TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024072449
公報種別
公開特許公報(A)
公開日
2024-05-28
出願番号
2022183272
出願日
2022-11-16
発明の名称
レーザ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/073 20060101AFI20240521BHJP(工作機械;他に分類されない金属加工)
要約
【課題】光学部品の点数を増やすことなく、高い光効率でリング型のビームプロファイルを実現する。
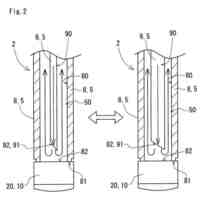
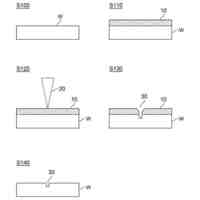
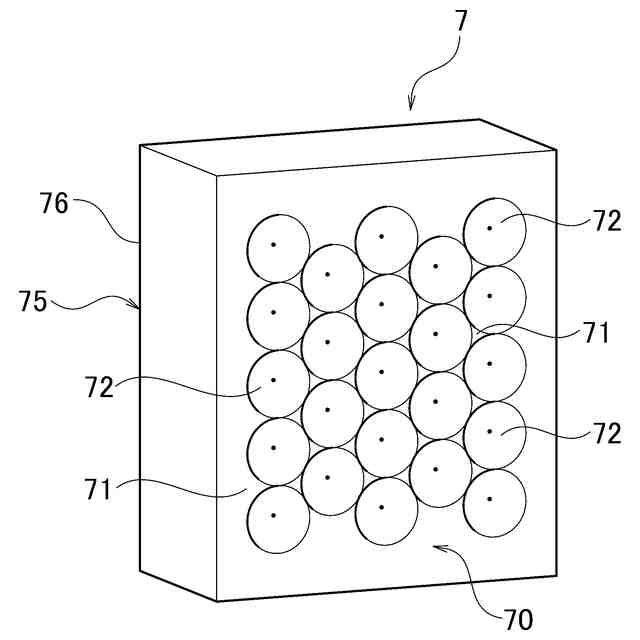
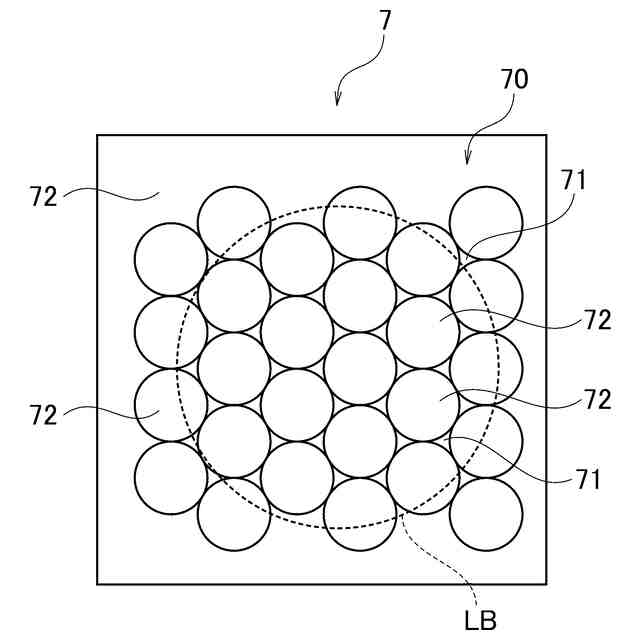
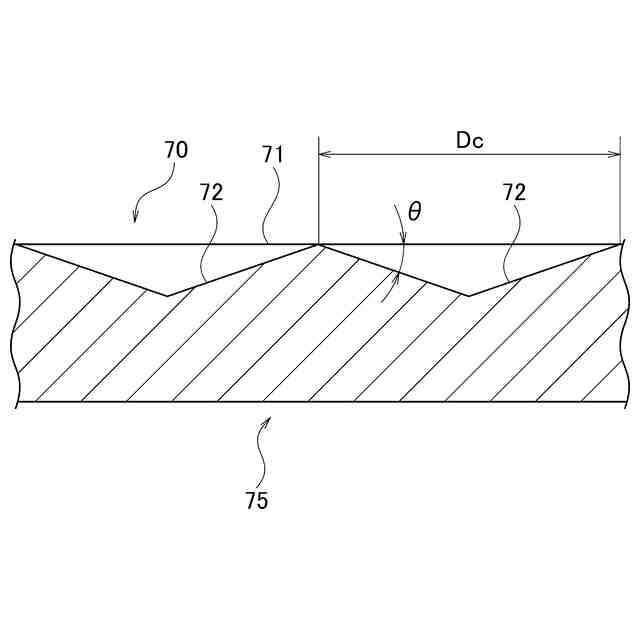
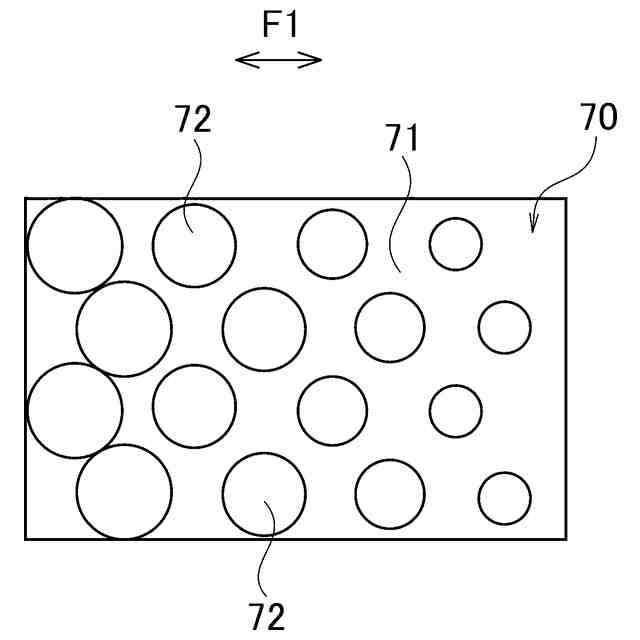
【解決手段】レーザ加工機は、レーザビームを出力するレーザ発振器と、レーザビームをワークに照射するためのレーザ加工光学系と、を備え、レーザ加工光学系は、レーザビームをコリメート光に変換するコリメートレンズと、レーザビームを集束させて、ワーク上にビームスポットを形成する集束レンズと、レーザビームのビームプロファイルを変換するビーム形成素子7と、を含む。ビーム形成素子7は、レーザビームが入射する入射面70と、レーザビームLBを出射させる出射面75と、入射面70に設けられ、光軸又は光軸と平行な軸を中心軸とする円錐状に形成された複数の円錐部72と、を有する。
【選択図】図2A
特許請求の範囲
【請求項1】
レーザビームを出力するレーザ発振器と、
前記レーザ発振器から出力された前記レーザビームの光軸上に配置され、前記レーザビームをワークに照射するための光学系と、を備え、
前記光学系は、
前記レーザビームをコリメート光に変換するコリメートレンズと、
前記レーザビームを集束させて、前記ワーク上にビームスポットを形成する集束レンズと、
前記レーザビームのビームプロファイルを変換するビーム形成素子と、を含み、
前記ビーム形成素子は、
前記レーザビームが入射する入射面と、
前記レーザビームを出射させる出射面と、
前記入射面及び前記出射面のうち一方の対象面に設けられ、前記光軸又は前記光軸と平行な軸を中心軸とする円錐状に形成された複数の円錐部と、を有する
レーザ加工機。
続きを表示(約 410 文字)
【請求項2】
前記入射面及び前記出射面は、それぞれ前記光軸に対して直交する平面部で構成されており、
前記複数の円錐部は、前記平面部が隙間として残るように近接して配置されている
請求項1に記載のレーザ加工機。
【請求項3】
前記対象面に分布する前記複数の円錐部は、前記対象面の面内方向の1つである基準方向にかけて、前記平面部に対する円錐状の斜面の角が相違する
請求項2に記載のレーザ加工機。
【請求項4】
前記対象面に分布する前記複数の円錐部は、前記対象面における面内方向の1つである基準方向にかけて、前記円錐部の面積に対する前記平面部の面積の割合が異なる
請求項2に記載のレーザ加工機。
【請求項5】
前記ビーム形成素子を、前記基準方向に沿って移動させる移動機構をさらに有する
請求項3又は4に記載のレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
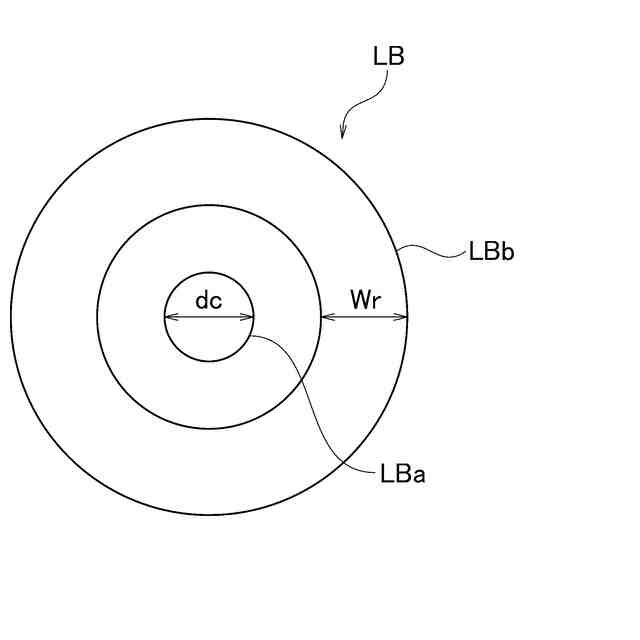
レーザ加工では、板金などのワークに照射されるレーザビームのビームプロファイルが加工品質に大きく影響する。加工の状況に応じて、適切なビームプロファイルを用いることが重要となる。例えば板厚が厚いワークを切断加工する場合、ビーム径の大きなレーザビームを照射する必要があり、レーザビーム周縁の強度が加工品質に影響する。リング型のビームプロファイルは、中央部の強度が弱く、周辺部の強度が強いビームプロファルであるため、板厚が厚いワークの切断加工においても切断品質の向上を図ることができる。
【0003】
例えば特許文献1、2には、リング型のビームプロファイルを得るための技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2005-028428号公報
米国特許出願公開第2017/0031105号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1、2に開示される手法は、リング型のビームプロファイルを得るために複数の光学部品が必要となる。このため、光学系全体での光学部品の数が多くなり、光効率及びコストの面で不利となる。
【0006】
一般に、1~2μmレベルの微細な凹凸又は縞模様を素子表面に形成した回折光学素子が知られている。回折光学素子は、光の回折を利用して光線を制御するものであり、素子表面のパターン設計により、リング型を含む任意の形状のビームプロファイルを形成することができる。しかしながら、回折光学素子は、高次回折光による光のロスが大きく、光効率が低下するというデメリットがある。特にノイズ光のうち、二次回折光はビームスポット周辺にゴーストとして現れるため、レーザ加工においては加工品質に大きく影響する。
【0007】
また、ファセットレンズと呼ばれる、レンズが規則的に配列されたレンズアレイは、通常レンズと同じく光の屈折を利用した光学素子である。このファセットレンズは、中央部が平坦状となるトップハット型のビームプロファイルを得ることができるが、リング型のビームプロファイルを得ることはできない。
【0008】
このように、従来より、光学部品の点数を増やすことなく、高い光効率でリング型のビームプロファイルを実現したいという要求があった。
【課題を解決するための手段】
【0009】
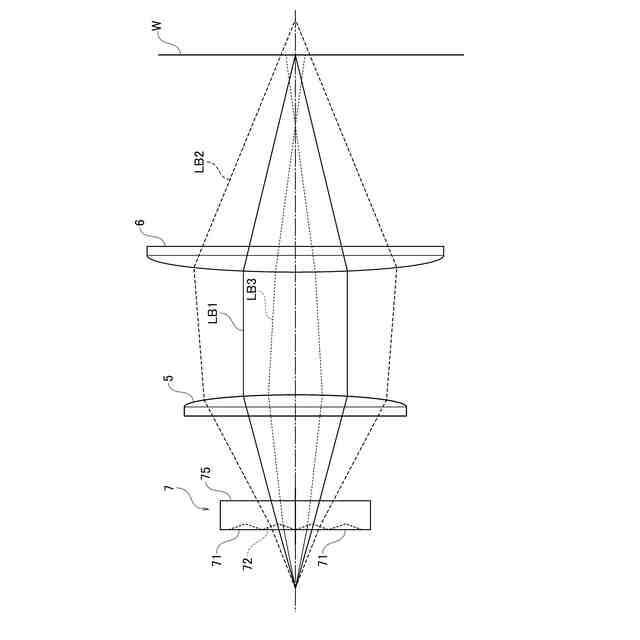
本発明の一態様のレーザ加工機は、レーザビームを出力するレーザ発振器と、レーザ発振器から出力されたレーザビームの光軸上に配置され、レーザビームをワークに照射するための光学系と、を備え、光学系は、レーザビームをコリメート光に変換するコリメートレンズと、レーザビームを集束させて、ワーク上にビームスポットを形成する集束レンズと、レーザビームのビームプロファイルを変換するビーム形成素子と、を含み、ビーム形成素子は、レーザビームが入射する入射面と、レーザビームを出射させる出射面と、入射面及び出射面のうち一方の対象面に設けられ、光軸又は光軸と平行な軸を中心軸とする円錐状に形成された複数の円錐部と、を有する。
【0010】
このレーザ加工機によれば、複数の円錐部が設けられたビーム形成素子により、環状のリング成分を含むビームプロファイルを得ることができる。従来の光学系にビーム形成素子を追加するだけでよいので、光学部品の点数の増加を抑制することができる。また、ビーム形成素子は、光の回折を利用することなく、屈折を利用するものであるので、光効率が低下するというデメリットも抑制される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
加工位置割付方法及び板金加工方法
20日前
株式会社アマダ
割付データ作成装置及び割付データ作成方法
1日前
個人
低周波振動発生出力方法
2か月前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
着座確認装置
3か月前
株式会社FUJI
工作機械
2か月前
ウエダ産業株式会社
カッター装置
3か月前
アズビル株式会社
溶接方法
3か月前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
28日前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2日前
日進工具株式会社
被覆切削工具
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ダイハツ工業株式会社
冷却構造
28日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社小島半田製造所
はんだ線
3か月前
ビアメカニクス株式会社
レーザ加工装置
16日前
国立大学法人 東京大学
加工方法
22日前
株式会社不二越
管用タップ
3か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社不二越
管用タップ
1か月前
個人
クーラント装置
3か月前
株式会社ダイヘン
溶接トーチ
1か月前
トヨタ自動車株式会社
積層造形方法
24日前
有限会社 ナプラ
接合材用金属粒子
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
ダイハツ工業株式会社
位置検出装置
3か月前
株式会社不二越
歯車加工装置
2か月前
白光株式会社
ツイーザー装置
1か月前
株式会社不二越
歯車製造装置
1か月前
株式会社ダイヘン
被覆アーク溶接制御方法
1か月前
株式会社永木精機
埋設管窓開け工具
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ