TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024044558
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2022150149
出願日
2022-09-21
発明の名称
金型交換装置
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
B21D
37/04 20060101AFI20240326BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金型ストッカの搬送動作の安定と、金型の交換時間の短縮とを両立させる。
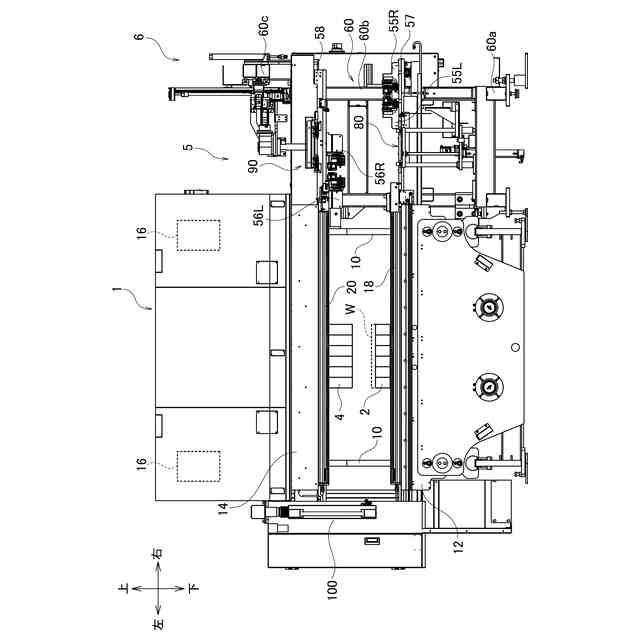
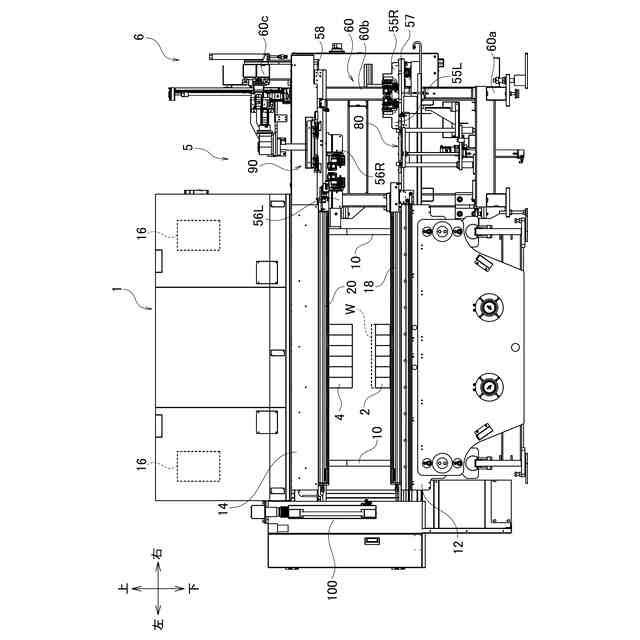
【解決手段】金型交換装置5は、複数の下金型ストッカ65の中から、対象となる下金型ストッカ65を取り出して、下金型ホルダ18の側方に設定された下金型交換位置へと下金型ストッカ65を搬送する下金型ステーション80と、下金型ステーション80の動作を制御する制御装置100と、を備えている。下金型ステーション80は、ストッカ支持部85と、ストッカ支持部85を昇降させるエアシリンダ86と、エアシリンダ86から排気されるエアの量を調整するエア調整ユニット87と、エアシリンダ86の作動ロッド861のストローク位置を検出するセンサ部865と、を有している。制御装置100は、ストローク位置に基づいてエア調整ユニット87を制御して、ストッカ支持部85の昇降速度を制御する。
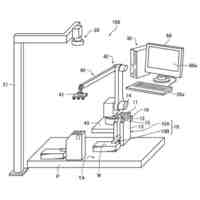
【選択図】図1
特許請求の範囲
【請求項1】
金型を保持する複数の金型ストッカが設けられた金型収納装置と、曲げ加工機のテーブルに前記金型を装着するための金型ホルダとの間で金型の交換を行う金型交換装置において、
前後方向に配列された前記複数の金型ストッカの中から、対象となる金型ストッカを取り出して、前記金型ホルダの側方に設定された金型交換位置へと前記金型ストッカを搬送する金型ステーションと、
前記金型ステーションの動作を制御する制御装置と、を備え、
前記金型ステーションは、
前記金型ストッカを下方から支持するストッカ支持部と、
前記ストッカ支持部に連結された作動ロッドを上下方向に移動させて、前記ストッカ支持部を昇降させるエアシリンダと、
前記エアシリンダから排気されるエアの量、及び前記エアシリンダに供給されるエアの量を調整するエア調整ユニットと、
前記作動ロッドのストローク位置を検出するセンサ部と、を有し、
前記制御装置は、
前記ストローク位置に基づいて前記エア調整ユニットを制御して、前記ストッカ支持部の昇降速度を制御する
金型交換装置。
続きを表示(約 1,200 文字)
【請求項2】
前記金型ストッカは、前記金型収納装置内の金型ストッカ格納部によって支持されており、前記金型ストッカの下方位置から前記ストッカ支持部を上昇させて、前記金型ストッカを前記金型ストッカ格納部から取り出す場合、
前記制御装置は、
前記金型ストッカ格納部が前記金型ストッカを支持する格納位置よりも下方にある第1速度切替位置まで、前記ストッカ支持部を第1速度で上昇させ、
前記第1速度切替位置から、前記ストッカ支持部の上昇を停止する上限位置まで、前記ストッカ支持部を前記第1速度よりも遅い速度で上昇させる
請求項1記載の金型交換装置。
【請求項3】
前記金型収納装置に設けられた金型ストッカ格納部の上方位置から前記ストッカ支持部を下降させて、前記金型ストッカを前記金型ストッカ格納部に格納する場合、
前記制御装置は、
前記金型ストッカ格納部が前記金型ストッカを支持する格納位置よりも下方にある第2速度切替位置まで、前記ストッカ支持部を第2速度で下降させ、
前記第2速度切替位置から、前記ストッカ支持部の下降を停止する下限位置まで、前記ストッカ支持部を前記第2速度よりも速い速度で下降させる
請求項1記載の金型交換装置。
【請求項4】
前記金型交換位置の下方位置から前記ストッカ支持部を上昇させて、前記金型ストッカを前記金型交換位置へと位置決めする場合、
前記制御装置は、
前記金型交換位置よりも下方にある第3速度切替位置まで、前記ストッカ支持部を第1速度で上昇させ、
前記第3速度切替位置から前記金型交換位置まで、前記ストッカ支持部を前記第1速度よりも遅い速度で上昇させる
請求項1記載の金型交換装置。
【請求項5】
前記金型ストッカの前側又は後側に設けられたストッカ空間部の下方位置から、前記ストッカ支持部の上昇を停止する上限位置まで、前記ストッカ支持部を上昇させる場合、
前記制御装置は、
前記上限位置よりも下方にある第4速度切替位置まで、前記ストッカ支持部を第1速度で上昇させ、
前記第4速度切替位置から前記上限位置まで、前記ストッカ支持部を前記第1速度よりも遅い速度で上昇させる
請求項1記載の金型交換装置。
【請求項6】
前記金型ストッカを前記金型交換位置から下降させる場合、
前記制御装置は、
低速側の速度へと切り替えることなく一定の速度で前記ストッカ支持部を下降させる
請求項1記載の金型交換装置。
【請求項7】
前記金型ストッカの前側又は後側に設けられたストッカ空間部の上方位置から、前記ストッカ支持部の下降を停止する下限位置まで、前記ストッカ支持部を下降させる場合、
前記制御装置は、
低速側の速度へと切り替えることなく一定の速度で前記ストッカ支持部を下降させる
請求項1記載の金型交換装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型交換装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
プレスブレーキなどの曲げ加工機と、曲げ加工機の側方に設置された金型収納装置との間で、金型交換装置を用いて金型を自動で交換する技術が知られている。例えば特許文献1には、金型収納装置に収納されてダイなどの金型を保持する金型ストッカを、プレスブレーキの金型ホルダの側方に設定される金型交換位置へと搬送する金型ステーションが開示されている。
【0003】
金型ステーションは、金型ストッカを支持するストッカ支持部と、ストッカ支持部を上下方向及び前後方向に移動させる駆動機構を備えている。ストッカ支持部を移動させることで、金型ストッカを取り出したり、取り出した金型ストッカを金型交換位置へと搬送したりすることとができる。たとえば、ストッカ支持部の上下方向の移動には、エアシリンダが用いられる。
【先行技術文献】
【特許文献】
【0004】
特開2016-083673号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
通常、エアシリンダの作動ロッドは、ストローク全長に渡って一定の速度で移動する。作動ロッドの移動速度が速すぎる場合、金型ストッカを受け渡す際の衝撃が大きくなり、大きな音が発生したり、金型ストッカが保持する金型の位置ずれ若しくは落下が発生したりする。一方、作動ロッドの動作速度を遅くした場合には、金型交換に要する時間が長くなってしまう。
【課題を解決するための手段】
【0006】
本発明の一態様は、金型を保持する複数の金型ストッカが設けられた金型収納装置と、曲げ加工機のテーブルに金型を装着するための金型ホルダとの間で金型の交換を行う金型交換装置において、後方向に配列された複数の金型ストッカの中から、対象となる金型ストッカを取り出して、金型ホルダの側方に設定された金型交換位置へと金型ストッカを搬送する金型ステーションと、金型ステーションの動作を制御する制御装置と、を備え、金型ステーションは、金型ストッカを下方から支持するストッカ支持部と、ストッカ支持部に連結された作動ロッドを上下方向に移動させて、ストッカ支持部を昇降させるエアシリンダと、エアシリンダから排気されるエアの量、及びエアシリンダに供給されるエアの量を調整するエア調整ユニットと、作動ロッドのストローク位置を検出するセンサ部と、を有し、制御装置は、ストローク位置に基づいてエア調整ユニットを制御して、ストッカ支持部の昇降速度を制御する金型交換装置である。
【0007】
本発明の一態様によれば、ストッカ支持部の位置に応じて、昇降速度を切り替えることができる。低速昇降では、金型ストッカに生じる衝撃を抑制し、併せて金型ストッカが保持する金型の位置ずれ若しくは落下を抑制することができる。これにより、金型ストッカの搬送動作の安定というメリットが得られる。一方、高速昇降では、金型ストッカを迅速に搬送することができるので、金型の交換時間の短縮というメリットが得られる。
【発明の効果】
【0008】
本発明の一態様によれば、金型ストッカの搬送動作の安定と、金型の交換時間の短縮とを両立させることができる。
【図面の簡単な説明】
【0009】
図1は、本実施形態に係る金型交換装置を含む曲げ加工システムの構成を模式的に示す正面図である。
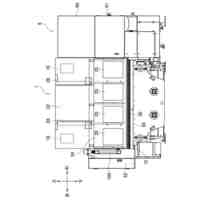
図2は、金型収納装置の要部を示す斜視図である。
図3は、金型収納装置の要部を示す側面図である。
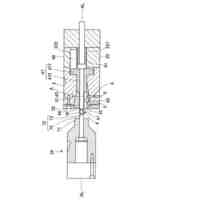
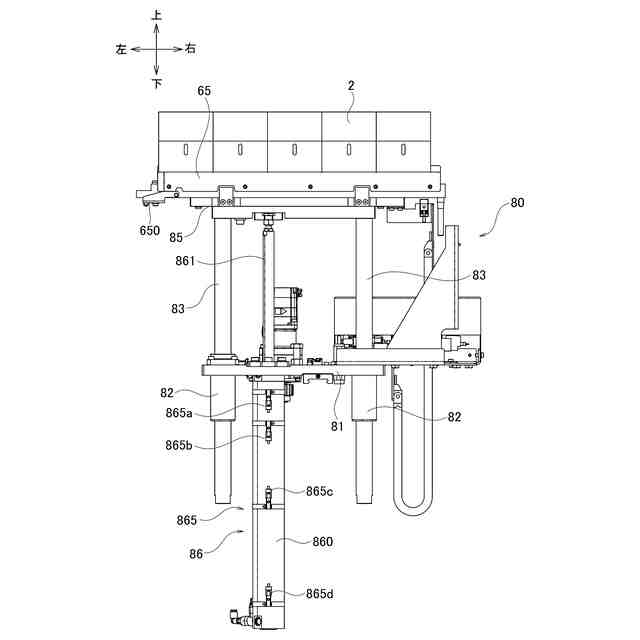
図4は、下金型ステーションを示す正面図である。
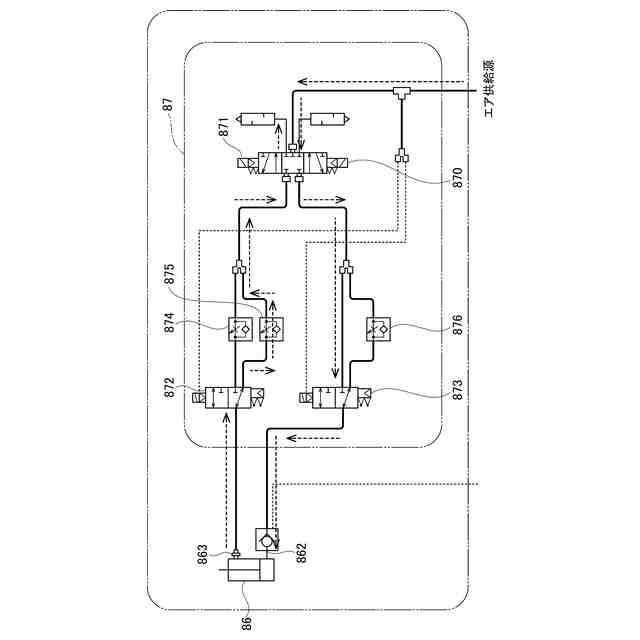
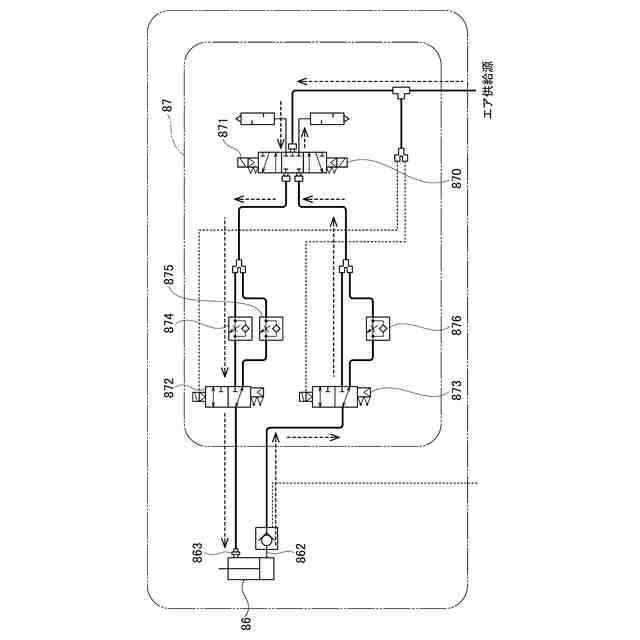
図5は、エア調整ユニットの構成を示す説明図である。
図6Aは、上昇高速動作におけるエア調整ユニットの動作を示す説明図である。
図6Bは、上昇低速動作におけるエア調整ユニットの動作を示す説明図である。
図6Cは、下降高速動作におけるエア調整ユニットの動作を示す説明図である。
図6Dは、下降低速動作におけるエア調整ユニットの動作を示す説明図である。
図7は、下金型ステーションの動作概念を示す説明図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本実施形態に係る金型交換装置について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
レーザ加工機
21日前
株式会社アマダ
加工位置割付方法及び板金加工方法
11日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
1か月前
株式会社アマダ
曲げ加工機
14日前
株式会社アマダ
干渉判別表示システム、干渉判別表示方法及び干渉判別表示プログラム
22日前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
11日前
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
旭サナック株式会社
圧造機
19日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
3か月前
JFEスチール株式会社
圧延方法
29日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
5日前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
株式会社アマダ
パンチング加工方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ