TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024031172
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022134560
出願日
2022-08-26
発明の名称
プレス成形装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21D
45/08 20060101AFI20240229BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形品の排出機構の構造の小型化、簡単化、低コスト化の少なくとも1つを実現することができるプレス成形装置を得る。
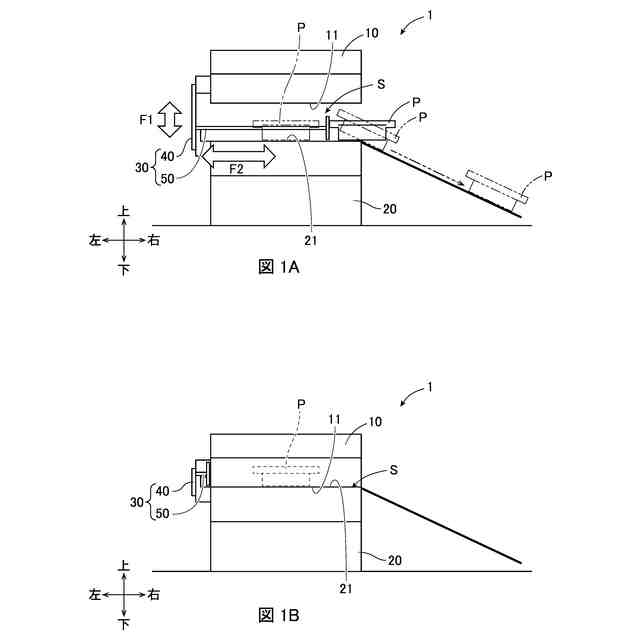
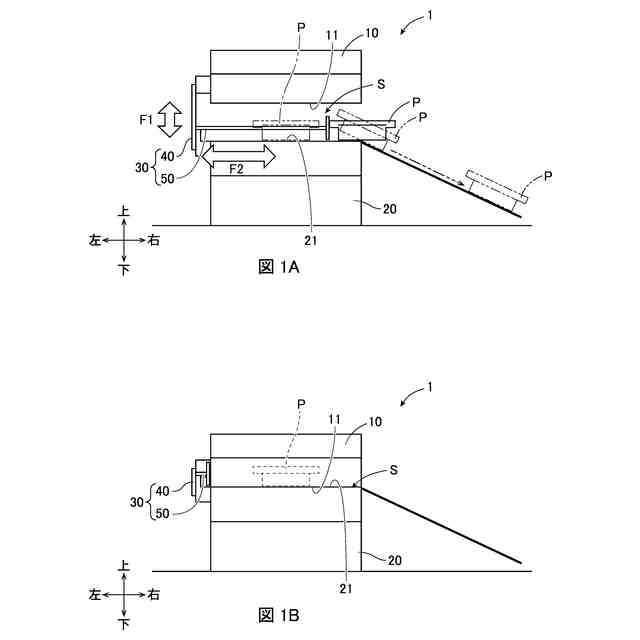
【解決手段】プレス成形装置は、プレス成形品を成形する接近位置とプレス成形品を露出させる離間位置の間で移動する一対のプレス成形型と、一対のプレス成形型が接近位置から離間位置へと移動するエネルギを利用してプレス成形品を排出するプレス成形品排出機構とを有する。プレス成形品排出機構は、一対のプレス成形型が接近位置から離間位置へと移動する第1のエネルギ(例えば上下方向のエネルギ)を、第1のエネルギと異なる方向から一対のプレス成形型の間に入り込んでプレス成形品を排出する第2のエネルギ(例えば上下方向と直交する水平方向のエネルギ)に変換する。
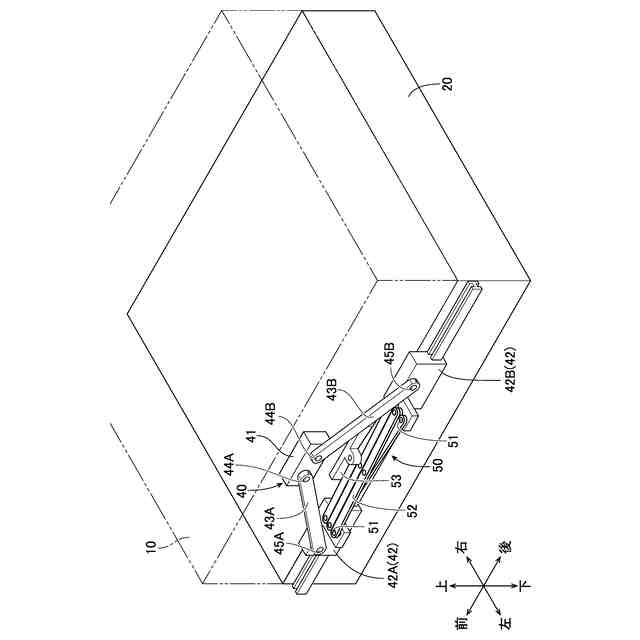
【選択図】図1
特許請求の範囲
【請求項1】
プレス成形品を成形する接近位置と前記プレス成形品を露出させる離間位置の間で移動する一対のプレス成形型と、
前記一対のプレス成形型が前記接近位置から前記離間位置へと移動するエネルギを利用して前記プレス成形品を排出するプレス成形品排出機構と、
を有することを特徴とするプレス成形装置。
続きを表示(約 1,200 文字)
【請求項2】
前記プレス成形品排出機構は、前記一対のプレス成形型が前記接近位置から前記離間位置へと移動する第1のエネルギを、前記第1のエネルギと異なる方向から前記一対のプレス成形型の間に入り込んで前記プレス成形品を排出する第2のエネルギに変換する、
ことを特徴とする請求項1に記載のプレス成形装置。
【請求項3】
前記第1のエネルギは、上下方向のエネルギであり、
前記第2のエネルギは、上下方向と直交する水平方向のエネルギである、
ことを特徴とする請求項2に記載のプレス成形装置。
【請求項4】
前記一対のプレス成形型は、上型と下型から構成され、
前記プレス成形品排出機構は、
前記上型に接続されるとともに、前記上型と前記下型の上下方向の接近位置と離間位置で前後方向の位置が変化する上側アームと、
前記下型に接続されるとともに、前記上型と前記下型の上下方向の接近位置の時は側方位置に位置し、前記上型と前記下型の上下方向の離間位置の時は前記上側アームと連係して左右方向に突出する突出位置に移動することで、前記一対のプレス成形型の側方から前記一対のプレス成形型の間に入り込んで前記プレス成形品を排出する下側アームと、
を有する、
ことを特徴とする請求項3に記載のプレス成形装置。
【請求項5】
前記一対のプレス成形型は、上型と下型から構成され、
前記プレス成形品排出機構は、
前記上型に接続されるとともに、前記上型と前記下型の上下方向の接近位置で前後方向の間隔が相対的に広くなり、前記上型と前記下型の上下方向の離間位置で前後方向の間隔が相対的に狭くなる揺動型の一対の上側アームと、
前記下型に接続されるとともに、前記上型と前記下型の上下方向の接近位置で前記一対の上側アームの前後方向の間隔が相対的に広いときには側方位置に位置し、前記上型と前記下型の上下方向の離間位置で前記一対の上側アームの前後方向の間隔が相対的に狭いときには、左右方向に突出する突出位置へ移動する伸縮型の下側アームと、
を有する、
ことを特徴とする請求項3に記載のプレス成形装置。
【請求項6】
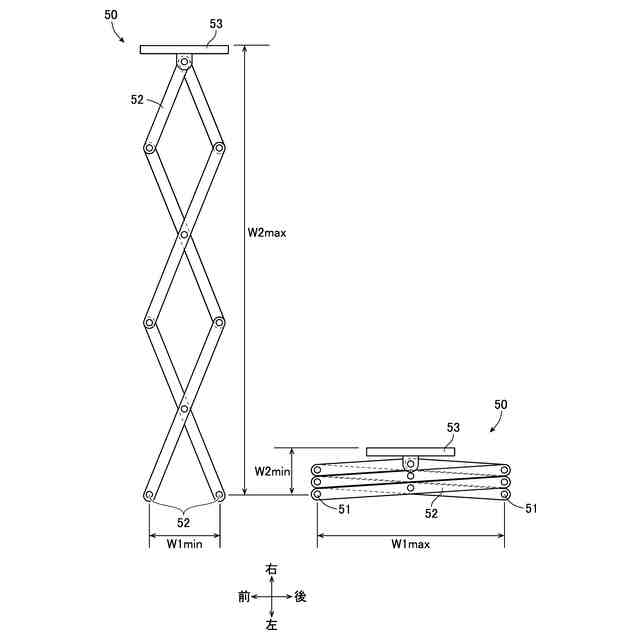
前記伸縮型の下側アームは、パンタグラフ型の伸縮アームからなる、
ことを特徴とする請求項5に記載のプレス成形装置。
【請求項7】
前記上側アームは、前記上型と前記下型の上下方向の接近位置と離間位置のいずれかにかかわらず、前記一対のプレス成形型の間に入り込むことはなく、
前記下側アームは、前記上型と前記下型の上下方向の接近位置では、前記一対のプレス成形型の間に入り込むことはなく、前記上型と前記下型の上下方向の離間位置でのみ、前記一対のプレス成形型の間に入り込んで前記プレス成形品を排出する、
ことを特徴とする請求項4から請求項6のいずれかに記載のプレス成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、特許文献1には、シートクッションとシートバックの一方に固定したベースプレートと、他方に固定しかつベースプレートと対向しながらベースプレートに対する相対回転可能なラチェットプレートと、を備えるリクライニング機構のベースプレートとラチェットプレートの少なくとも一方の部材である円盤状部材をプレス成形するための方法が開示されている。この方法では、金属板からなる母材から円盤状部材と同じ外形形状をなす円盤をプレス成形するための断面円形をなす外形切出用成形型の内側に、円盤状部材に設けたすべての貫通孔及びすべての凹凸を母材又は円盤に対してプレス成形するための複数の内周用成形型を配置し、外形切出用成形型及び複数の内周用成形型による母材及び円盤に対するプレス成形のタイミングを互いにすべてずらしている。
【先行技術文献】
【特許文献】
【0003】
特開2016-88371号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1を含んだ従来のプレス成形方法を実現するプレス成形装置では、プレス成形品の排出機構の構造の大型化、複雑化、高コスト化が避けられないという問題がある。例えば、従来のプレス成形装置では、プレス成形装置とは別に、電気やエアをエネルギとして使用したプレス成形品の排出機構が必須となっていた。
【0005】
本発明は、以上の問題意識に基づいてなされたものであり、プレス成形品の排出機構の構造の小型化、簡単化、低コスト化の少なくとも1つを実現することができるプレス成形装置を得ることを目的とする。
【課題を解決するための手段】
【0006】
本実施形態のプレス成形装置は、プレス成形品を成形する接近位置と前記プレス成形品を露出させる離間位置の間で移動する一対のプレス成形型と、前記一対のプレス成形型が前記接近位置から前記離間位置へと移動するエネルギを利用して前記プレス成形品を排出するプレス成形品排出機構と、を有することを特徴とする。
【0007】
前記プレス成形品排出機構は、前記一対のプレス成形型が前記接近位置から前記離間位置へと移動する第1のエネルギを、前記第1のエネルギと異なる方向から前記一対のプレス成形型の間に入り込んで前記プレス成形品を排出する第2のエネルギに変換してもよい。
【0008】
前記第1のエネルギは、上下方向のエネルギであり、前記第2のエネルギは、上下方向と直交する水平方向のエネルギであってもよい。
【0009】
前記一対のプレス成形型は、上型と下型から構成され、前記プレス成形品排出機構は、前記上型に接続されるとともに、前記上型と前記下型の上下方向の接近位置と離間位置で前後方向の位置が変化する上側アームと、前記下型に接続されるとともに、前記上型と前記下型の上下方向の接近位置の時は側方位置に位置し、前記上型と前記下型の上下方向の離間位置の時は前記上側アームと連係して左右方向に突出する突出位置に移動することで、前記一対のプレス成形型の側方から前記一対のプレス成形型の間に入り込んで前記プレス成形品を排出する下側アームと、を有してもよい。
【0010】
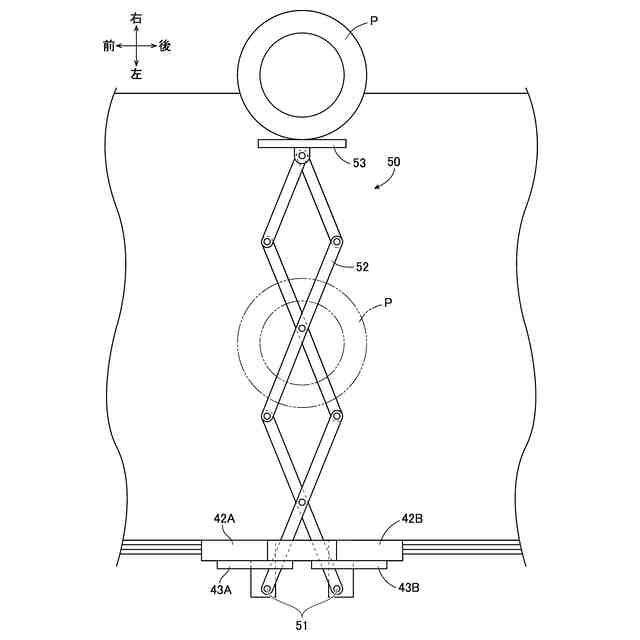
前記一対のプレス成形型は、上型と下型から構成され、前記プレス成形品排出機構は、前記上型に接続されるとともに、前記上型と前記下型の上下方向の接近位置で前後方向の間隔が相対的に広くなり、前記上型と前記下型の上下方向の離間位置で前後方向の間隔が相対的に狭くなる揺動型の一対の上側アームと、前記下型に接続されるとともに、前記上型と前記下型の上下方向の接近位置で前記一対の上側アームの前後方向の間隔が相対的に広いときには側方位置に位置し、前記上型と前記下型の上下方向の離間位置で前記一対の上側アームの前後方向の間隔が相対的に狭いときには、左右方向に突出する突出位置へ移動する伸縮型の下側アームと、を有してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス装置
4か月前
川崎重工業株式会社
プレス用金型
6か月前
トヨタ自動車株式会社
プレス金型
23日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
14日前
株式会社サンテック
ヘミング加工方法
4か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
石田鉄工株式会社
格子状製品の製造方法
27日前
川崎重工業株式会社
金型形状の選定方法
6か月前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
5か月前
株式会社不二越
歯車転造加工ユニット
2か月前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
ニデック株式会社
金型及び打ち抜き方法
14日前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
6か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
5か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
本田技研工業株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
6か月前
ニデック株式会社
金型及びプレス加工装置
14日前
JFEスチール株式会社
プレス成形品の製造方法
5か月前
本田技研工業株式会社
プレス成形方法
5か月前
株式会社アマダ
金型交換装置
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































