行し、
前記パッド、前記パンチ、および前記ダイスによって中間形状に成形された前記板材を挟み込むことによってプレス成形品としての完成形状に成形する第2プレス成形を実行する
ことを含み、
前記板材の成形過程で前記第1保持力を前記第1保持力よりも低い第2保持力まで低下させる、プレス成形品の製造方法。
続きを表示(約 250 文字)
【請求項2】
前記板材は、アルミニウム合金製である、請求項1に記載のプレス成形品の製造方法。
【請求項3】
前記第1プレス成形中の前記しわ押さえを前記第1保持力で実行し、前記第2プレス成形中の前記しわ押さえを前記第2保持力で実行する、請求項1または2に記載のプレス成形品の製造方法。
【請求項4】
前記中間形状は、少なくとも1段の段差形状を含み、
前記完成形状は、前記中間形状よりも多くの段の段差形状を含む、請求項1または2に記載のプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
自動車のサイドドアインナーまたはバックドアインナーのような複雑な形状を有するプレス成形品では、強度および重量の観点から高張力鋼板またはアルミ板のような金属板が使用されることがある。そのような金属板は軟鋼板に比べると成形性が低く、プレス成形においてしわや割れが問題となる。
【0003】
特許文献1では、中間成形品を成形する工程と中間成形品を最終のパネル状成形品に成形する工程とを含むパネル状成形品の製造方法が開示されている。このような2段階の成形によって、段差部のような成形難易度の高い形状を成形している。
【先行技術文献】
【特許文献】
【0004】
特許第6662142号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
プレス成形では、しわや割れに影響を与える成形条件として、金属板の周縁部を保持する保持力がある。このような金属板の周縁部の保持は、しわ押さえともいわれる。しわ押さえにおいて、しわを発生させないような大きい保持力では割れが発生するおそれがあり、割れを発生させないような小さい保持力ではしわが発生するおそれがある。特許文献1では、このような保持力に言及されておらず、保持力の調整によってしわや割れを抑制する観点から改善の余地がある。
【0006】
本発明は、プレス成形品の製造方法において、しわと割れの両方を抑制することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、ダイス、ホルダ、パッド、およびパンチを含む金型と、金属製の平板である板材とを準備し、前記ダイスおよび前記ホルダによって第1保持力で前記板材の周縁部を挟み込むことによってしわ押さえを実行し、前記パッドおよび前記パンチによって前記板材を挟み込むことによって中間形状に成形する第1プレス成形を実行し、前記パッド、前記パンチ、および前記ダイスによって中間形状に成形された前記板材を挟み込むことによってプレス成形品としての完成形状に成形する第2プレス成形を実行することを含み、前記板材の成形過程で前記第1保持力を前記第1保持力よりも低い第2保持力まで低下させる、プレス成形品の製造方法を提供する。
【0008】
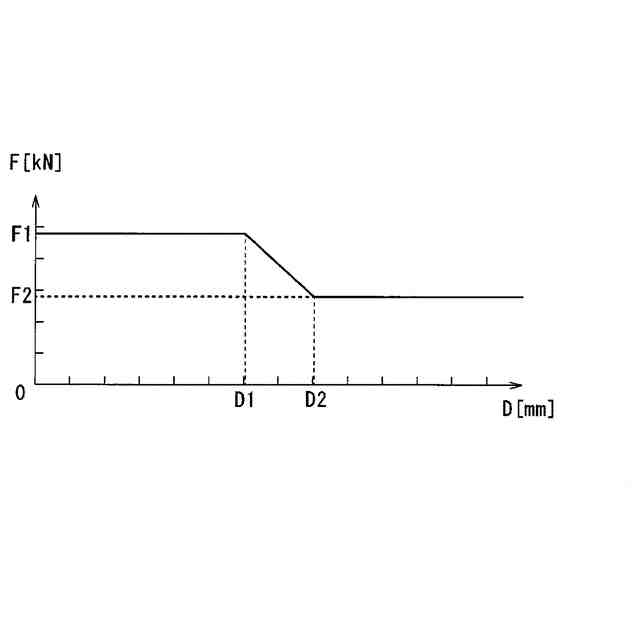
この構成によれば、第1プレス成形および第2プレス成形を含む少なくとも2段階のプレス成形によって複雑な形状のプレス成形品を高い寸法精度で製造できるともに、成形過程においてしわ押さえの保持力を低下させることでしわと割れの両方を抑制できる。具体的には、成形初期においては相対的に高い第1保持力でしわ押さえを実行することによってしわを抑制し、成形後期においては相対的に低い第2保持力でしわ押さえを実行することによって割れを抑制できる。
【0009】
前記板材は、アルミニウム合金製であってもよい。
【0010】
この構成によれば、アルミニウム合金のような成形性の低い材料(即ち成形難易度の高い材料)に対してしわと割れの両方を抑制できる。アルミニウム合金は、4000系、5000系、または6000系であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
3か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
株式会社不二越
NC転造盤
2か月前
トヨタ自動車株式会社
プレス金型
5か月前
トヨタ紡織株式会社
金型装置
5か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
日産自動車株式会社
逐次成形方法
4日前
株式会社吉野機械製作所
プレス機械
17日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
28日前
株式会社カネミツ
筒張出部形成方法
18日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
歯付円筒体形成方法
24日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
冨士発條株式会社
トリミング装置
4か月前
ニデック株式会社
金型及び打ち抜き方法
5か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ニデック株式会社
金型及びプレス加工装置
5か月前
株式会社IKS
滑り止め構造
3日前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































