TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024047737
公報種別
公開特許公報(A)
公開日
2024-04-08
出願番号
2022153396
出願日
2022-09-27
発明の名称
模様付製品成形用押出しダイス
出願人
日本軽金属株式会社
代理人
個人
,
個人
主分類
B21C
25/02 20060101AFI20240401BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】中空部を有する製品用部材の異なる表面に任意の凹凸模様を連続して成形できる模様付製品成形用押出しダイスを提供する。
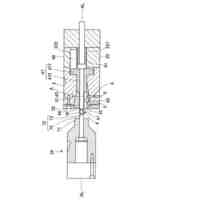
【解決手段】熱可塑性部材に中空部形状を成形する内側ベアリング部15を設けたマンドレル13を有する上型ダイ10と、上記熱可塑性部材の外形形状を成形する外側ベアリング部25を有する中間型20と、上記中間型を介して上記上型ダイを支持する下型ダイ30とを具備する。上記下型ダイは、それぞれ上記ベアリング部により成形された製品用部材3の移動とともに回転して、上記製品用部材の対向する表面の少なくとも一方に模様を成形する第1の模様成形具40Aと、上記製品用部材における上記模様が成形された面と異なる対向する表面の少なくとも一方に模様を成形する第2の模様成形具40Bとを具備する第1の下型31と、上記第2の模様成形具を固定すべく上記第1の下型に連結される第2の下型37とを具備する。
【選択図】 図8
特許請求の範囲
【請求項1】
素材供給側から連続して押し出される熱可塑性部材で形成される中空部を有する製品用部材の異なる表面に模様を成形する模様付製品成形用押出しダイスであって、
上記熱可塑性部材を導入し、上記熱可塑性部材に中空部形状を成形するベアリング部を設けたマンドレルを有する上型ダイと、上記熱可塑性部材の外形形状を成形するベアリング部を有する中間型と、上記中間型を介して上記上型ダイを支持する下型ダイとを具備し、
上記下型ダイは、上記ベアリング部により成形された上記製品用部材の移動とともに回転して、上記製品用部材の対向する表面の少なくとも一方に模様を成形する第1の模様成形具と、上記製品用部材の移動とともに回転して、上記製品用部材における上記模様が成形された面と異なる対向する表面の少なくとも一方に模様を成形する第2の模様成形具とを具備する第1の下型と、上記第2の模様成形具を固定すべく上記第1の下型に連結される第2の下型とを具備する、
ことを特徴とする模様付製品成形用押出しダイス。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の模様付製品成形用押出しダイスであって、
上記下型ダイを構成する上記第1の下型には、上記ベアリング部により成形された上記製品用部材の移動を案内する下側ガイド部が設けられ、
上記マンドレルには、上記第1の模様成形具及び上記第2の模様成形具による模様成形時の押圧力を吸収する逃げ部が形成されている、
ことを特徴とする模様付製品成形用押出しダイス。
【請求項3】
請求項2に記載の模様付製品成形用押出しダイスであって、
上記マンドレルは、上記第1の模様成形具及び上記第2の模様成形具によって上記製品用部材を押圧する位置よりも、上記製品用部材の移動方向における下流側まで形成され、
上記逃げ部は、上記マンドレルの先端まで形成されている、
ことを特徴とする模様付製品成形用押出しダイス。
【請求項4】
請求項1に記載の模様付製品成形用押出しダイスであって、
上記第1の模様成形具及び上記第2の模様成形具は、上記製品用部材の異なる表面に同一の模様を成形する同一模様成形具にて形成されている、ことを特徴とする模様付製品成形用押出しダイス。
【請求項5】
請求項1に記載の模様付製品成形用押出しダイスであって、
上記第1の模様成形具及び上記第2の模様成形具は、上記製品用部材の対向する表面の一方に模様を成形しない無模様成形具を含む、ことを特徴とする模様付製品成形用押出しダイス。
【請求項6】
請求項1に記載の模様付製品成形用押出しダイスであって、
上記第1の模様成形具及び上記第2の模様成形具は、上記製品用部材の異なる表面にそれぞれ異なる模様を成形する異形模様成形具を含む、ことを特徴とする模様付製品成形用押出しダイス。
【請求項7】
請求項1,4ないし6のいずれかに記載の模様付製品成形用押出しダイスであって、
上記第1の模様成形具及び上記第2の模様成形具は、それぞれ上記第1の下型に回転自在に、かつ、上記製品用部材側に向かって押圧調整可能に配設されている、ことを特徴とする模様付製品成形用押出しダイス。
【請求項8】
請求項7に記載の模様付製品成形用押出しダイスであって、
上記第1の模様成形具及び上記第2の模様成形具は、それぞれ回転軸の両端が軸受を介して第1の取付部材及び第2の取付部材に回転自在に支持され、
上記第1の取付部材は、上記第1の下型における上記上型ダイ側面に形成された第1の取付部材設置用凹部に配置され、上記第2の取付部材は、上記第1の下型における上記第2の下型側面に形成された第2の取付部材設置用凹部に配置され、
上記第1の下型には、それぞれ上記第1の取付部材及び上記第2の取付部材を上記製品用部材の移動方向に対して直交する方向に沿ってスライドさせる上記第1の模様成形具及び上記第2の模様成形具の上記製品用部材に対する押圧を調整する押圧調整機構が設けられている、
ことを特徴とする模様付製品成形用押出しダイス。
発明の詳細な説明
【技術分野】
【0001】
この発明は、熱可塑性材料としての、例えばアルミニウム合金で形成される中空部を有する製品用部材の異なる表面に所定の模様を成形して模様付製品を製造する模様付製品成形用押出しダイスに関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般にアルミニウム合金等は、加工性に優れており、断面形状の自由度も高く期待できる等、様々な形状を得ることができることから押出し加工に適しており、現在では広く採用されている。
例えば、アルミニウム合金の押出加工により表面にラック形状や波形状等の凹凸模様、表面の長手方向及び長手方向と直交する幅方向に連続して形成される等の凹凸模様を成形することも行われている。
【0003】
従来、凹凸模様付製品を押出し成形する技術として、素材供給側から連続して押し出される熱可塑性部材で形成される中空部を有する製品用部材の二つの側面に模様を成形する模様付製品成形用押出しダイスが知られている(例えば、特許文献1参照)。
【0004】
特許文献1に記載の模様付製品成形用押出しダイスによれば、略粘土状の柔らかさで連続して押し出される熱可塑性部材であるアルミニウム合金からなるメタルをベアリング部で製品用部材に成形し、メタルの押出しに伴って回転する、表面に凹凸模様成形部を有する二つの模様成形具によって製品用部材の対向する表面に同時に凹凸模様が成形される。
【0005】
このように成形される中空部を有する模様付製品は、例えば、ルーバーやフェンスの支柱などに使用される。この模様付製品の表面に凹凸模様を施すことによって意匠性を高めることができ、また、模様の持つ表示,認識等の機能性を高めることができる。
【先行技術文献】
【特許文献】
【0006】
特開2022-45464号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記特許文献1に開示された技術では、中空部を有する製品の対向する二面に模様を成形することができるが、連続して残りの二面に模様を成形することはできない。
この種の中空部を有する製品において、更に意匠性を高めると共に、模様の持つ表示,認識等の機能性を高めるためには、製品の対向する二面以外の異なる表面を利用して模様を成形することが望まれる。
【0008】
この発明は、上記事情に鑑みてなされたもので、中空部を有する製品用部材の異なる表面に任意の凹凸模様を連続して成形できる模様付製品成形用押出しダイスを提供することを課題とする。
【課題を解決するための手段】
【0009】
上記課題を達成するために、この発明は、素材供給側から連続して押し出される熱可塑性部材で形成される中空部を有する製品用部材の異なる表面に模様を成形する模様付製品成形用押出しダイスであって、 上記熱可塑性部材を導入し、上記熱可塑性部材に中空部形状を成形するベアリング部を設けたマンドレルを有する上型ダイと、上記熱可塑性部材の外形形状を成形するベアリング部を有する中間型と、上記中間型を介して上記上型ダイを支持する下型ダイとを具備し、 上記下型ダイは、上記ベアリング部により成形された上記製品用部材の移動とともに回転して、上記製品用部材の対向する表面の少なくとも一方に模様を成形する第1の模様成形具と、上記製品用部材の移動とともに回転して、上記製品用部材における上記模様が成形された面と異なる対向する表面の少なくとも一方に模様を成形する第2の模様成形具とを具備する第1の下型と、上記第2の模様成形具を固定すべく上記第1の下型に連結される第2の下型とを具備する、ことを特徴とする(請求項1)。
【0010】
このように構成することにより、熱可塑性部材を押し出して熱可塑性部材が上型ダイのマンドレルのベアリング部と中間型のベアリング部を通過することによって熱可塑性部材が中空部を有する製品用部材の形状に成形される。また、上型と中間型の下流側に設けられた下型ダイを熱可塑性部材が通過すると、熱可塑性部材の対向する表面に第1の模様成形具による押圧力が作用して製品用部材の対向する表面又は対向する表面の少なくとも一方に凹凸模様が成形され、次いで、製品用部材における上記模様が成形された面と異なる対向する表面又は対向する表面の少なくとも一方に第2の模様成形具による押圧力が作用して製品用部材の対向する表面に凹凸模様が成形される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
18日前
川崎重工業株式会社
金型形状の選定方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
9日前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社アマダ
金型交換装置
1か月前
株式会社アマダ
金型交換装置
1か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1日前
旭サナック株式会社
圧造機
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
17日前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社栗本鐵工所
ベンディングロール
1か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
11日前
トヨタ紡織株式会社
プレス加工方法
1か月前
株式会社アマダ
パンチング加工方法
16日前
トヨタ紡織株式会社
プレス成形装置
2か月前
フタバ産業株式会社
配管部品の製造方法
4日前
フタバ産業株式会社
配管部品の製造方法
4日前
日本軽金属株式会社
模様付製品成形用押出しダイス
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
23日前
トヨタ紡織株式会社
材料供給装置
2か月前
株式会社アマダ
金型収納装置
17日前
株式会社アマダ
金型反転装置
23日前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
5日前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
住友重機械工業株式会社
成形装置、及び金属部材
4日前
日本製鉄株式会社
プレス成形品の製造方法及び製造設備
1か月前
JFEスチール株式会社
プレス成形品の形状予測方法及び装置
1日前
本田技研工業株式会社
製造方法及び精度管理方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ