TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070351
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022180778
出願日
2022-11-11
発明の名称
交換装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21C
25/02 20060101AFI20240516BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡易な構成で入れ子を交換可能な交換装置を実現する。
【解決手段】本開示の一態様に係る交換装置(1)は、入れ子(102)を跨ぐように金型(101)の上面に配置され、貫通孔(2c)を有するブリッジ部(2)と、ブリッジ部(2)の上面に配置され、貫通孔(3a)及びボルト孔(3c)を有する引き上げ部(3)と、ブリッジ部(2)の貫通孔(2c)及び引き上げ部(3)の貫通孔(3a)に通され、ブリッジ部(2)の貫通孔(2c)周辺に引っ掛けられるボルト頭部(4b)及び入れ子(102)に形成されたボルト孔(102a)に螺合されるボルト部(4a)を有する連結ボルト(4)と、引き上げ部(3)のボルト孔(3c)に螺合される引き上げボルト(5)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
金型の入れ子を交換するために用いる交換装置であって、
前記入れ子を跨ぐように前記金型の上面に配置され、間隔を開けて配置される貫通孔を有するブリッジ部と、
前記ブリッジ部の上面に配置され、前記ブリッジ部の上面に配置された状態で当該ブリッジ部の貫通孔と夫々、重なる位置に配置される貫通孔、及び前記貫通孔の間に配置されるボルト孔を有する引き上げ部と、
前記ブリッジ部の貫通孔及び前記引き上げ部の貫通孔に通され、前記ブリッジ部の貫通孔周辺に引っ掛けられるボルト頭部及び前記入れ子に形成されたボルト孔に螺合されるボルト部を有する連結ボルトと、
前記引き上げ部のボルト孔に螺合される引き上げボルトと、
を備え、
前記連結ボルトが前記ブリッジ部の貫通孔及び前記引き上げ部の貫通孔に通されて前記入れ子のボルト孔に螺合されると共に、前記引き上げボルトが前記引き上げ部のボルト孔に螺合されて当該引き上げボルトの先端部が前記ブリッジ部の上面に接触した状態で、前記引き上げボルトを回転させ、前記ブリッジ部の反力により、前記引き上げ部及び前記連結ボルトを介して前記入れ子を引き上げる、交換装置。
続きを表示(約 300 文字)
【請求項2】
前記引き上げ部は、
前記引き上げ部の貫通孔を有する引き上げ板と、
前記引き上げボルトが螺合される前記ボルト孔を有するバランス駒と、
前記引き上げ板に形成され、前記引き上げ板の貫通孔の間を移動可能に前記バランス駒を収容するスライド孔と、
前記引き上げ板に形成され、前記バランス駒が前記引き上げ板から上方に抜けることを抑制する押さえ部と、
を備え、
前記バランス駒における前記押さえ部と対向する部分には、上方に凸状の湾曲面が形成されており、
前記湾曲面は、前記バランス駒が移動する方向に高さが変化する、請求項1に記載の交換装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型の入れ子を交換するために用いる交換装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一般的に、金型の入れ子を交換する場合、入れ子の下方にジャッキを配置し、当該ジャッキによって金型から入れ子を押し出している。ちなみに、特許文献1には、ダイスの主ダイスと副ダイスとの間に爪を挿入して、主ダイスと副ダイスとを分離させるダイス分離装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平8-66718号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に金型の入れ子を交換する際に、入れ子の下方にジャッキを配置する必要があり、交換装置が大掛かりである課題を有する。
【0005】
本開示は、簡易な構成で入れ子を交換可能な交換装置を実現する。
【課題を解決するための手段】
【0006】
本開示の一態様に係る交換装置は、金型の入れ子を交換するために用いる交換装置であって、
前記入れ子を跨ぐように前記金型の上面に配置され、間隔を開けて配置される貫通孔を有するブリッジ部と、
前記ブリッジ部の上面に配置され、前記ブリッジ部の上面に配置された状態で当該ブリッジ部の貫通孔と夫々、重なる位置に配置される貫通孔、及び前記貫通孔の間に配置されるボルト孔を有する引き上げ部と、
前記ブリッジ部の貫通孔及び前記引き上げ部の貫通孔に通され、前記ブリッジ部の貫通孔周辺に引っ掛けられるボルト頭部及び前記入れ子に形成されたボルト孔に螺合されるボルト部を有する連結ボルトと、
前記引き上げ部のボルト孔に螺合される引き上げボルトと、
を備え、
前記連結ボルトが前記ブリッジ部の貫通孔及び前記引き上げ部の貫通孔に通されて前記入れ子のボルト孔に螺合されると共に、前記引き上げボルトが前記引き上げ部のボルト孔に螺合されて当該引き上げボルトの先端部が前記ブリッジ部の上面に接触した状態で、前記引き上げボルトを回転させ、前記ブリッジ部の反力により、前記引き上げ部及び前記連結ボルトを介して前記入れ子を引き上げる。
【発明の効果】
【0007】
本開示によれば、簡易な構成で入れ子を交換可能な交換装置を実現することができる。
【図面の簡単な説明】
【0008】
実施の形態1の交換装置を用いて入れ子を金型から引き上げる様子を示す図である。
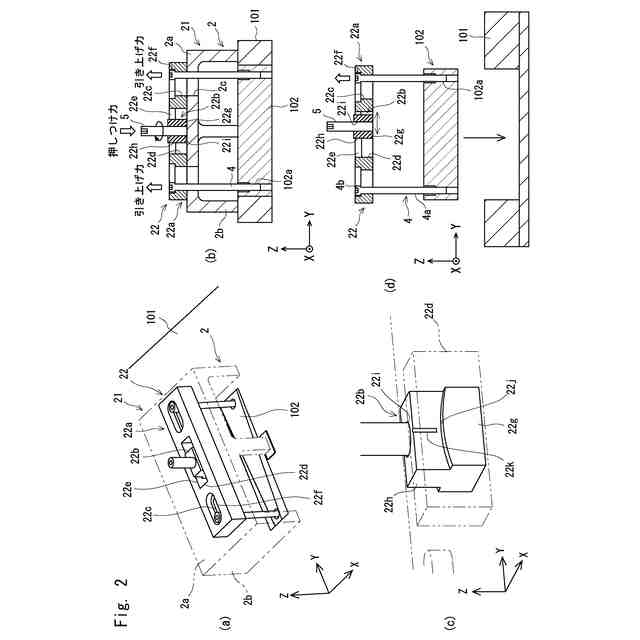
実施の形態2の交換装置を用いて入れ子を金型から引き上げる様子又は入れ子を金型に押し入れる様子を示す図である。
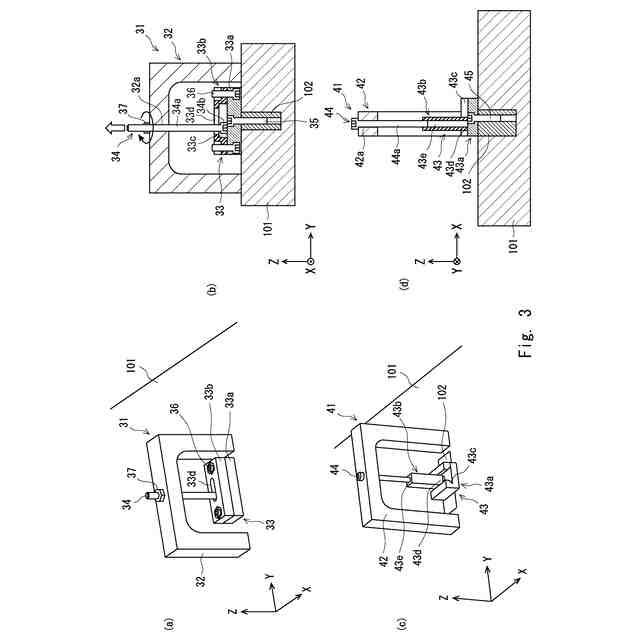
他の実施の形態の交換装置を用いて入れ子を金型から引き上げる様子を示す図である。
【発明を実施するための形態】
【0009】
<実施の形態1>
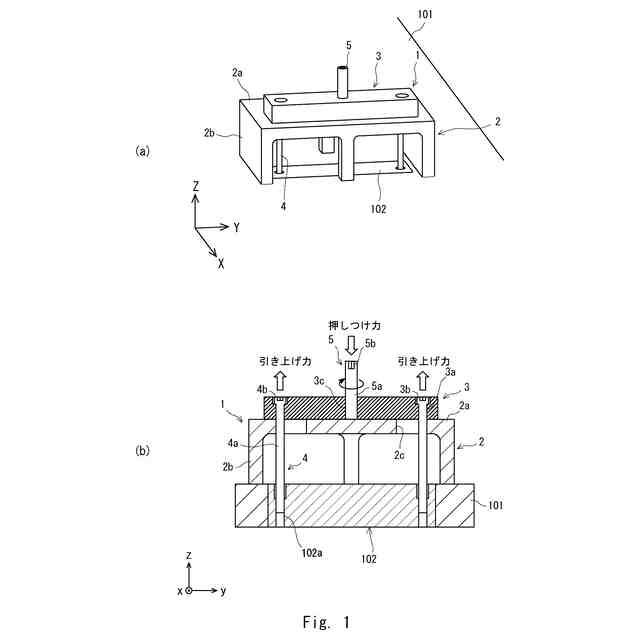
先ず、本実施の形態の交換装置1の構成を説明する。図1(a)は、本実施の形態の交換装置を用いて入れ子を金型から引き上げる様子を示す斜視図であり、図1(b)は、本実施の形態の交換装置を用いて入れ子を金型から引き上げる様子を示す断面図である。なお、以下の説明では、説明を明確にするために、三次元(XYZ)座標系を用いて説明する。ここで、Z軸+側が交換装置1の上側であり、Z軸-側が交換装置1の下側である。
【0010】
交換装置1は、図1(a)及び図1(b)に示すように、ブリッジ部2、引き上げ部3、連結ボルト4及び引き上げボルト5を備えている。ブリッジ部2は、載置部2a及び脚部2bを備えている。載置部2aは、例えば、金型(例えば、ダイ)101における交換対象である入れ子102の全域をZ軸+側から覆うことが可能な広さを有する板体を基本形態としている。そして、載置部2aには、当該載置部2aをZ軸方向に貫通する貫通孔2cがY軸方向に間隔を開けて形成されている。このとき、貫通孔2cは、Y軸方向に長い長孔であるとよい。脚部2bは、載置部2aの周縁に沿って配置されている。
引き上げ部3は、図1(a)及び図1(b)に示すように、Y軸方向に長い板体を基本形態としている。引き上げ部3には、当該引き上げ部3をZ軸方向に貫通する貫通孔3aがY軸方向に間隔を開けて形成されている。このとき、貫通孔3aのZ軸+側の部分には、ザグリ部3bが形成されているとよい。引き上げ部3には、引き上げ部3をZ軸方向に貫通するボルト孔3cが、Y軸方向においてY軸+側の貫通孔3aとY軸-側の貫通孔3aとの間の略中央に形成されている。
連結ボルト4は、図1(a)及び図1(b)に示すように、ボルト部4a及び当該ボルト部4aのZ軸+側の端部に形成されたボルト頭部4bを備えている。引き上げボルト5は、ボルト部5a及び当該ボルト部5aのZ軸+側の端部に形成された六角穴5bを備えている。但し、連結ボルト4及び引き上げボルト5の形状は、限定されず、一般的な形状のボルトを用いることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
9日前
個人
ハゼ折鋼板のハゼ締め装置
2か月前
個人
鋼線材の高減面率延伸装置
5か月前
村田機械株式会社
プレス機械
2か月前
株式会社プロテリアル
熱間鍛造用金型
3か月前
トヨタ自動車株式会社
金型装置
9日前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
4か月前
トヨタ紡織株式会社
金型装置
4か月前
株式会社ゴーシュー
歯車素材
3か月前
大裕株式会社
鋼矢板の矯正装置
5か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
5か月前
東洋製罐株式会社
有底筒状体加工装置
24日前
トヨタ自動車株式会社
熱間鍛造用金型
10日前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
冨士発條株式会社
トリミング装置
3か月前
大同特殊鋼株式会社
横型鍛造装置
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
ニデック株式会社
金型及びプレス加工装置
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
トヨタ紡織株式会社
カシメ装置
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
神鋼鋼線工業株式会社
ばね用線材
5か月前
ダイハツ工業株式会社
曲げ加工装置
4か月前
個人
日本刀の製造方法
1日前
JFEスチール株式会社
プレス成形品の製造方法
5か月前
トヨタ紡織株式会社
モータコアの製造装置
1日前
ダイハツ工業株式会社
曲げ加工装置
4か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
1か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































