TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024085091
公報種別
公開特許公報(A)
公開日
2024-06-26
出願番号
2022199429
出願日
2022-12-14
発明の名称
割付データ作成装置及び割付データ作成方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/38 20140101AFI20240619BHJP(工作機械;他に分類されない金属加工)
要約
【課題】製品の周縁に割り付けた押圧突出部の実効性を向上することができる割付データ作成装置を提供する。
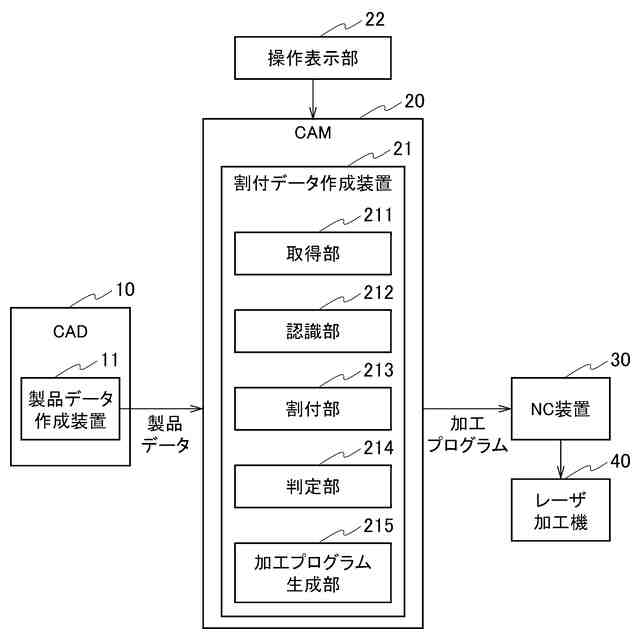
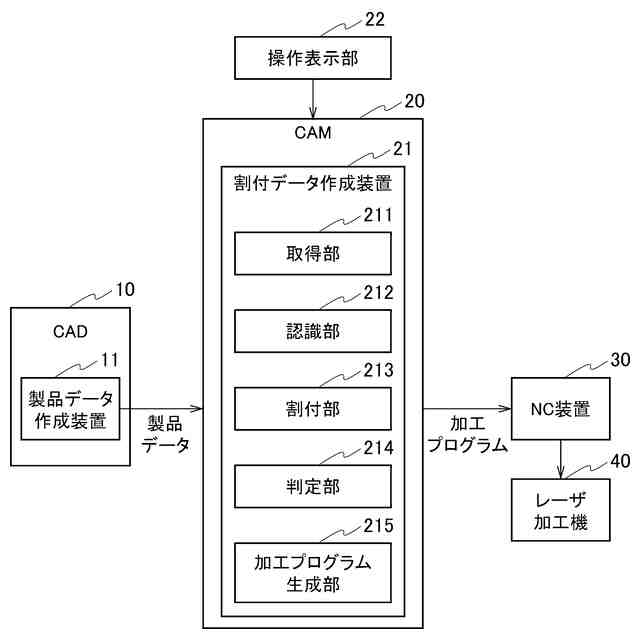
【解決手段】割付データ作成装置21は、押圧突出部割付部213と、判定部214と、を備える。押圧突出部割付部213は、製品の周縁に沿ったレーザ切断加工によって湾曲されて製品の周縁の切断面を押圧する押圧突出部を、製品の周縁に割り付ける。判定部214は、製品の形状に基づいて、押圧突出部の位置が適切か否かを判定する。
【選択図】図1
特許請求の範囲
【請求項1】
製品の周縁に沿ったレーザ切断加工によって湾曲されて前記製品の周縁の切断面を押圧する押圧突出部を、前記製品の周縁に割り付ける押圧突出部割付部と、
前記製品の形状に基づいて、前記押圧突出部の位置が適切か否かを判定する判定部と、
を備える割付データ作成装置。
続きを表示(約 1,200 文字)
【請求項2】
前記製品の周縁は、互いに対向する第1の辺と第2の辺とを含み、
前記判定部は、
前記押圧突出部が、前記第1及び第2の辺の各々に割り付けられた場合に、前記第1及び第2の辺の各々の傾きを算出し、
前記第1及び第2の辺の傾きに基づいて、前記第1及び第2の辺が平行か否かを判定し、
互いに対向する第1の辺及び第2の辺が平行でない場合に、前記押圧突出部の位置が適切でないと判定する
請求項1に記載の割付データ作成装置。
【請求項3】
前記判定部は、前記第1の辺及び第2の辺が平行である場合に、
前記第1及び第2の辺のうちの一方を基準辺として設定し、他方を対辺として設定し、
前記基準辺が前記押圧突出部により押圧される位置と、前記対辺が前記押圧突出部により押圧される位置とが垂線でつながるように、前記対辺を押圧する前記押圧突出部を前記対辺の方向に沿って移動する
請求項2に記載の割付データ作成装置。
【請求項4】
前記第1の辺が前記押圧突出部により押圧される第1の位置が、前記第1の辺のレーザ切断加工において最後に切断される第1の辺の端部から第1所定距離以内に位置する場合、又は、前記第2の辺が前記押圧突出部により押圧される第2の位置が、前記第2の辺のレーザ切断加工において最後に切断される第2の辺の端部から前記第1所定距離以内に位置する場合には、前記押圧突出部の位置が適切でないと判定する
請求項3に記載の割付データ作成装置。
【請求項5】
前記判定部は、
前記押圧突出部を形成するための切断経路から第2所定距離以内に、前記製品の周縁を切り出すための切断経路が存在する場合には、前記押圧突出部の位置が適切でないと判定する
請求項3に記載の割付データ作成装置。
【請求項6】
前記製品の周縁は、前記製品の輪郭となる外周であり、
前記判定部は、
前記押圧突出部が前記製品の外周を押圧する位置が、前記製品内の穴をレーザ切断加工するときの切断経路から第3所定距離以内に位置する場合には、前記押圧突出部の位置が適切でないと判定する
請求項3~5のいずれか1項に記載の割付データ作成装置。
【請求項7】
前記判定部は、前記押圧突出部の位置が適切でないと判定した場合には、全ての前記押圧突出部を削除する
請求項1に記載の割付データ作成装置。
【請求項8】
コンピュータが、
製品の周縁に沿ったレーザ切断加工によって湾曲されて前記製品の周縁の切断面を押圧する押圧突出部を、前記製品の周縁に割り付け、
前記押圧突出部の位置と、前記製品の形状とに基づいて、前記押圧突出部の位置が適切か否かを判定する
割付データ作成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、割付データ作成装置及び割付データ作成方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
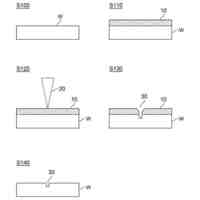
レーザ加工によって板状のワークから製品を切断する際に、製品がワークを載置している複数のピンサポートに引っ掛かったりワークの上に載ってレーザ加工ヘッドの移動を阻害したり、製品がワークの下に入り込んだりすることがある。このようなことを防止するために、マイクロジョイントと称する微細な接続部(ジョイント部)によってワークと製品とを接続して、製品をワークから完全には分離させないようにする方法が知られている。このようなマイクロジョイントでは、ワークから製品を取り外すときにマイクロジョイントを切断する必要があるため、製品にマイクロジョイントに起因する微細な突起が生じることがあり、微細突起を除去する工程が必要となる。
【0003】
特許文献1には、マイクロジョイントを用いることなくワークと製品とを接続するレーザ切断加工方法が記載されている。この方法は、ワークから切断分離される製品の周囲に、製品の輪郭線に沿ったレーザ切断加工によって湾曲されて製品の周面を押圧する押圧突出部の切断溝を予めレーザ切断加工する。
【0004】
特許文献1の加工方法では、切断溝のレーザ切断加工の熱の影響によって押圧突出部の自由端に発生する残留応力に起因して、押圧突出部の自由端が製品に向けて湾曲し、自由端が製品の周面(切断面)を押圧する。この押圧突出部の湾曲により、輪郭線に沿ってレーザ切断加工を行った製品をワークから落下しないように保持することができる。特許文献1の加工方法では、ワークの材質及び厚さ、並びに、製品の寸法に基づいて、押圧突出部が自動で割り付けられる。
【先行技術文献】
【特許文献】
【0005】
特許第6524368号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、例えば、押圧突出部が製品の平行でない対辺上に割り付けられた場合のように、製品の形状によっては、自動で割り付けした押圧突出部の位置が、製品に対して適切な位置ではなく、押圧突出部の湾曲により製品を保持することが難しい場合がある。特許文献1に記載の加工方法では、自動で割り付けした押圧突出部の実効性が低下するおそれがある。
【課題を解決するための手段】
【0007】
本発明の一態様は、製品の周縁に沿ったレーザ切断加工によって湾曲されて前記製品の周縁の切断面を押圧する押圧突出部を、前記製品の周縁に割り付ける押圧突出部割付部と、
前記製品の形状に基づいて、前記押圧突出部の位置が適切か否かを判定する判定部と、
を備える割付データ作成装置。
【0008】
本発明の一態様は、判定部が、製品の形状に基づいて、押圧突出部割付部が割り付けた押圧突出部の位置が適切か否かを判定することができる。これにより、押圧突出部が製品の形状に適した位置に割り付けられているかを判断することができる。
【発明の効果】
【0009】
本発明の一態様によれば、製品の周縁に割り付けた押圧突出部の実効性を向上することができる。
【図面の簡単な説明】
【0010】
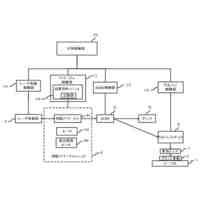
図1は、一実施形態に係る割付データ作成装置を含む全体システムの構成を示すブロック図である。
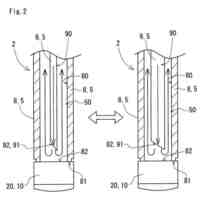
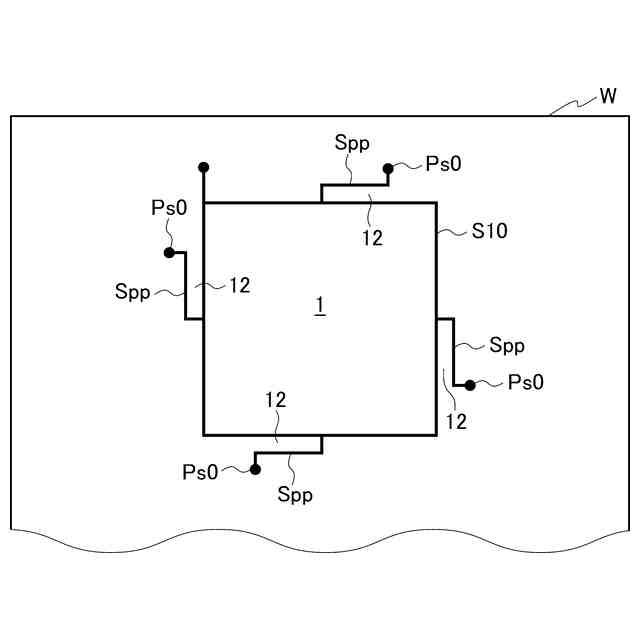
図2は、一実施形態に係る割付データ作成装置によって割り付けられたソフトジョイントの一例を示す図である。
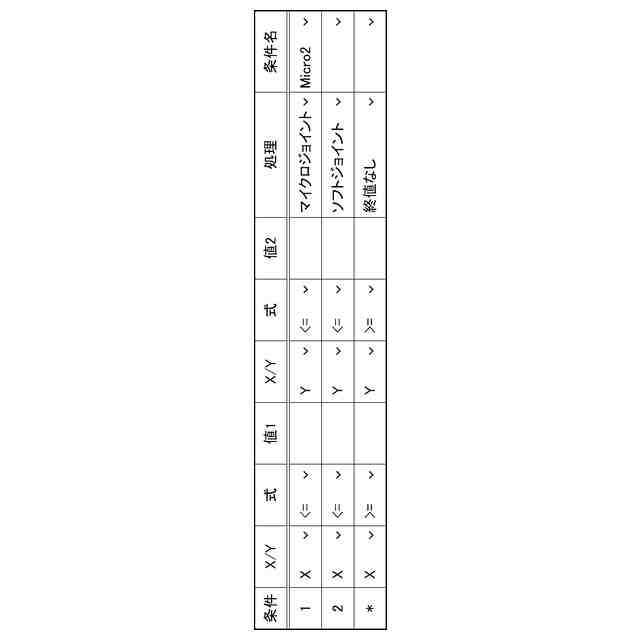
図3は、ジョイントの種類を判定するための条件を格納した判定テーブルの一例を示す図である。
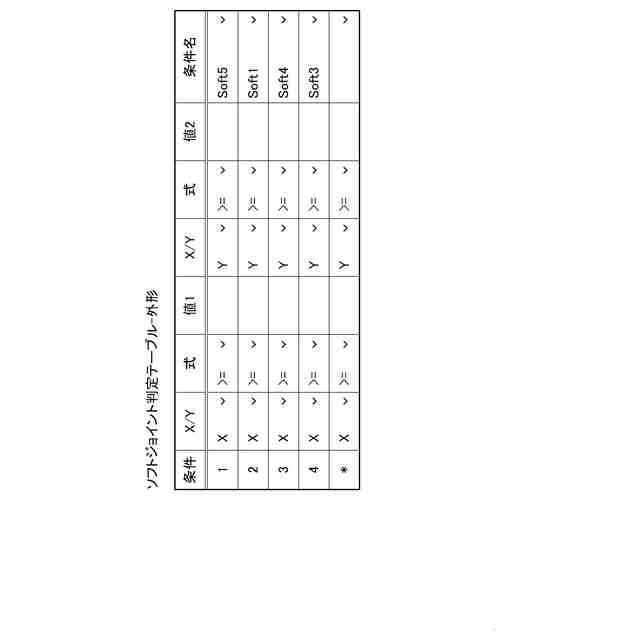
図4は、ソフトジョイントの割付パターンを判定するための条件を格納した判定テーブルの一例を示す図である。
図5は、ソフトジョイントの割付パターンの一例を示す図である。
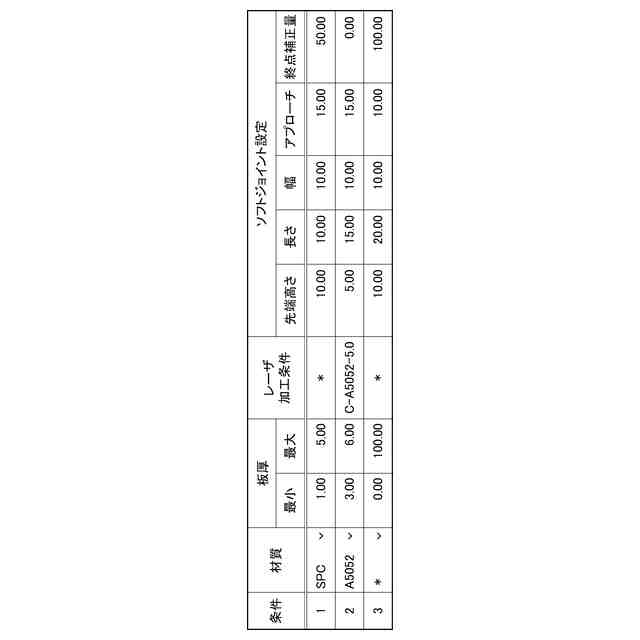
図6は、ソフトジョイントの切断経路を割り付けるためのパラメータを格納したテーブルの一例を示す図である。
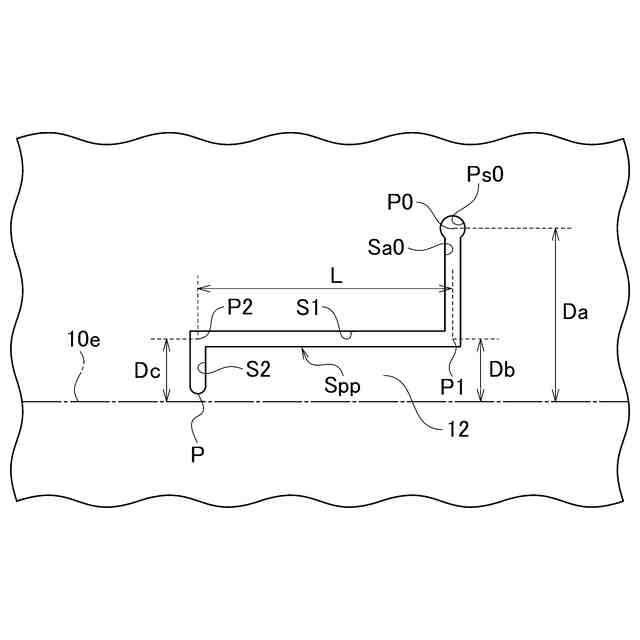
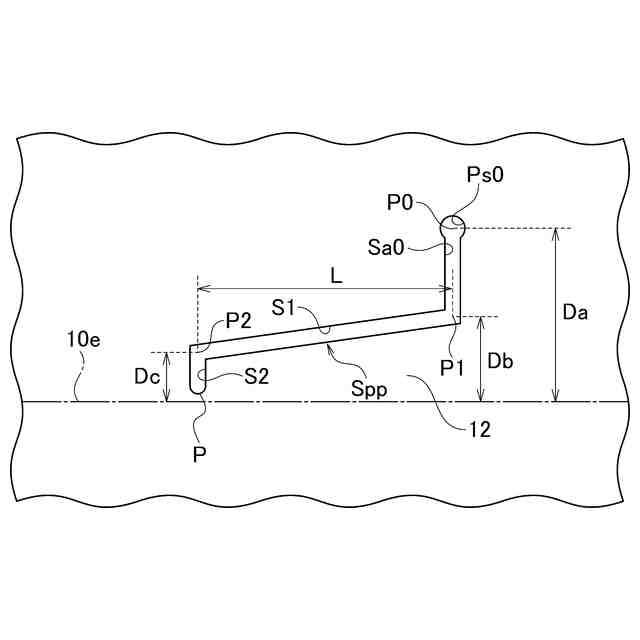
図7は、ソフトジョイントの切断経路を割り付けるための各パラメータを説明する図である。
図8は、ソフトジョイントの切断経路を割り付けるための各パラメータを説明する図である。
図9は、ソフトジョイントの切断経路を割り付けるための各パラメータを説明する図である。
図10は、ソフトジョイントの第1のNG判定の条件を説明する図である。
図11は、ソフトジョイントの位置の補正方法を説明する図である。
図12は、ソフトジョイントの第2のNG判定の条件を説明する図である。
図13は、ソフトジョイントの第3のNG判定の条件を説明する図である。
図14は、ソフトジョイントの第4のNG判定の条件を説明する図である。
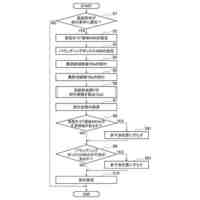
図15Aは、一実施形態に係る割付データ作成装置の判定部によるNG判定処理の流れの一例を示すフローチャートである。
図15Bは、一実施形態に係る割付データ作成装置の判定部によるNG判定処理の流れの一例を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
レーザ加工機
1か月前
株式会社アマダ
加工位置割付方法及び板金加工方法
22日前
株式会社アマダ
金型位置ガイド方法、及びプレスブレーキ
1か月前
株式会社アマダ
割付データ作成装置及び割付データ作成方法
3日前
株式会社アマダ
曲げ加工機
25日前
株式会社アマダ
ワーク供給システム、ワーク供給方法及びワーク供給プログラム
2日前
株式会社アマダ
干渉判別表示システム、干渉判別表示方法及び干渉判別表示プログラム
1か月前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
22日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
津田駒工業株式会社
工作機械
3か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
着座確認装置
3か月前
株式会社FUJI
工作機械
2か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
4日前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
日進工具株式会社
被覆切削工具
1か月前
ビアメカニクス株式会社
レーザ加工装置
18日前
個人
クーラント装置
3か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社不二越
管用タップ
2か月前
国立大学法人 東京大学
加工方法
24日前
株式会社小島半田製造所
はんだ線
3か月前
株式会社不二越
管用タップ
3か月前
株式会社不二越
エンドミル
4か月前
ダイハツ工業株式会社
位置検出装置
3か月前
株式会社ダイヘン
溶接トーチ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ