TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024035883
公報種別
公開特許公報(A)
公開日
2024-03-15
出願番号
2022140489
出願日
2022-09-05
発明の名称
プレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21D
22/26 20060101AFI20240308BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
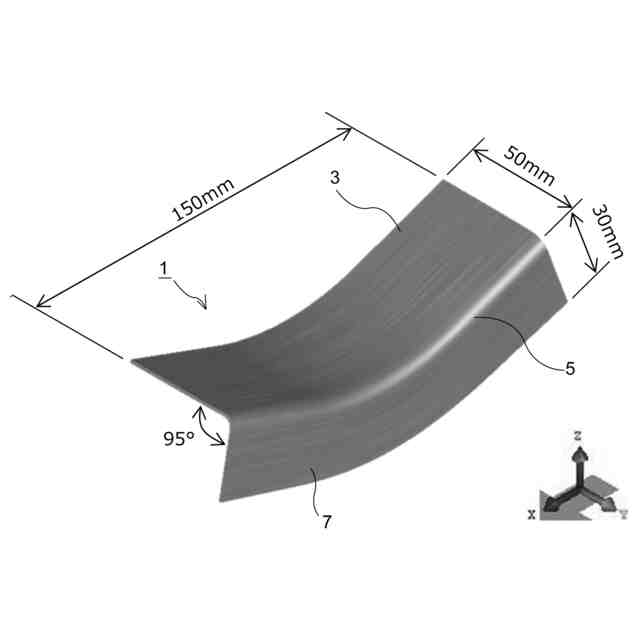
【課題】少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品について、割れ、しわや折れ込みをできるプレス成形品の製造方法を提供する。
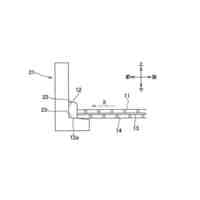
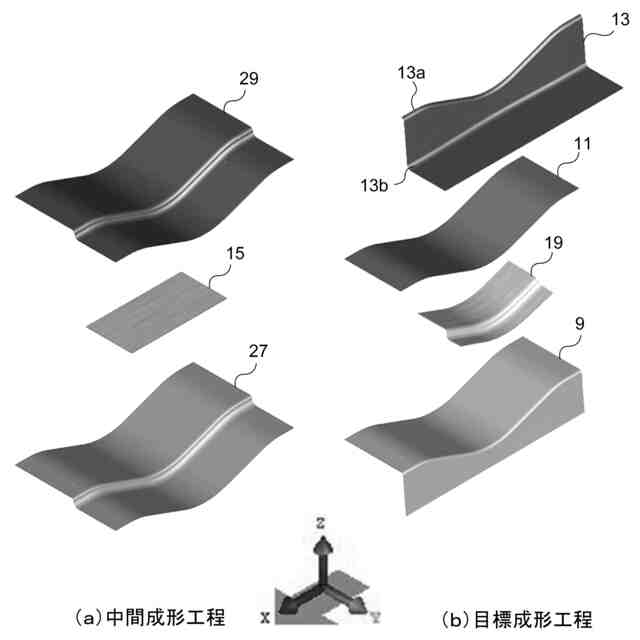
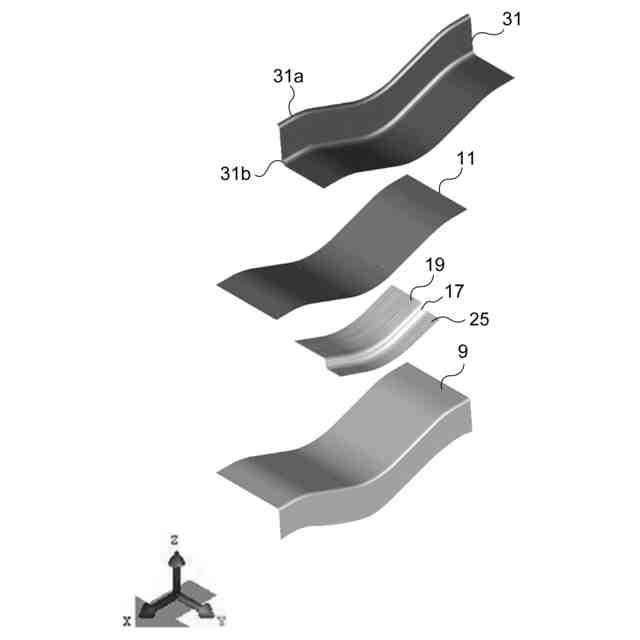
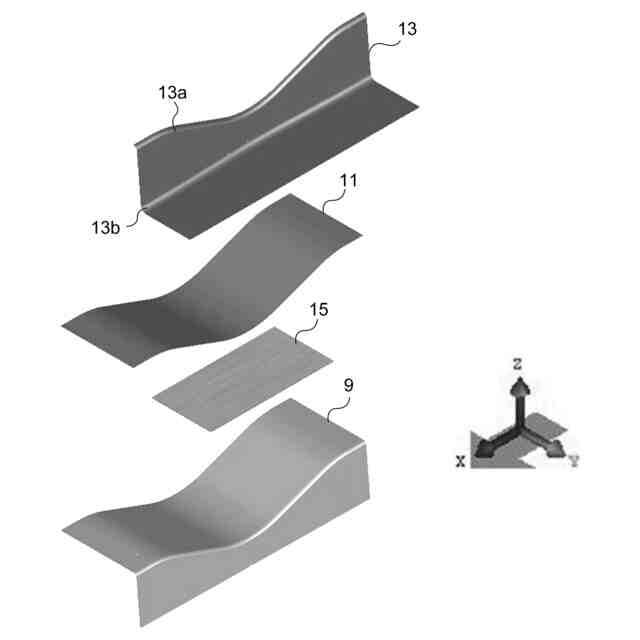
【解決手段】本発明に係るプレス成形品1の製造方法は、少なくとも、側面視で凹状湾曲部を有する天板部3と、天板部3からパンチ肩R部5を介して連続する縦壁部7を有するプレス成形品1の製造方法であって、天板部3と同方向に湾曲する中間天板部21と、パンチ肩R部5に相当する部位に形成された稜線部23に連続して形成された段差からなるステップ形状部17と、ステップ形状部17に連続して外方に延出すると共に中間天板部21と同方向に湾曲する外方面部25と、を有する中間成形品19をプレス成形する第1成形工程と、
中間成形品19をプレス成形品1にプレス成形する第2成形工程と、を備えている。
【選択図】 図1
特許請求の範囲
【請求項1】
少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品の製造方法であって、
前記天板部と同方向に湾曲する中間天板部と、前記パンチ肩R部に相当する部位に形成された稜線部に連続して形成された段差からなるステップ形状部と、該ステップ形状部に連続して外方に延出すると共に前記中間天板部と同方向に湾曲する外方面部と、を有する中間成形品をプレス成形する第1成形工程と、
前記中間成形品を前記プレス成形品にプレス成形する第2成形工程と、を備えたことを特徴とするプレス成形品の製造方法。
続きを表示(約 95 文字)
【請求項2】
前記中間成形品の前記稜線部の曲率半径が、前記プレス成形品のパンチ肩R部の曲率半径と同じかそれ以上であることを特徴とする請求項1に記載のプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品の製造方法に関する。
なお、本明細書において例えば「パンチ肩R部」と表記した際には、成形品の部位を意味し、「パンチ肩」と表記した際には金型の部位を意味する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車の衝突安全性基準の厳格化により、車体の衝突安全性の向上が進む中で、二酸化炭素排出規制を受けて、燃費向上やEV化のために車体の軽量化も必要とされている。これら車体の衝突安全性向上と軽量化を両立させるために、車体構造部品への引張強度590MPa級以上の高強度鋼板(ハイテン材とも称する)の適用が進んでいる。
【0003】
自動車部品はその一部の構造を含めて、少なくとも、天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有し、前記天板部に側面視で凹状に湾曲する湾曲部位を有するプレス成形品がある。
このようなプレス成形品をプレス成形した場合、天板部における凹状湾曲部の底部及びその近傍のパンチ肩R部に連続する縦壁部の先端部が伸びフランジ変形となる。そのため、当該部位に板厚が減少し割れが発生しやすくなり、また、天板部の凹状湾曲部の底部及びその近傍のパンチ肩R部の板厚が増加して座屈(しわ、折れ込み)が発生しやすくなる。
【0004】
特にハイテン材の場合、高強度化によって、伸びフランジ変形部位の割れや、前記パンチ肩R部の座屈(しわ、折れ込み)が発生しやすくなり、特に問題である。
【0005】
この点、従来は、平坦かつ上面視で凹状外周縁を有する天板部と、該天板部から該凹状外周縁に沿って連続する縦壁部を有するプレス成形品の伸びフランジ変形に伴う割れ対策について、例えば特許文献1に提案されている。
【先行技術文献】
【特許文献】
【0006】
国際公開第2014/097745号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記の特許文献1に記載されるプレス成形方法は、天板部が平坦であり、上面視で該天板部の外周縁が凹状であるプレス成形品を対象としている。
一方、本発明が対象としているプレス成形品は、少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品である。
このように、特許文献1が対象としているプレス成形品と本願発明が対象としているプレス成形品とは、形状が異なっている。
【0008】
このため、特許文献1のプレス成形方法を、本願発明が対象としているプレス成形品に適用しても、当該プレス成形品の伸びフランジ変形部位の割れや、前記パンチ肩R部のしわや、折れ込みを防止することはできない。
【0009】
本発明はかかる課題を解決するためになされたものであり、少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品の割れ、しわや折れ込み防止をできるプレス成形品の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0010】
(1)本発明に係るプレス成形品の製造方法は、少なくとも、側面視で凹状に湾曲する凹状湾曲部を有する天板部と、該天板部からパンチ肩R部を介して連続する縦壁部を有するプレス成形品の製造方法であって、
前記天板部と同方向に湾曲する中間天板部と、前記パンチ肩R部に相当する部位に形成された稜線部に連続して形成された段差からなるステップ形状部と、該ステップ形状部に連続して外方に延出すると共に前記中間天板部と同方向に湾曲する外方面部と、を有する中間成形品をプレス成形する第1成形工程と、
前記中間成形品を前記プレス成形品にプレス成形する第2成形工程と、を備えたことを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
トヨタ自動車株式会社
鍛造加工装置
今日
株式会社サンテック
ヘミング加工方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
冨士発條株式会社
プレス成形方法
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
25日前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
11日前
JFEスチール株式会社
圧延方法
1か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
今日
トヨタ自動車株式会社
接合方法
11日前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本製鉄株式会社
チタン合金板の製造方法
18日前
株式会社アマダ
金型反転装置
2か月前
株式会社アマダ
金型収納装置
1か月前
JFEスチール株式会社
プレス成形品の形状予測方法及び装置
1か月前
住友重機械工業株式会社
成形装置、及び金属部材
1か月前
本田技研工業株式会社
製造方法及び精度管理方法
2か月前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
1か月前
フタバ産業株式会社
プレス成形品の製造方法
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ