TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024096566
公報種別
公開特許公報(A)
公開日
2024-07-17
出願番号
2023000123
出願日
2023-01-04
発明の名称
プレス成型方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21J
5/08 20060101AFI20240709BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】棒状素材の座屈の発生を抑制するためのコストを低減可能なプレス成型方法を提供すること。
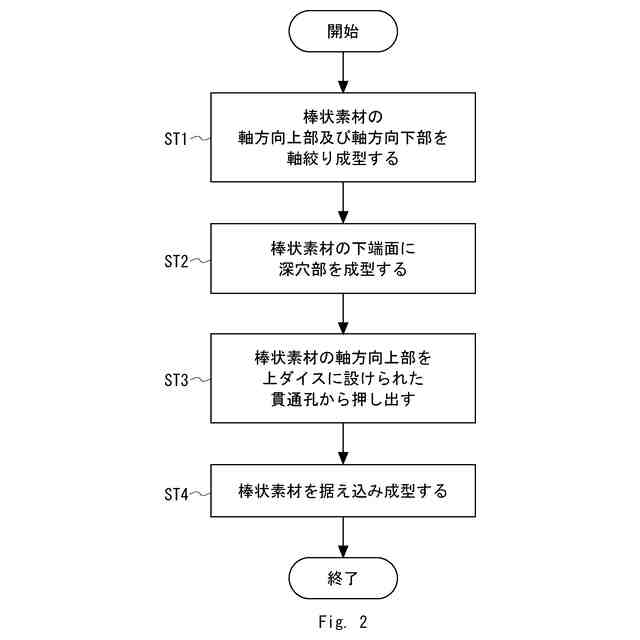
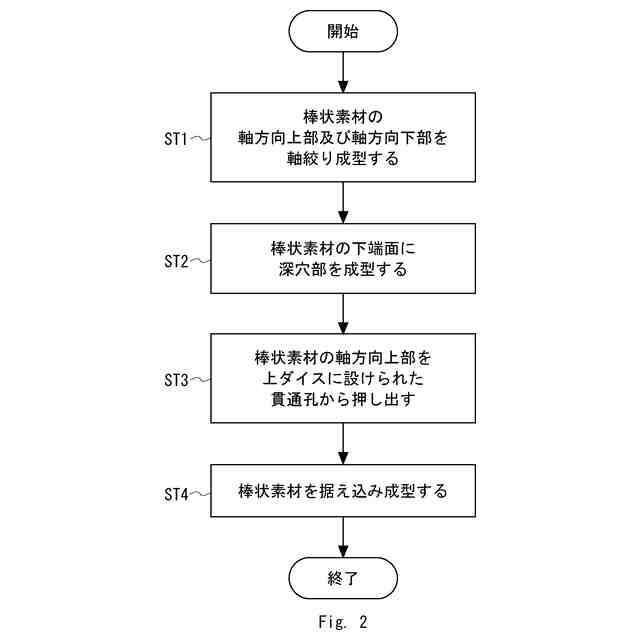
【解決手段】本開示に係るプレス成型方法は、棒状素材Mを上ダイスUD及び下ダイスLDに設けられた貫通孔に嵌入させ、棒状素材Mの軸方向上部及び軸方向下部を軸絞り成型する工程と、棒状素材Mの下端面中心部を下パンチLPによって押圧し、棒状素材Mの下端面に深穴部Hを成型する工程と、棒状素材Mの上端面を上パンチUPによって押圧し、軸絞り成型された棒状素材Mの軸方向上部を、上ダイスUDに設けられた貫通孔から押し出す工程と、棒状素材Mを上パンチUP及び上ダイスUDによって押圧し、棒状素材Mを据え込み成型する工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
棒状素材を上ダイス及び下ダイスに設けられた貫通孔に嵌入させ、前記棒状素材の軸方向上部及び軸方向下部を軸絞り成型する工程と、
前記棒状素材の下端面中心部を下パンチによって押圧し、前記棒状素材の下端面に深穴部を成型する工程と、
前記棒状素材の上端面を上パンチによって押圧し、軸絞り成型された前記棒状素材の軸方向上部を、前記上ダイスに設けられた貫通孔から押し出す工程と、
前記棒状素材を前記上パンチ及び前記上ダイスによって押圧し、前記棒状素材を据え込み成型する工程と、を備える、
プレス成型方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス成型方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、棒状素材の据え込み成型方法が開示されている。特許文献1に係る据え込み成型方法においては、棒状素材の座屈を抑制するために、複数工程に分けて段階的に据え込み成型を行っている。
【先行技術文献】
【特許文献】
【0003】
特開2001-137999号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の据え込み加工方法のように、複数工程に分けて段階的に据え込み工程を行う場合、複数の据え込み工程それぞれに対応する金型を用意する必要があり、それに起因した設備の複雑化及びコストの増加が課題となっていた。
【0005】
特に、成型後の金属部材が中空状である場合、中空形状、言い換えると深穴部を形成する工程において棒状素材に大きな負荷が掛かるため、座屈が発生しやすく、その結果として、製造コストが大きく増加するという課題があった。
【0006】
本発明は、このような課題を解決するためになされたものであり、棒状素材の座屈の発生を抑制するためのコストを低減可能なプレス成型方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本開示に係るプレス成型方法は、棒状素材を上ダイス及び下ダイスに設けられた貫通孔に嵌入させ、前記棒状素材の軸方向上部及び軸方向下部を軸絞り成型する工程と、前記棒状素材の下端面中心部を下パンチによって押圧し、前記棒状素材の下端面に深穴部を成型する工程と、前記棒状素材の上端面を上パンチによって押圧し、軸絞り成型された前記棒状素材の軸方向上部を、前記上ダイスに設けられた貫通孔から押し出す工程と、前記棒状素材を前記上パンチ及び前記上ダイスによって押圧し、前記棒状素材を据え込み成型する工程と、を備える、プレス成型方法である。
【0008】
このような構成によると、深穴部を形成する工程において、棒状素材の軸方向上部及び軸方向下部を固定できるため、複雑な設備を用いずとも、棒状素材の座屈の発生を抑制できる。その結果として、棒状素材の座屈の発生を抑制するためのコストを低減できる。
【発明の効果】
【0009】
本開示によって、棒状素材の座屈の発生を抑制するためのコストを低減可能なプレス成型方法を提供することができる。
【図面の簡単な説明】
【0010】
第1の実施形態に係る棒状素材、金属部材、及びプレス成型装置の構成を示す模式断面図である。
第1の実施形態に係るプレス成型方法の動作を示すフローチャートである。
第1の実施形態に係るプレス成型方法の動作を示す模式断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
2か月前
株式会社プロテリアル
熱間鍛造用金型
21日前
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ紡織株式会社
金型装置
1か月前
株式会社ゴーシュー
歯車素材
14日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
大裕株式会社
鋼矢板の矯正装置
2か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
日産自動車株式会社
逐次成形方法
11日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
7日前
A株式会社
接合部材、及び、骨組み構造体
7日前
株式会社リード
金属管曲げ型
3か月前
株式会社不二越
歯車転造加工ユニット
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
冨士発條株式会社
トリミング装置
18日前
ニデック株式会社
金型及び打ち抜き方法
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
5か月前
冨士発條株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
今日
ニデック株式会社
金型及びプレス加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
今日
株式会社佐藤精機
鍛造金型及び曲げ加工方法
24日前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
3か月前
旭サナック株式会社
圧造機
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































