TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024068235
公報種別
公開特許公報(A)
公開日
2024-05-20
出願番号
2022178522
出願日
2022-11-08
発明の名称
圧延方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
39/14 20060101AFI20240513BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】大掛かりな設備改造が不要であり、且つガイドに大きな負荷をかけることなく、直棒や線材を連続圧延する際、圧延機間で鋼材が回転することを抑制する。
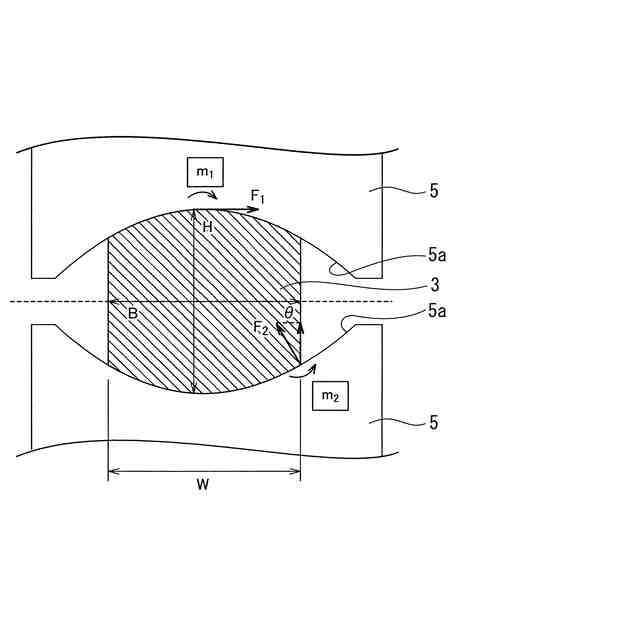
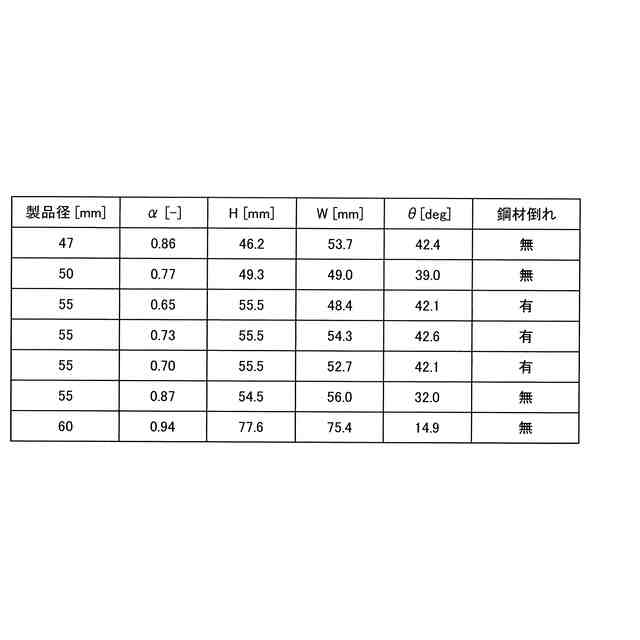
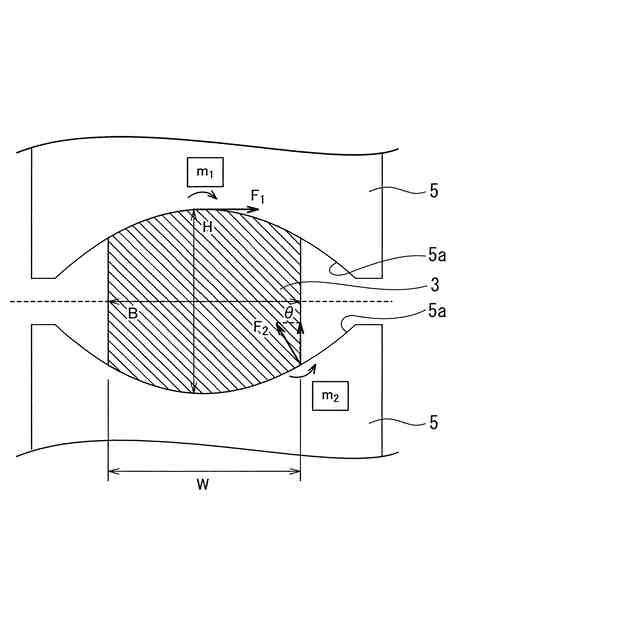
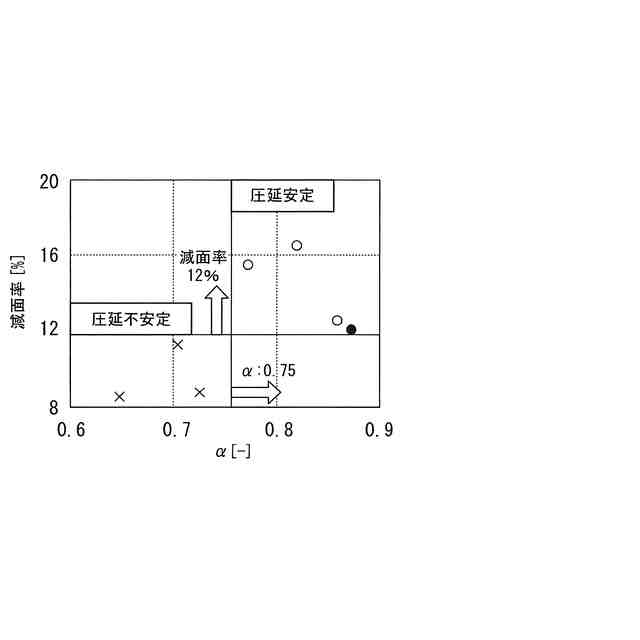
【解決手段】パスラインに沿って並んだ複数の圧延機で、直棒若しくは線材からなる鋼材を製造する圧延方法であって、圧延機の入り側に鋼材3を案内する一対のガイドローラー5を備え、上記ガイドローラー5に対する前段圧延機での減面率が12%以上の場合、上記ガイドローラー5に対し、下記式で定義される鋼材保持性αが0.75以上1.2以下の範囲となるように圧延条件を設定する。
α=(w/H)×cosθ
ここで、
H:鋼材の高さ寸法
w:鋼材とガイドローラーとの接触幅
θ:鋼材とガイドローラーとの接触端における、ガイドローラーの曲面に対する垂線と一対のガイドローラーの対向方向とがなす角度
【選択図】図4
特許請求の範囲
【請求項1】
パスラインに沿って並んだ複数の圧延機で連続圧延して、直棒若しくは線材からなる鋼材を製造する圧延方法であって、
上記複数の圧延機の少なくとも1つの圧延機の入り側に鋼材を案内する一対のガイドローラーを備え、
上記ガイドローラーに対し一つ前の圧延機である前段圧延機での減面率が12%以上の場合、上記ガイドローラーに対し、下記式で定義される鋼材保持性αが0.75以上1.2以下の範囲となるように圧延条件を設定する、
ことを特徴とする圧延方法。
α =(w/H)×cosθ
ここで、
H:鋼材の高さ寸法
w:鋼材とガイドローラーとの接触幅
θ:鋼材とガイドローラーとの接触端における、ガイドローラーの曲面に対する垂線と一対のガイドローラーの対向方向とがなす角度
である。
続きを表示(約 360 文字)
【請求項2】
上記前段圧延機での圧延後の鋼材のアスペクト比(鋼材幅寸法/鋼材高さ寸法)を1.5以下に設定する、ことを特徴とする請求項1に記載した圧延方法。
【請求項3】
上記前段圧延機の圧延ローラーの対向方向と、上記一対のガイドローラーの対向方向とを同方向とし、上記前段圧延機の圧延ローラーの孔型の曲率と、上記ガイドローラーの孔型の曲率を同じ値に設定する、
ことを特徴とする請求項1又は請求項2に記載した圧延方法。
【請求項4】
請求項1又は請求項2に記載の圧延方法を用いて圧延することを特徴とする直棒若しくは線材からなる鋼材の製造方法。
【請求項5】
請求項3に記載の圧延方法を用いて圧延することを特徴とする直棒若しくは線材からなる鋼材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、棒鋼や線材からなる鋼材を連続圧延して製造する際における、圧延する鋼材(被圧延材)の回転(倒れともいう)を抑制するための技術に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、入り側ガイド部材における、ガイドローラーの摩耗を抑制するための技術が開示されている。具体的には、エントリーガイド部材の出口側に、第1列ガイドローラーと第2列ガイドローラーとが連設されてなる圧延鋼材ガイド装置が開示されている。第1列ガイドローラーは、金属製のロール胴部を有する。また、第2列ガイドローラーは、窒化珪素セラミック製のロール胴部を有する。
そして、エントリーガイド部材の出口幅がWe、第1列ガイドローラー間隔がWr1及び第2列ガイドローラーのローラー間隔がWr2の場合に、下記式を満足するように設計することが記載されている。すなわち、圧延する鋼材の幅寸法Wsに対し、次の関係に設定した圧延鋼材ガイド装置が開示されている。
【0003】
We > Wr1> Ws≧ Wr2
しかし、特許文献1の方法は、鋼材寸法に対してガイドのローラー間隔の隙間が小さいため、ガイドへの負荷が大きいという課題がある。
また、特許文献2には、鋼材の回転を抑制するための技術が記載されている。具体的には、ローラーガイド装置のローラーガイド部のバネ定数Kと、ガイドローラーで鋼材を圧下するときの塑性曲線の勾配Mとの比K/Mが、0.5以上とすることが開示されている。
しかし、特許文献2の方法は、設備の大掛かりな改造が必要となるおそれがある。
【先行技術文献】
【特許文献】
【0004】
実開昭62-179105号公報
特開平6-190425号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者は、種々の検討の結果、次の知見を得た。すなわち、圧延する鋼材の断面形状とガイドローラーの孔型の形状との関係性が不一致であった場合、鋼材に回転が発生する。従来のガイドローラーの孔型は真円に近い孔型形状となっていることから、鋼材に回転が発生する環境にあった。そして、鋼材に回転が発生すると、鋼材が圧延機若しくはガイド装置に詰まりミスロールが発生する。若しくは、鋼材がロール孔型から噛み出すことを起因とする製品疵(折れ込み疵)が発生するおそれがある。
本発明は、上記のような点に着目したものであり、大掛かりな設備改造が不要であり、且つガイドに大きな負荷をかけることなく、直棒や線材からなる鋼材を連続圧延する際、圧延機間で鋼材が回転することを抑制して、ミスロールや製品疵(折れこみ疵)が発生することなく鋼材を連続圧延可能な、圧延方法および鋼材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明は、上記知見に基づき、課題を解決するためにガイドローラーの孔型形状と鋼材寸法から導出した鋼材保持性という新たな概念を導入し、その鋼材保持性の範囲を圧延条件として設定した。
課題解決のため、本発明の一態様は、パスラインに沿って並んだ複数の圧延機で連続圧延して、直棒若しくは線材からなる鋼材を製造する圧延方法であって、上記複数の圧延機の少なくとも1つの圧延機の入り側に鋼材を案内する一対のガイドローラーを備え、上記ガイドローラーに対し一つ前の圧延機である前段圧延機での減面率が12%以上の場合、上記ガイドローラーに対し、下記式で定義される鋼材保持性αが0.75以上1.2以下の範囲となるように圧延条件を設定する。
【0007】
α =(w/H)×cosθ
ここで、
H:鋼材の高さ寸法
w:鋼材とガイドローラーとの接触幅
θ:鋼材とガイドローラーとの接触端における、ガイドローラーの曲面に対する垂線と一対のガイドローラーの対向方向とがなす角度
である。
【発明の効果】
【0008】
本発明の態様によれば、大掛かりな設備改造が不要であり、ガイドに大きな負荷をかけることなく、直棒や線材からなる鋼材を連続圧延する際に、圧延機間で鋼材が回転することを抑制して、ミスロールや製品疵(折れこみ疵)の発生することなく鋼材を連続圧延可能な、圧延方法および鋼材の製造方法を提供することが可能である。
【図面の簡単な説明】
【0009】
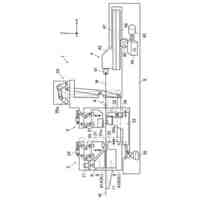
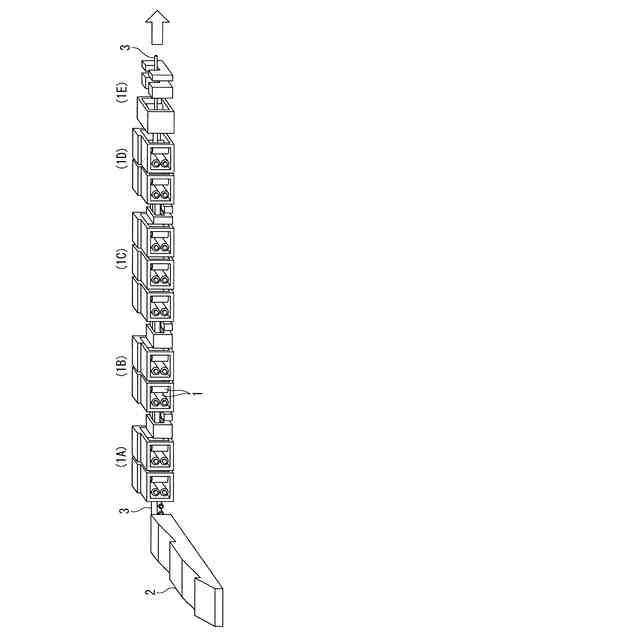
圧延機の並びの例を示す図である。
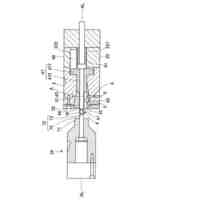
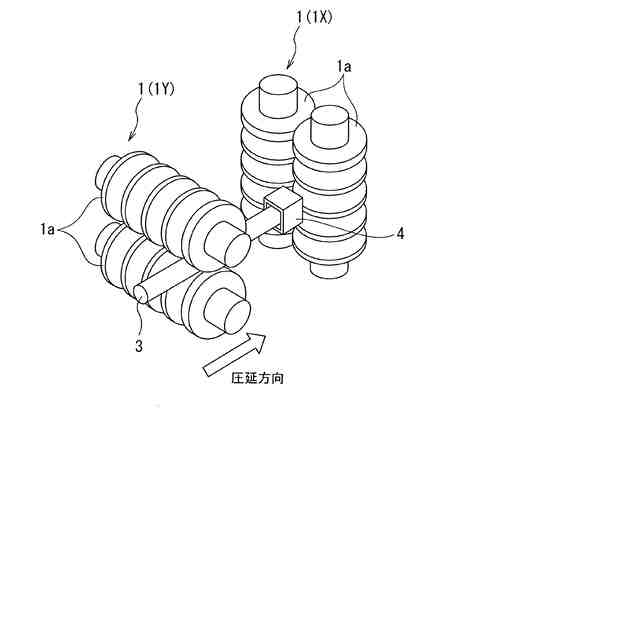
圧延機の入り側に配置されたガイド装置の例を示す図である。
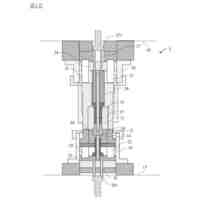
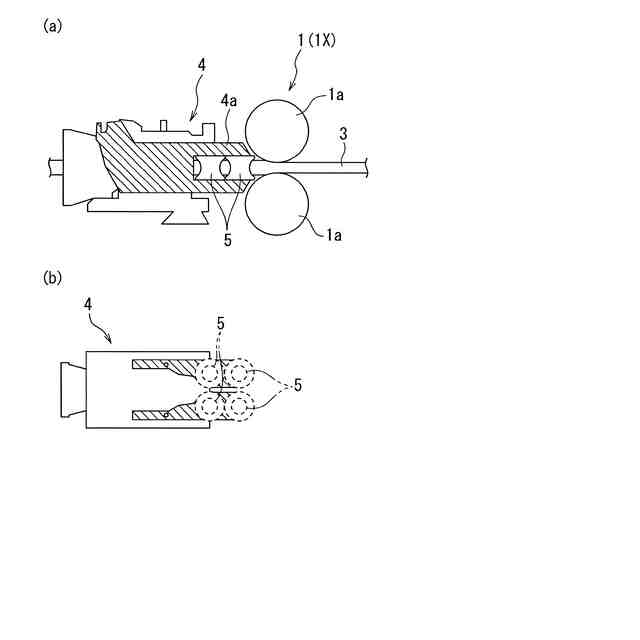
ガイド装置を説明する図であり、(a)は上面図、(b)は側面図である。
鋼材保持性αの導出を説明するための図である。
鋼材保持性αと減面率との関係を説明する図である。
【発明を実施するための形態】
【0010】
次に、本実施形態について図面を参照して説明する。
本実施形態の圧延設備は、図1に示すように、パスラインに沿って並んだ複数の圧延機1が配置され、その複数列の圧延機1によって、鋼材3を連続圧延して、直棒からなる鋼材3を製造する設備となっている。本開示は、線材からなる鋼材の製造に対しても適用することが出来る。
図1では、加熱炉2から抽出された鋼材3が、コンパクトミル圧延機1A、粗ミル圧延機1B、中間ミル圧延機1C、仕上げミル圧延機1D、棒鋼4ロールミル圧延機1Eで順番に圧延されて、目的の鋼材となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社アマダ
金型交換装置
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
住友重機械工業株式会社
ストレッチ成形装置
4か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
19日前
トヨタ自動車株式会社
プレス装置
5日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
JFEスチール株式会社
圧延方法
29日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
日産自動車株式会社
鍛造方法
4か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ