TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024078469
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022190863
出願日
2022-11-30
発明の名称
レーザ加工装置
出願人
ビアメカニクス株式会社
代理人
主分類
B23K
26/066 20140101AFI20240604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】回転アパーチャを正確に原点復帰させることにより、加工精度の低下を防止することができるレーザ加工装置を提供すること。
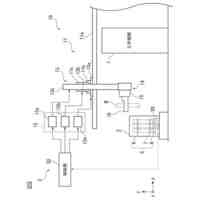
【解決手段】レーザ光を発振するレーザ発振器と、前記レーザ光のビーム径を整形するための開口部が形成された回転アパーチャと、前記回転アパーチャを回転動作させるアパーチャ駆動部と、前記アパーチャ駆動部を制御するアパーチャ制御部と、前記アパーチャ制御部を制御する上位制御部と、を有し、前記アパーチャ制御部が予め前記回転アパーチャの原点復帰シーケンスを記憶しているレーザ加工装置において、前記原点復帰シーケンスでは原点復帰が正確に行えない場合に、前記上位制御部が、前記アパーチャ制御部に対して、前記原点復帰シーケンスとは異なった原点復帰動作を指令し、前記回転アパーチャの原点復帰を行う。
【選択図】
図4
特許請求の範囲
【請求項1】
レーザ光を発振するレーザ発振器と、
前記レーザ光のビーム径を整形するための開口部が形成された回転アパーチャと、
前記回転アパーチャを回転動作させるアパーチャ駆動部と、
前記アパーチャ駆動部を制御するアパーチャ制御部と、
前記アパーチャ制御部を制御する上位制御部と、を有し、
前記アパーチャ制御部が予め前記回転アパーチャの原点復帰シーケンスを記憶しているレーザ加工装置において、
前記原点復帰シーケンスでは原点復帰が正確に行えない場合に、前記上位制御部が、前記アパーチャ制御部に対して、前記原点復帰シーケンスとは異なった原点復帰動作を指令し、前記回転アパーチャの原点復帰を行う、
ことを特徴とするレーザ加工装置。
続きを表示(約 350 文字)
【請求項2】
前記上位制御部が指令する前記原点復帰シーケンスとは異なった原点復帰動作が、原点検知センサが原点ドグを検知するまで前記回転アパーチャを一方向へ高速回転させた後、他方向へ所定量回転させて停止し、再度一方向へ低速回転させて前記原点検知センサが前記原点ドグを検知した位置を原点とするものであって、
前記低速回転させて前記原点検知センサが前記原点ドグを検知するときに、前記回転アパーチャの残留振動が減衰しきっている、
ことを特徴とする、請求項1に記載のレーザ加工装置。
【請求項3】
前記回転アパーチャを他方向へ所定量回転させて停止した後、再度一方向へ低速回転させる前に所定の待機時間を設ける、
ことを特徴とする、請求項2に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば被加工物であるプリント基板に穴あけを行うレーザ加工装置に関するものであり、特に回転アパーチャを備えるレーザ加工装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
レーザ加工装置においては、例えば特許文献1や2に開示されるように、レーザ光のビーム径を成型するために、回転アパーチャ(マスク)を備えたものが知られている。
【0003】
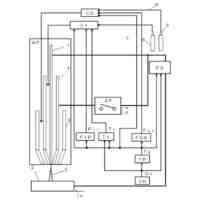
図1は、従来の回転アパーチャを備えるレーザ加工装置の概略ブロック図である。図を用いて、従来の回転アパーチャを備えるレーザ加工装置について説明する。
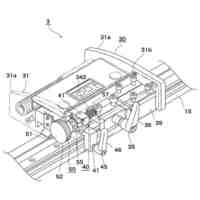
【0004】
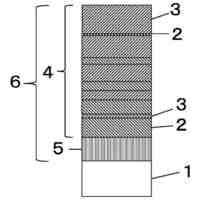
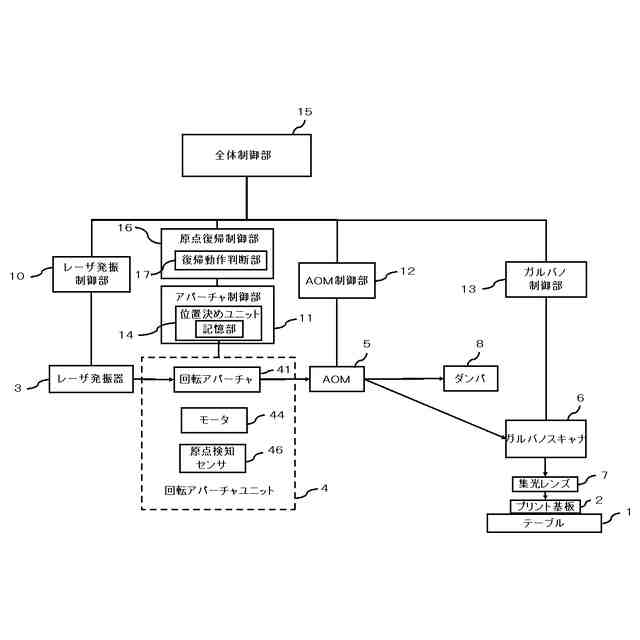
図1において、1はテーブル、2は当該テーブル上に載置された被加工物であるプリント基板、3はレーザ光を発振するレーザ発振器、4は回転アパーチャユニットである。回転アパーチャユニット4は、詳しくは後述するが、レーザ発振器3から出射されるレーザ光のビーム径を成型するための複数の開口部を有する回転アパーチャ41、回転アパーチャ41を回転させるモータ(アパーチャ駆動部)44、回転アパーチャ41の原点復帰に用いられる原点検知センサ46を含んでいる。5は、回転アパーチャ41の開口部を通過したレーザ光を、加工方向と非加工方向の二通りに分岐させる音響光学変調器(以下、AOMという)、6は前記AOM5において加工方向へ分岐されたレーザ光を2次元方向に走査するガルバノスキャナ、7はガルバノスキャナ6からのレーザ光をプリント基板2の穴あけ位置に照射する集光レンズ(fθレンズ)、8はAOM5において非加工方向へ分岐されたレーザ光を吸収するダンパである。
【0005】
10はレーザ発振器3でのレーザ光の発振と減衰を指令するレーザ発振制御部、11はモータ44の駆動動作を制御することにより回転アパーチャ41を回転させるアパーチャ制御部であり、回転アパーチャ41の位置決めを行う市販の位置決めユニット14及び図示を省略するアンプ等を含んでいる。位置決めユニット14は、回転アパーチャ41の後述する原点復帰動作のシーケンスを予め記憶した記憶部を備えており、当該シーケンスを記憶した状態で市販されているものが用いられている。
【0006】
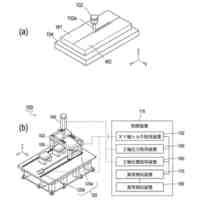
12はAOM5の動作を制御するためのAOM制御部、13はガルバノスキャナ6の動作を制御するためのガルバノ制御部である。15はレーザ加工装置の各部の制御及び装置全体の動作を制御するための全体制御部であり、例えばプログラム制御の処理装置によって実現されるものであって、内部に種々の情報を記憶する記憶部を有している。全体制御部15はここで説明するもの以外にも制御機能を有し、図示されていないブロックにも接続されている。
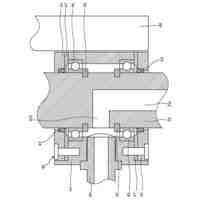
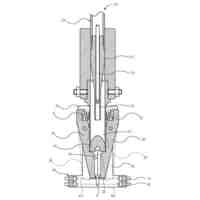
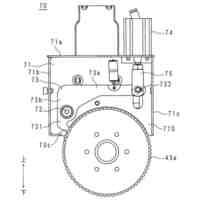
【0007】
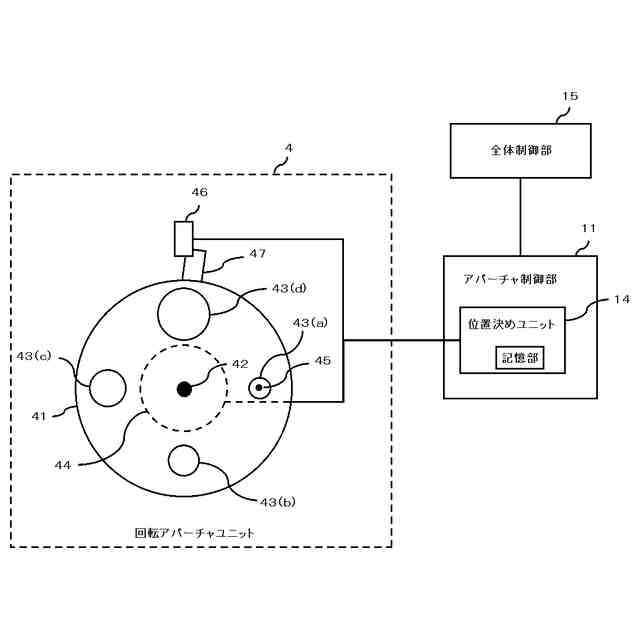
図2は回転アパーチャユニットの概略ブロック図である。図2において、41は円板形をした回転アパーチャであり、回転軸42を中心とした円周上に直径の異なる複数の開口部43(a)~(d)が配置されている。回転アパーチャ41は回転軸42においてモータ44と接続されており、回転可能となっている。モータ44は、図示を省略するアンプ、位置決めユニット14を介してアパーチャ制御部11と接続されている。回転アパーチャユニット4は、図示を省略する支持基台を介して、レーザ加工装置に設置されている。アパーチャ制御部11は、全体制御部15の指令に従い、開口部43(a)~(d)のいずれかの開口部の中心がレーザ光軸45と一致するよう、位置決めユニット14を介してモータ44を駆動制御する。アパーチャ制御部11は、その他にも、全体制御部15の指令に従い、回転アパーチャ41が種々の回転動作をするよう、モータ44を駆動制御する。46は光センサ等の原点検知センサであって、位置決めユニット14を介してアパーチャ制御部11に接続されている。47は回転アパーチャ41の原点位置に設けられた原点ドグである。
【0008】
ここで、回転アパーチャ41は、回転方向と負荷方向が一致しているため、回転による脱調や振動現象が生じやすいことが知られている。特に回転アパーチャの位置を原点復帰させる際には、原点検知センサ46が原点ドグ47を検知したタイミングで回転を急停止させるため、高速で回転させた場合には正確な原点位置で停止できない場合がある。そこで正確に停止できる低速で回転させて原点復帰を行えばよいが、原点ドグ47が原点センサ46から離れた位置にある場合には、原点ドグ47を検知するまでに時間を要する。そこで従来は、時間短縮のため、以下のようにして原点復帰を行っていた。
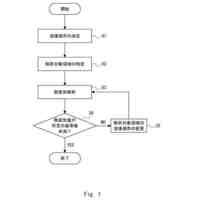
【0009】
図3は従来の原点復帰動作を説明するグラフである。図3に示すように、まず原点センサ46が原点ドグ47を検知するまで、回転アパーチャ41を一方向へ高速回転させる。そして、検知した位置を仮原点として、仮原点から他方向(逆方向)へ所定の若干量(以下、後退量ともいう)後退するように高速回転させた後、再度一方向へ低速回転させ、原点センサ46が原点ドグ47を再検知した位置で停止させることにより、原点復帰を行っていた。なお、この原点復帰動作のシーケンス(以下、「原点復帰シーケンス」という)は、予め位置決めユニットに記憶されており、全体制御部16がアパーチャ制御部11に対して、位置決めユニット14に記憶された原点復帰シーケンスに従って原点復帰を行うよう指令を出していた。
【先行技術文献】
【特許文献】
【0010】
特開2002-120080号公報
特開2015-188890号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
16日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
チャックユニット
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
菅機械産業株式会社
測長装置
2か月前
福井県
マルチマテリアルの点接合構造
1か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
津根精機株式会社
鉄筋切断装置
1か月前
株式会社MOLDINO
ドリル
29日前
ブラザー工業株式会社
工作機械
19日前
株式会社ダイヘン
回転アーク溶接方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
ブラザー工業株式会社
工作機械
19日前
株式会社向洋技研
スポットネジ及び電極
1か月前
個人
交換式給油ブラシの切削油の給油器
1か月前
株式会社不二越
エンドミル
22日前
第一システム株式会社
切粉検査装置
2か月前
株式会社進和
肉盛加工ノズル
1か月前
株式会社ムラタ溶研
剪断装置
1日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
コントレイル合同会社
レーザ加工装置
1か月前
トヨタ自動車株式会社
熱変形解析方法
3か月前
ブラザー工業株式会社
工作機械
19日前
村田機械株式会社
診断装置及び診断方法
1か月前
株式会社不二越
摩擦撹拌接合装置
1日前
株式会社IMS
管体加工装置
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
3か月前
キタムラ機械株式会社
マシニングセンタ
29日前
トヨタ自動車株式会社
刃具自動組付装置
1か月前
トヨタ自動車株式会社
締付状態判定方法
2か月前
村田機械株式会社
ローダ装置及び制御方法
16日前
株式会社ダイヘン
多層盛り溶接方法
2か月前
三菱マテリアル株式会社
表面被覆切削工具
22日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ