TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024031181
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022134580
出願日
2022-08-26
発明の名称
熱間型打鍛造用分割金型
出願人
株式会社プロテリアル
代理人
主分類
B21J
13/02 20060101AFI20240229BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鍛造品の表面に疵が生じることを抑制するのに効果的な、熱間型打鍛造用分割金型を提供する。
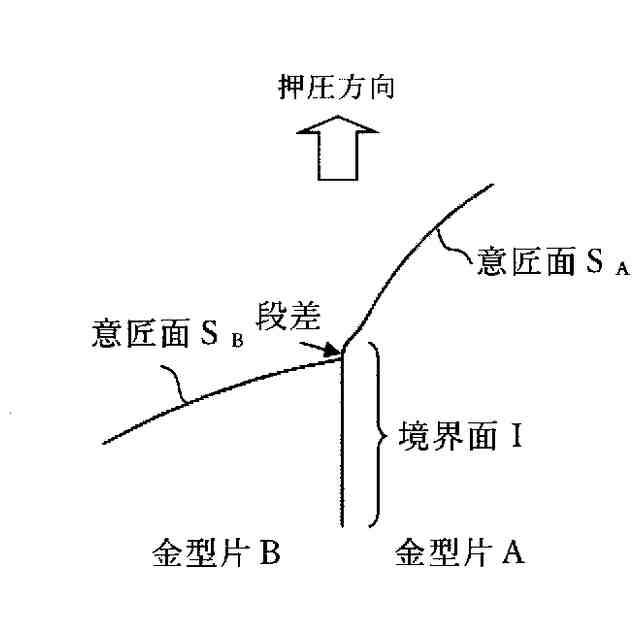
【解決手段】分割された意匠面を有する複数個の金型片を組み合わせることで、鍛造素材を成形するための統合された意匠面を構成した熱間型打鍛造用分割金型において、
隣り合う金型片の境界面が鍛造素材を押圧する方向と略平行である境界面Iの位置で、鍛造素材と先に接触する側の金型片Aの意匠面S
A
と、鍛造素材とあとに接触する側の金型片Bの意匠面S
B
との間に、この意匠面S
B
が階下になるように、上記の境界面Iによる段差を有する、熱間型打鍛造用分割金型である。
【選択図】図1
特許請求の範囲
【請求項1】
分割された意匠面を有する複数個の金型片を組み合わせることで、鍛造素材を成形するための統合された意匠面を構成した熱間型打鍛造用分割金型において、
隣り合う金型片の境界面が鍛造素材を押圧する方向と略平行である境界面Iの位置で、鍛造素材と先に接触する側の金型片Aの意匠面S
A
と、鍛造素材とあとに接触する側の金型片Bの意匠面S
B
との間に、前記意匠面S
B
が階下になるように、前記境界面Iによる段差を有することを特徴とする、熱間型打鍛造用分割金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間型打鍛造の分野に利用できる分割金型に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
熱間加工温度に加熱した素材を型打鍛造する「熱間型打鍛造」は、予め目的とする鍛造品の形状に型掘りされた「意匠面」を有する金型を使用するので、熱間自由鍛造と比較して、細かな形状が得られて、また、同一形状品の量産にも有利である。
そして、これに使用する熱間型打鍛造用金型を、分割された意匠面を有する複数個の金型片を組み合わせることで、鍛造素材を成形するための統合された意匠面を構成する「分割金型」とすることで、このような金型を、一塊の大きな金型素材から一体金型として削り出して作製する必要がない。そして、このことによって、航空機用ジェットエンジンディスクや、発電用ガスタービンディスク等の成形に用いられる大型の熱間型打鍛造金型であっても、これら金型を歩留りよく製造することが可能となる(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
国際公開第2013/147154号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、最近の熱間型打鍛造では、その鍛造素材にニッケル合金やチタン合金といった高強度材が用いられている。そして、上記の各種ディスク製品においては、直径で1メートルを超えるほどの大きさのものもある。このような大型鍛造品を、しかも高強度材を用いて鍛造成形するとなれば、熱間型打鍛造中の変形荷重は150MNを超える程の非常に大きな加圧力にもなる。そして、このような熱間型打鍛造において、それの金型に「分割金型」を用いたときに、鍛造品の表面に著しい疵が生じる場合があった。
本発明の目的は、鍛造品の表面に疵が生じることを抑制するのに効果的な、熱間型打鍛造用分割金型を提供することである。
【課題を解決するための手段】
【0005】
本発明は、分割された意匠面を有する複数個の金型片を組み合わせることで、鍛造素材を成形するための統合された意匠面を構成した熱間型打鍛造用分割金型において、
隣り合う金型片の境界面が鍛造素材を押圧する方向と略平行である境界面Iの位置で、鍛造素材と先に接触する側の金型片Aの意匠面S
A
と、鍛造素材とあとに接触する側の金型片Bの意匠面S
B
との間に、この意匠面S
B
が階下になるように、上記の境界面Iによる段差を有する、熱間型打鍛造用分割金型である。
【発明の効果】
【0006】
本発明であれば、分割金型を用いて鍛造素材を熱間型打鍛造したときに、鍛造品の表面に疵が生じることを抑制するのに効果的である。
【図面の簡単な説明】
【0007】
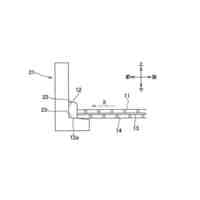
本発明の熱間型打鍛造用分割金型について、それの境界面を含む断面の一例を示す模式図である。
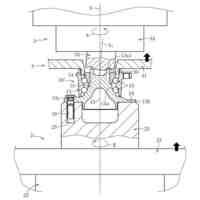
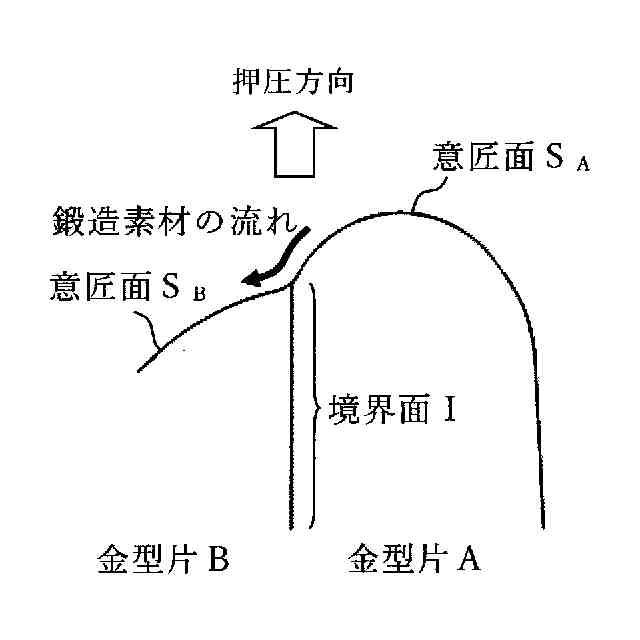
従来の熱間型打鍛造用分割金型について、それの境界面を含む断面の一例を示す模式図である。
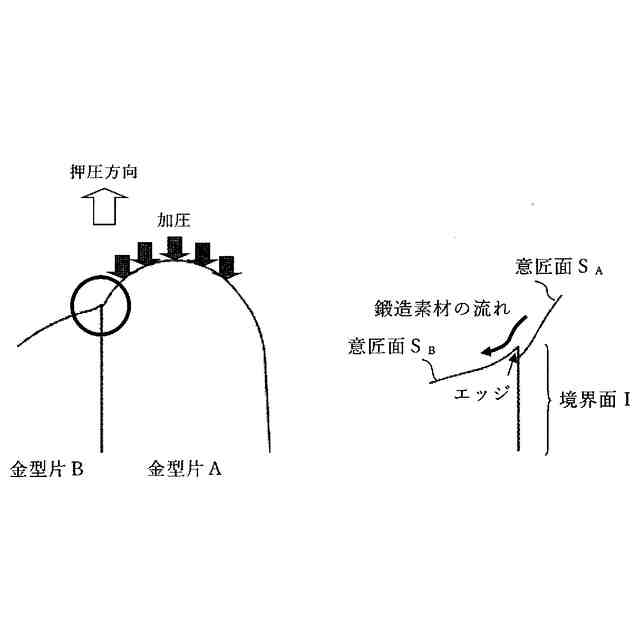
従来の熱間型打鍛造用分割金型を用いて熱間型打鍛造を行ったときに、鍛造品の表面に疵が生じるメカニズムを説明する図である。
本発明の熱間型打鍛造用分割金型を用いて作製した鍛造品の表面の一例を示す図面代用写真である。
従来の熱間型打鍛造用分割金型を用いて作製した鍛造品の表面の一例を示す図面代用写真である。
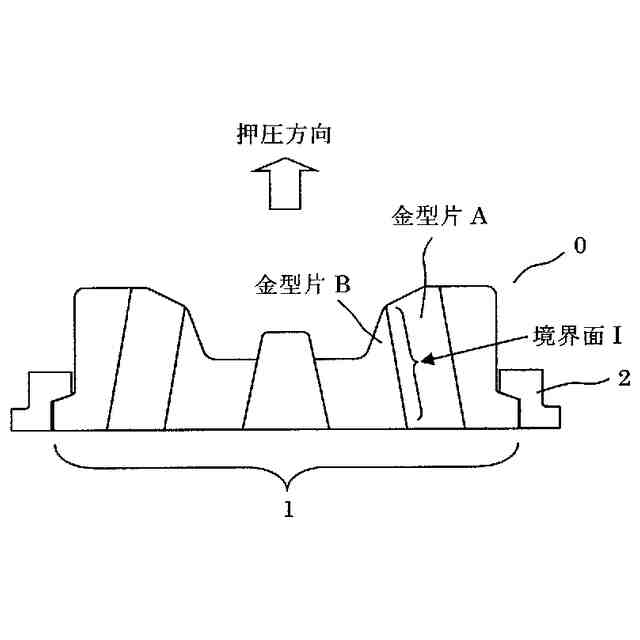
実施例で用いた熱間型打鍛造用分割金型について、それの押圧方向に沿った断面を示す模式図である。
【発明を実施するための形態】
【0008】
(1)本発明の熱間型打鍛造用分割金型は、隣り合う金型片の境界面が、「鍛造素材を押圧する方向と略平行である境界面I」を含むものである。
図2は、従来の熱間型打鍛造用分割金型について、それの境界面を含む断面の一例を示すものであり、上記の(1)を満たすものである。図2の場合、鍛造素材を押圧する縦方向(鉛直方向)に対して、個々の金型片は横方向(水平方向)に並べて組み合わされていることで、隣り合う金型片の境界面が鍛造素材を押圧する方向と略平行となっている。なお、熱間型打鍛造用金型において、鍛造素材を押圧する方向は、通常、鉛直方向であることが多い。熱間型打鍛造には、密閉鍛造、半密閉鍛造、閉塞鍛造等の種類があるが、いずれの型打鍛造においても、下型に載せた鍛造素材を、上型で鉛直方向に押圧するのが一般的である。
そして、このような熱間型打鍛造用分割金型の具体例を挙げると、特許文献1の熱間鍛造用金型は、「複数個のリング状金型片が互いに同心円状に組み合わされて固定されており、前記リング状金型片の軸方向が被鍛造材を鍛造する際の押圧方向となり、前記熱間鍛造用金型の被鍛造材と接する部分には型彫面が形成される」ものであり、上記の(1)を満たす一形態である。
【0009】
なお、本発明のいう「略平行」は、上記の「鍛造素材を押圧する方向」と「隣り合う金型片の境界面」とのなす角度が“ゼロ度”である必要はない。つまり、分割金型で鍛造素材を押圧したときに、その反力によって金型片もダイホルダー方向に押されるところ、後述する鍛造品の表面に疵が生じるメカニズムを考えれば、上記の反力が“境界面に沿っても働くような角度”であればよい。そして、この角度は、例えば、上記のゼロ度から概ねプラスマイナス45度の範囲や、プラスマイナス30度の範囲とすることができる。このことについては、特許文献1の熱間鍛造用金型でも、その境界面がリング状金型片の軸方向に対して所定の角度を有しているものが開示される。
そして、本発明の「熱間型打鍛造用分割金型」は、それが上型や下型等であることにも拘らないし、本発明に係る「金型片」も、パンチや、それが境界面に沿って可動できるような、例えば、ノックアウトピン等であってもよい。また、本発明に係る金型片の「意匠面」や、後述する「段差」に、例えば、ニッケル基超耐熱合金の肉盛溶接が行われていてもよい。
【0010】
(2)本発明の熱間型打鍛造用分割金型は、上記の境界面Iの位置で、「意匠面が鍛造素材と先に接触する金型片Aと、鍛造素材とあとに接触する金型片Bとが隣り合う」ものである。
図2は、従来の熱間型打鍛造用分割金型について、それの境界面Iを含む断面の一例を示すものであり、上記の(2)を満たすものである。図2の場合、上記の境界面Iを挟んで、紙面左側の金型片Bと、同右側の金型片Aとが、組み合わされている。そして、金型片Aの意匠面S
A
は、その全体的な形状が、金型片Bの意匠面S
B
に対して“凸形状”である。このことについては、特許文献1の熱間鍛造用金型でも、その互いに組み合わされたリング状金型片の意匠面に凹凸の関係が見られる。なお、金型片Aおよび金型片Bが組み合わされたとき、どちらの金型片が分割金型の“中心側”になるのか“外周側”になるのかには拘らない(鍛造素材が流れる方向に変わりはない)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
鍛造加工装置
今日
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
3か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
25日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
11日前
JFEスチール株式会社
圧延方法
1か月前
株式会社栗本鐵工所
ベンディングロール
3か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
今日
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
11日前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
株式会社アマダ
金型収納装置
1か月前
株式会社アマダ
金型反転装置
2か月前
日本製鉄株式会社
チタン合金板の製造方法
18日前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ