TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083769
公報種別
公開特許公報(A)
公開日
2024-06-24
出願番号
2022197772
出願日
2022-12-12
発明の名称
定着部付鉄筋の製造方法
出願人
第一高周波工業株式会社
代理人
個人
,
個人
主分類
B21J
5/08 20060101AFI20240617BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】かぶり厚低減効果が高いD形鉄筋の製造方法を得る。
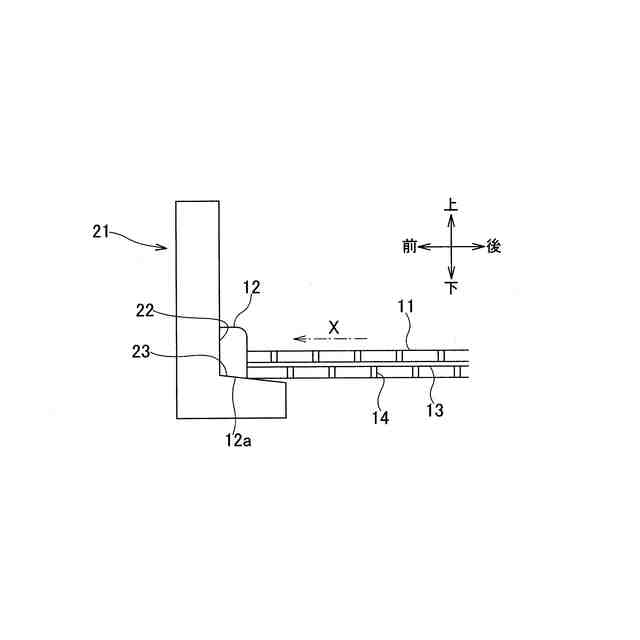
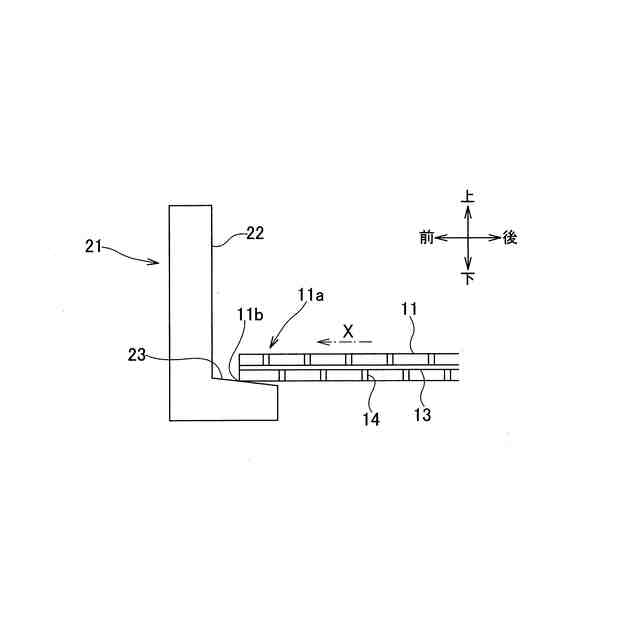
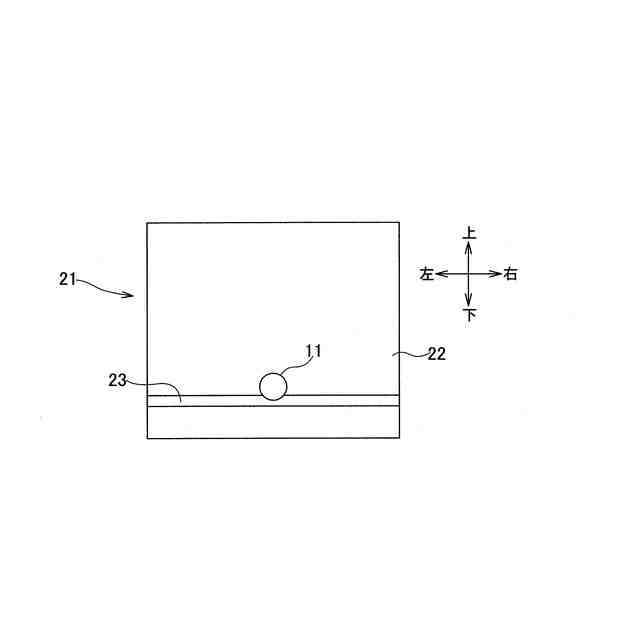
【解決手段】加熱した鉄筋11の一端部を成形型21に突き当てて軸方向に押圧して拡径させ、鉄筋に平坦面12aを有する定着部12を形成する定着部付鉄筋の製造方法で、成形型は、平面状の第1成形面22と、第1成形面に交差し且つ第1成形面の表面から手前側に向かって下り勾配となる平面状の第2成形面23とを有し、当該製造方法は、鉄筋一端部を塑性変形可能な温度に加熱する加熱工程と、鉄筋一端部が第1成形面に対して直交する姿勢で先端が第2成形面に当接した第2成形面当接状態に鉄筋を配置する鉄筋配置工程と、第2成形面当接状態を維持しつつ先端を第1成形面に突き当てて鉄筋一端部を軸方向に押圧する成形工程を含む。
【選択図】図5
特許請求の範囲
【請求項1】
加熱した鉄筋の一端部を成形型に突き当てて軸方向に押圧することにより、当該一端部が拡径するように塑性変形させ、当該鉄筋に定着部を形成する定着部付鉄筋の製造方法であって、
前記成形型は、
平面状の第1成形面と、
前記第1成形面に交差するように且つ前記第1成形面の表面から手前側に向かって下り勾配となるように配置された平面状の第2成形面と
を有し、
前記製造方法は、
前記鉄筋の一端部を塑性変形可能な温度に加熱する加熱工程と、
前記加熱工程の後に、前記鉄筋の一端部が前記第1成形面に対して直交する姿勢で当該一端部の先端が前記第2成形面に当接した第2成形面当接状態に前記鉄筋を配置する鉄筋配置工程と、
前記鉄筋配置工程の後、前記第2成形面当接状態を維持したまま前記一端部の先端を前記第1成形面に突き当てて当該一端部を軸方向に押圧する成形工程と
を含むことを特徴とする定着部付鉄筋の製造方法。
続きを表示(約 550 文字)
【請求項2】
前記成形型は、別部材として構成された第1部材と第2部材とを含み、
前記第1部材は、前記第1成形面を備え、
前記第2部材は、前記第2成形面を備えている
請求項1に記載の定着部付鉄筋の製造方法。
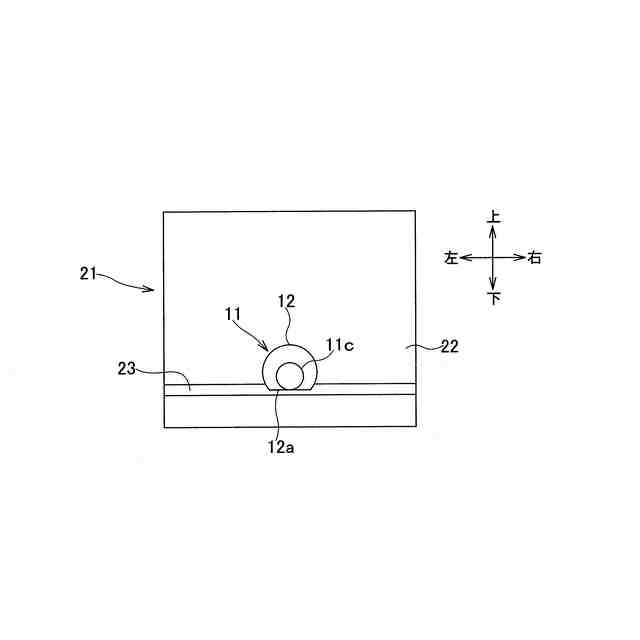
【請求項3】
前記第2部材は、
前記第1部材に着脱可能に固定され、
前記定着部の外周を成形する成形孔を有し、
前記成形孔の内部に前記第2成形面が備えられている
請求項2に記載の定着部付鉄筋の製造方法。
【請求項4】
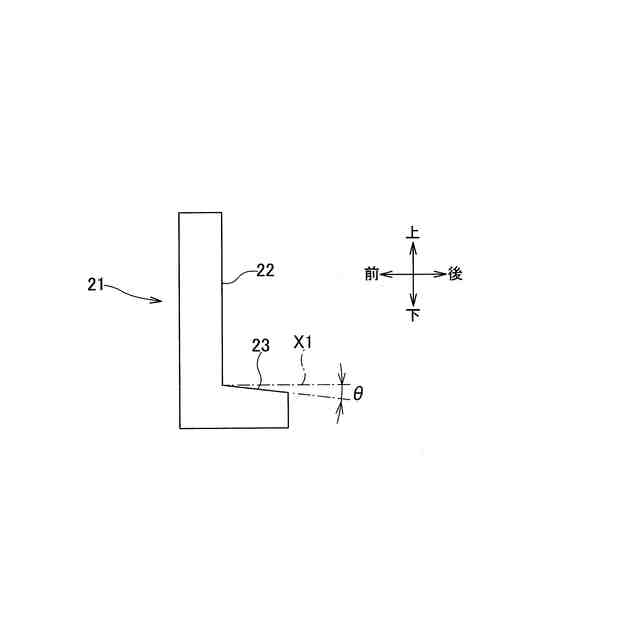
前記第2成形面は、前記第1成形面に直交する軸線に対して5度以上15度以下の角度をなす
請求項1から3のいずれか一項に記載の定着部付鉄筋の製造方法。
【請求項5】
前記鉄筋は、側面にリブを備え、
互いに直交する上下方向軸および左右方向軸と前記第1成形面とが平行で、且つ、前記第1成形面と前記第2成形面の交線が前記左右方向軸と平行なるように、前記第1成形面と前記第2成形面を配置した場合に、
前記リブが左右に配置された状態で前記鉄筋配置工程および前記成形工程を実施する
請求項1から3のいずれか一項に記載の定着部付鉄筋の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、定着部付鉄筋の製造方法に係り、特に、鉄筋の端部を加熱して塑性変形させ定着部を形成する加工技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鉄筋コンクリート構造では、フック状(U字状やL字状)に端部を曲げ定着部を形成した鉄筋が従来から使用されてきたが、近年これに代え、釘の頭のように膨らんだ定着部を備えた端部拡径鉄筋(下記特許文献1の図1等参照)が使用されることがある。
【0003】
この端部拡径鉄筋は、在来の鉄筋に比べて定着部を小さくできることから、例えば床版(スラブ)やボックスカルバートなどの鉄筋コンクリート構造物の継手部のような多数の鉄筋が集中する過密配筋部の鉄筋の納まりを良くし、コンクリートを充填しやすくすることができ、配筋作業の効率化やコスト低減が可能であるなど優れた特長を有する。また、強度的にも在来の鉄筋と同等以上の性能を確保することが出来る。
【0004】
また、このような端部拡径鉄筋の一つとして拡径部(定着部)の一側面に平面部を設け、当該平面部が鉄筋本体部の当該平面部と連続する側面と略面一とした鉄筋(定着部を鉄筋軸線方向から見た形状がD字状の平面形状を有するため本願では「D形鉄筋」と称し、当該平面部を「平坦面」と称する)がある。このD形鉄筋によれば、例えば床版(スラブ)を構築する場合に、D形の平坦面(平坦にした側面)を床版の外側(天面や底面)に向けるように使用することで、床版厚を薄くすることが可能となる。単純に端部を拡径させた平面円形の拡径鉄筋と比べ、平坦面を形成した分、床版の天面と底面の鉄筋のかぶり厚を薄くすることが出来るからである(下記特許文献2の明細書段落0045、図5参照)。
【0005】
なお、床版厚を薄くすれば、床版の重量が減少し、例えば高架橋下部構造の耐震性能や鋼桁の耐力を向上させることが可能となる。
【先行技術文献】
【特許文献】
【0006】
特開2000-257209号公報
特開2019-052516号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上記特許文献2のようにD形鉄筋自体を開示する文献はあるものの、その製造方法を具体的に示すものは無い。また、D形鉄筋の製造にあたっては、次のような課題がある。
【0008】
図12から図15は、D形鉄筋の試作例(比較例)を示すものである。これらの図に示すようにD形の定着部12を形成するために、加熱した鉄筋11の先端部を軸方向に押し付けて(矢印X参照)先端部を広げる第1の成形面52に加えて、これと直交する第2の成形面53を備えた成形型51を使用する方法を試みた。第2成形面53に鉄筋11の側面を当接させながら第1成形面52に鉄筋先端11bを押し付けることで、平坦面12aを形成する側の鉄筋側面の拡径を抑え、拡径と同時に第2成形面53に沿った平坦な側面12aを形成するためである。
【0009】
ところが、上記のような成形型51を使用する方法によると、成形時は、先端部が上下方向(下方)に広がろうとする力(図14の符号Y1参照)によって拡径部12と鉄筋本体部11cとの境界部を折り曲げるような曲げモーメント(図14の符号Y2参照)が発生して鉄筋先端部が折れ曲がるように変形し、成形後は、鉄筋先端部を軸方向に押し付ける力Xを取り去ったときに、スプリングバックにより、鉄筋本体部の変形が元に戻る(つまり拡径部12が下方へ移動する)。そのため、成形後に拡径部12を鉄筋軸線方向から見た形状は、下面が平坦な形状となるが、拡径部12の下面は、鉄筋本体部11cの下面よりも下側に位置することとなり、かぶり厚低減効果(単純に端部を拡径させた平面円形の拡径鉄筋と比べた場合のかぶり厚を低減できる効果)が得られないか或いは低減されてしまう。
【0010】
したがって、本発明の目的は、上記のような成形上の問題が起こらず、かぶり厚低減効果が高いD形鉄筋の新たな製造方法を提示することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
鍛造加工装置
4日前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
3か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
29日前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
株式会社栗本鐵工所
ベンディングロール
3か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
15日前
JFEスチール株式会社
圧延方法
1か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
4日前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ自動車株式会社
接合方法
15日前
フタバ産業株式会社
配管部品の製造方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
2か月前
株式会社アマダ
金型反転装置
2か月前
トヨタ紡織株式会社
材料供給装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ