TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024074258
公報種別
公開特許公報(A)
公開日
2024-05-30
出願番号
2023191088
出願日
2023-11-08
発明の名称
圧造機
出願人
旭サナック株式会社
代理人
弁理士法人 共立特許事務所
主分類
B21J
13/02 20060101AFI20240523BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ダイスやパンチの状態または加工実施状況を検出して監視する構成において、従来よりも故障を削減するとともに、故障発生時の復旧を容易化することができる圧造機を提供する。
【解決手段】圧造機1は、フレーム21に設けられてワーク8を保持する複数のダイス23と、ダイス23と組になってワーク8に圧造加工を実施する複数のパンチ26と、複数のダイス23または複数のパンチ26の現在の状態または加工実施状況を表す物理量を個別に検出して検出信号を出力する複数の検出部(ロードセル3)と、フレーム21の内部に設けられて複数の検出部(ロードセル3)に接続され、複数の検出信号をまとめて通信信号に変換し、フレーム21の外部に向けて送信する信号変換送信部(4A、4B)と、を備える。
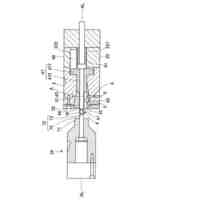
【選択図】図3
特許請求の範囲
【請求項1】
フレームに設けられてワークを保持する複数のダイスと、
前記ダイスと組になって前記ワークに圧造加工を実施する複数のパンチと、
複数の前記ダイスまたは複数の前記パンチの現在の状態または加工実施状況を表す物理量を個別に検出して検出信号を出力する複数の検出部と、
前記フレームの内部に設けられて複数の前記検出部に接続され、複数の前記検出信号をまとめて通信信号に変換し、前記フレームの外部に向けて送信する信号変換送信部と、
前記フレームの外部に設けられて前記通信信号を受信し、検出された前記物理量に基づいて、前記ダイスまたは前記パンチの現在の状態または加工実施状況の異常を判定する異常判定部と、
を備える圧造機。
続きを表示(約 1,100 文字)
【請求項2】
フレームに設けられてワークを保持する複数のダイスと、
前記ダイスと組になって前記ワークに圧造加工を実施する複数のパンチと、
複数の前記ダイスまたは複数の前記パンチの現在の状態または加工実施状況を表す物理量を個別に検出して検出信号を出力する複数の検出部と、
前記フレームの内部に設けられて複数の前記検出部に接続され、複数の前記検出信号をまとめて通信信号に変換し、前記フレームの外部に向けて送信する信号変換送信部と、
を備える圧造機。
【請求項3】
前記信号変換送信部は、有線のシリアル通信を用いて前記通信信号を送信する、請求項2に記載の圧造機。
【請求項4】
前記信号変換送信部は、所定数以下の前記検出部に対して共通に設けられ、かつ、前記所定数を超過する前記検出部に対して複数が設けられて直列接続される、
請求項3に記載の圧造機。
【請求項5】
複数の前記パンチは、前記フレームの内部に配置されて往復動作するラムに設けられ、
複数の前記検出部は、前記ラムに設けられて、複数の前記パンチの前記物理量を個別に検出し、
前記信号変換送信部は、前記ラムに設けられる、
請求項4に記載の圧造機。
【請求項6】
前記物理量は、圧造加工の際に前記パンチで発生する圧造力である、請求項5に記載の圧造機。
【請求項7】
複数種類の前記物理量をそれぞれ検出する複数種類の前記検出部と、
複数種類の前記検出部に対して共通に設けられる前記信号変換送信部と、
を備える請求項2~6のいずれか一項に記載の圧造機。
【請求項8】
前記フレームの外部に設けられて前記信号変換送信部に通信接続され、前記通信信号を受信して前記物理量を表示または記録する受信部を備える、
請求項2~6のいずれか一項に記載の圧造機。
【請求項9】
前記受信部は、前記検出部の故障と前記信号変換送信部の故障とを分けて判定する故障判定部を含む、請求項8に記載の圧造機。
【請求項10】
前記物理量は、圧造加工の際に前記ダイスまたは前記パンチで発生する圧造力であり、
前記故障判定部は、圧造加工を実施中の加工時間帯、および前記加工時間帯以外の非加工時間帯のうち少なくとも一方の時間帯において、前記検出部によって検出された前記圧造力を所定の上限値および下限値と比較して前記検出部の故障を判定する、
請求項9に記載の圧造機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイスおよびパンチが組になってワークに圧造加工を実施する圧造機に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
複数組のダイスおよびパンチを用いてワークに圧造加工を実施する多工程圧造機が知られている。多工程圧造機では、トランスファー装置によりワークを上流側工程から下流側工程に順送りに搬送して圧造加工を進めてゆく。ここで、ダイスやパンチの現在の状態または加工実施状況を検出して監視することが行われる。例えば、特許文献1の鍛造機は、基台と固定金型の間あるいは可動部と可動金型の間に嵌着される受圧部材と、受圧部材に貼設されて荷重(圧造力)を電気的特性の変化として検出する荷重検出素子と、荷重検出素子を電気的に接続するフレキシブル配線部材とを有する。これによれば、圧造加工のたびに荷重を検出して、ワークの全数検査を行うことができる、とされている。
【0003】
前記の荷重検出素子として、例えば、特許文献2に開示されたブリッジ回路の変換器や、特許文献3に開示された圧力センサを適用することができる。特許文献2に開示された変換器の異常検出装置は、ひずみや荷重を測定するブリッジ回路の変換器の各辺を切り換える手段と、各辺に定電流を供給する手段と、定電流によって発生する電圧を測定する手段と、電圧値からブリッジ回路の各辺の異常を判断する手段と、を具備する。これによれば、ブリッジ回路の各辺および接続ケーブルの断線状態の検出ができる、とされている。
【0004】
また、特許文献3に開示された圧力センサは、ハウジング内に圧電素子と、圧電素子から得られる電気信号を処理する回路基板部と、圧電素子と回路基板部とを接続するリード部とを備え、リード部の一端を回路基板部に貫通させて反対側で接続するとともに、リード部の他端を導電性の弾性部材を介して圧電素子に接続する。これによれば、内部構造の単純化による製造性の向上、製造工数の低減および製造コストの削減を図ることができる、とされている。
【先行技術文献】
【特許文献】
【0005】
特開2008-168305号公報
特開2005-156193号公報
特開2008-286589号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1の構成において、荷重検出素子の電源供給用および信号出力用に多芯ケーブルを用いて別置きの制御盤まで配線すると配線長が長くなる。このため、配線ルートの途中に適宜中継ボックスを設ける構造が用いられる。このような配線構造では、断線や接触不良等の不具合が生じやすくなる。詳述すると、長い配線長に加え、パンチやダイスの数量に応じて多芯ケーブルの芯線数が増加するため、芯線の断線や中継ボックス内での接触不良のおそれが増大する。加えて、パンチの圧造力を検出する構成では、往復動作に適合させるために用いる可撓性の多芯ケーブルが往復動作のたびに変形するので、十分な耐久性および信頼性を確保することが難しい。
【0007】
また、荷重検出素子から出力される微弱信号を長い配線長に渡って伝送するため、外部ノイズの影響を受け易くなっている(S/N比の低下)。さらに、荷重(圧造力)の適正な測定値が得られない故障時に、故障の原因箇所を特定することが容易でなく、復旧作業には多大な時間と専門技術が必要とされていた。特に、圧造機のフレーム内は狭隘であるため、立ち入っての原因調査は、大いに難儀であった。仮に、特許文献2や特許文献3に開示された技術を適用することができたとしても、荷重検出素子、多芯ケーブル、および中継ボックスのいずれが故障の原因箇所であるかを特定することが容易でない。
【0008】
さらに、検出された荷重(圧造力)の波形に基づいて異常を判定する異常判定技術には、改良の余地がある。なお、ダイスやパンチの監視項目、換言するとダイスやパンチの状態または加工実施状況を表す物理量は、前記した荷重に限定されない。例えば、ダイスやパンチの温度、往復動作するパンチの三方向の加速度などを監視する構成が実用化されている。温度や加速度を監視する構成でも、荷重の監視と同様に、断線および接触不良のおそれや、復旧作業の難しさなどの問題点がある。
【0009】
本発明は、上述した背景技術の問題点に鑑みてなされたものであり、ダイスやパンチの現在の状態または加工実施状況を検出して監視する構成において、従来よりも故障を削減するとともに、故障発生時の復旧を容易化することができる圧造機を提供することを解決すべき課題とする。
【課題を解決するための手段】
【0010】
本発明の圧造機は、フレームに設けられてワークを保持する複数のダイスと、前後方向に往復動作することにより前記ダイスと組になって前記ワークに圧造加工を実施する複数のパンチと、複数の前記ダイスまたは複数の前記パンチの現在の状態または加工実施状況を表す物理量を個別に検出して検出信号を出力する複数の検出部と、前記フレームの内部に設けられて複数の前記検出部に接続され、複数の前記検出信号をまとめて通信信号に変換し、前記フレームの外部に向けて送信する信号変換送信部と、を備える。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
トヨタ自動車株式会社
プレス装置
26日前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
冨士発條株式会社
プレス成形方法
28日前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社アマダ
金型交換装置
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
19日前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
JFEスチール株式会社
圧延方法
29日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
トヨタ自動車株式会社
プレス装置
5日前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
トヨタ自動車株式会社
接合方法
5日前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ