TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024077601
公報種別
公開特許公報(A)
公開日
2024-06-07
出願番号
2023185717
出願日
2023-10-30
発明の名称
加工位置割付方法及び板金加工方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
28/36 20060101AFI20240531BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】突起部形成金型の加工位置の割り付けが容易な、加工位置割付方法を提供する。
【解決手段】加工位置割付方法は、コンピュータ(7)が、板金(W)から切り出す製品(WP)が板金(W)の残材(WS)に載るように残材に形成する支持突起部(We)の加工位置を割り付けるときに、板金(W)に予め割り付けた製品(WP)の輪郭線(T)に囲まれた部分(WR)を、第1の方向に延びる等分布荷重の両端単純支持梁とみなしてその部分(WR)のたわみ量(δ)を求め、得られたたわみ量(δ)が第1の所定値(δa)を越えない等分布荷重の両端単純支持梁の最大許容長さ(Lga)に基づいて、支持突起部(We)の加工位置の割り付け間隔を設定する。
【選択図】図22A
特許請求の範囲
【請求項1】
コンピュータが、
板金から切り出す製品が前記板金の残材に載るように前記残材に形成する支持突起部の加工位置を割り付けるときに、
前記板金に予め割り付けた前記製品の輪郭線に囲まれた部分を、第1の方向に延びる等分布荷重の両端単純支持梁とみなして前記部分のたわみ量を求め、
得られた前記たわみ量が第1の所定値を越えない等分布荷重の両端単純支持梁の最大許容長さに基づいて、前記支持突起部の加工位置の割り付け間隔を設定する加工位置割付方法。
続きを表示(約 2,100 文字)
【請求項2】
前記製品に前記第1の方向と直交する第2の方向に延びる延出部があるときに、前記延出部を等分布荷重の片持ち梁とみなして前記延出部の第1たわみ量を求め、
得られた前記延出部の第1たわみ量が第2の所定値を越えない等分布荷重の片持ち梁の最大許容長さに基づいて、前記延出部の先端部分に前記支持突起部の加工位置を割り付けるか否かを判定する請求項1記載の加工位置割付方法。
【請求項3】
前記延出部の先端部分に前記支持突起部の加工位置を割り付けると判定したときに、前記延出部を前記第2の方向に延びる等分布荷重の両端単純支持梁とみなして前記延出部の第2たわみ量を求め、
得られた前記延出部の第2たわみ量が第3の所定値を越えない等分布荷重の両端単純支持梁の最大許容長さに基づいて、前記延出部の側縁部分に前記支持突起部を割り付けるか否かを判定する請求項2記載の加工位置割付方法。
【請求項4】
前記製品に前記第1の方向と直交する第2の方向に切り込まれた切込み部があるときに、前記切込み部に対応する前記残材の延出部である残材延出部を等分布荷重の片持ち梁とみなして前記残材延出部の第1たわみ量を求め、
得られた前記残材延出部の第1たわみ量が第2の所定値を越えない等分布荷重の片持ち梁の最大許容長さに基づいて、前記残材延出部の先端部分に前記支持突起部の加工位置を割り付けるか否かを判定する請求項1記載の加工位置割付方法。
【請求項5】
前記残材延出部の先端部分に前記支持突起部の加工位置を割り付けると判定したときに、前記残材延出部を前記第2の方向に延びる等分布荷重の両端単純支持梁とみなして前記残材延出部の第2たわみ量を求め、
得られた前記残材延出部の第2たわみ量が第3の所定値を越えない等分布荷重の両端単純支持梁の最大許容長さに基づいて、前記切込み部の側縁部分に前記支持突起部を割り付けるか否かを判定する請求項4記載の加工位置割付方法。
【請求項6】
前記支持突起部を形成する支持突起部形成金型の形状に応じて、前記支持突起部の形成において前記板金の平坦部分に対応させるべき金型ガイド領域を設定し、
前記輪郭線に囲まれた領域に厚さ方向に突出する突出成形部がある場合に、前記突出成形部と、割り付けた前記加工位置における前記金型ガイド領域との干渉の有無を判定し、
干渉有と判定したときに、前記加工位置の割り付け位置を干渉しない位置にずらす補正を実行する請求項1~5のいずれか1項に記載の加工位置割付方法。
【請求項7】
前記支持突起部を形成する支持突起部形成金型の形状に応じて、前記板金の非開口部分に対応させるべきバウンディングボックスを設定し、
前記輪郭線に囲まれた領域に開口する孔がある場合に、前記孔と、割り付けられた前記加工位置における前記バウンディングボックスとの干渉の有無を判定し、
干渉有と判定したときに、前記加工位置の割り付け位置を干渉しない位置にずらす補正を実行する請求項1~5のいずれか1項に記載の加工位置割付方法。
【請求項8】
前記支持突起部を形成する支持突起部形成金型の形状に応じて、前記板金の非開口部分に対応させるべきバウンディングボックスを設定し、
前記輪郭線に囲まれた領域に、前記第1の方向に延びる第2延出部がある場合に、前記第2延出部と、割り付けられた前記加工位置における前記バウンディングボックスとの干渉の有無を判定し、
干渉有と判定したときに、前記加工位置の割り付け位置を干渉しない位置にずらす補正を実行する請求項1~5のいずれか1項に記載の加工位置割付方法。
【請求項9】
コンピュータが、
板金から切り出す製品の輪郭線を前記板金に割り付けた後、
前記切り出す製品が前記板金の残材に載るように前記残材に形成する支持突起部の加工位置の割り付けを、前記輪郭線に囲まれた部分を、第1の方向に延びる等分布荷重の両端単純支持梁とみなして前記部分のたわみ量を求め、得られた前記たわみ量が第1の所定値を越えない等分布荷重の両端単純支持梁の最大許容長さに基づいて、前記支持突起部の加工位置の割り付け間隔を設定することで行い、
加工機が、
前記輪郭線における、前記第1の方向の両端部側に予め設定した一対の残存輪郭線以外の部分を切断し、
前記割り付けた加工位置に前記支持突起部を形成した後、前記一対の残存輪郭線を切断して前記製品を前記板金から切り出す板金加工方法。
【請求項10】
前記残材の、前記輪郭線における前記第1の方向の両端部それぞれに対応する部位に、前記切り出す製品の前記第1の方向の移動を規制する第1移動規制突起部の加工位置を割り付けると共に、
前記残材の、前記輪郭線における前記第1の方向に直交する第2の方向の両端部それぞれに対応する部位に、前記切り出す製品の前記第2の方向の移動を規制する第2移動規制突起部の加工位置を割り付ける、請求項1記載の加工位置割付方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工位置割付方法及び板金加工方法に関する。
続きを表示(約 5,700 文字)
【背景技術】
【0002】
板金に対しパンチ加工とレーザ加工との両方の加工を行う複合加工機が知られている。この複合加工機を用い、板金に対して切り出す製品の一部が残材の下側に潜り込むことを防止する形状を形成する金型、及びその金型を用いて板金を加工する板金加工方法が特許文献1に記載されている。特許文献1に記載された金型は、製品の輪郭における所定位置の縁部を板厚以上に持ち上げる押上部と、その所定位置に対応した残材の縁部に、持ち上げた製品の縁部の下側に潜り込んで製品を支持する突起(以下、支持突起)をコイニング加工で形成するコイニング部とを有する。
【0003】
この支持突起を形成する加工を、製品の輪郭に沿って複数箇所行うことで、製品は支持突起の上に乗った状態で安定維持され、残材の下側に潜り込むことが防止される。これにより、切り出した製品を、搬送装置によって吸着して持ち上げて次工程へ搬送する作業を確実に実行できる。このように、残材に対し製品の下側に突出し切り出す製品を支持するための支持突起を形成する金型を、以下、支持突起部形成金型と称する。また、特許文献1(図15参照)には、切り出した製品の、残材に対する水平方向の移動を規制するために残材に上方に向けて突出するブリッジ状の突起(以下、移動規制突起)を形成することが記載されている。特許文献2には、そのブリッジ状の移動規制突起と製品の下側を支持する支持突起とを併せ持つ突起を形成する金型が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-075289号公報
特開2021-146341号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
切り出す製品を支持するための支持突起を形成する位置、すなわち支持突起部形成金型による加工位置は、従来、作業者が製品の形状及び板厚などに基づいてワークに割り付けていた。例えば、製品の、支持突起で支持されない非支持部分は、板厚が薄いほど、また、片持ち梁に見立てたときの梁長が長いほど、自重による下方へのたわみが大きくなって残材の下側に潜り込み易い。従って、作業者は、非支持部分のたわみができるだけ小さく、かつ支持突起部形成金型による加工回数をできるだけ少なくして生産性を向上させるように加工位置の割り付けを行う必要がある。
【0006】
そのため、支持突起部形成金型の加工位置の割り付けは、難易度が高く経験に大きく左右され、作業者毎のばらつきも生じ易く、作業者の負担は大きい。そのため、支持突起部形成金型の加工位置の割り付けが容易な、加工位置割付方法及び板金加工方法が望まれている。
【課題を解決するための手段】
【0007】
1又はそれ以上の実施形態の第1の態様は、コンピュータが、板金から切り出す製品が前記板金の残材に載るように形成する支持突起部の加工位置を割り付けるときに、前記板金に予め割り付けた前記製品の輪郭線に囲まれた部分を、第1の方向に延びる等分布荷重の両端単純支持梁とみなして前記部分のたわみ量を求め、得られた前記たわみ量が第1の所定値を越えない等分布荷重の両端単純支持梁の最大長さに基づいて、前記支持突起部の加工位置の割り付け間隔を設定する加工位置割付方法である。
1又はそれ以上の実施形態の第2の態様は、コンピュータが、板金から切り出す製品の輪郭線を前記板金に割り付けた後、前記切り出す製品が載るよう前記板金の残材に形成する支持突起部の加工位置の割り付けを、前記輪郭線に囲まれた部分を、第1の方向に延びる等分布荷重の両端単純支持梁とみなして前記部分のたわみ量を求め、得られた前記たわみ量が第1の所定値を越えない等分布荷重の両端単純支持梁の最大長さに基づいて、前記支持突起部の加工位置の割り付け間隔を設定することで行い、加工機が、前記輪郭線における、前記第1の方向の両端部側に予め設定した一対の残存輪郭線以外の部分を切断し、前記割り付けた加工位置に前記支持突起部を形成した後、前記一対の残存輪郭線を切断して前記製品を前記板金から切り出す板金加工方法である。
1又はそれ以上の実施形態の第3の態様は、コンピュータが、板金から切り出す製品が前記板金の残材に載るように前記残材に形成する支持突起部と、前記支持突起部に載った製品が前記残材に沿って移動するのを規制するように前記残材に形成する移動規制突起部との加工位置を割り付けるときに、前記支持突起部と前記移動規制突起部とを、近接位置に一回の加工動作で形成する金型を用いて形成するものとし、前記板金に予め割り付けた前記製品の輪郭線に囲まれた部分を、第1の方向に延びる等分布荷重の両端単純支持梁とみなして前記部分のたわみ量を求め、得られた前記たわみ量が第1の所定値を越えない等分布荷重の両端単純支持梁の最大許容長さに基づいて、前記支持突起部の加工位置の割り付け間隔を設定する加工位置割付方法である。
【発明の効果】
【0008】
1又はそれ以上の実施形態の加工位置割付方法によれば、支持突起部形成金型の加工位置の割り付けが容易になる、という効果が得られる。
【図面の簡単な説明】
【0009】
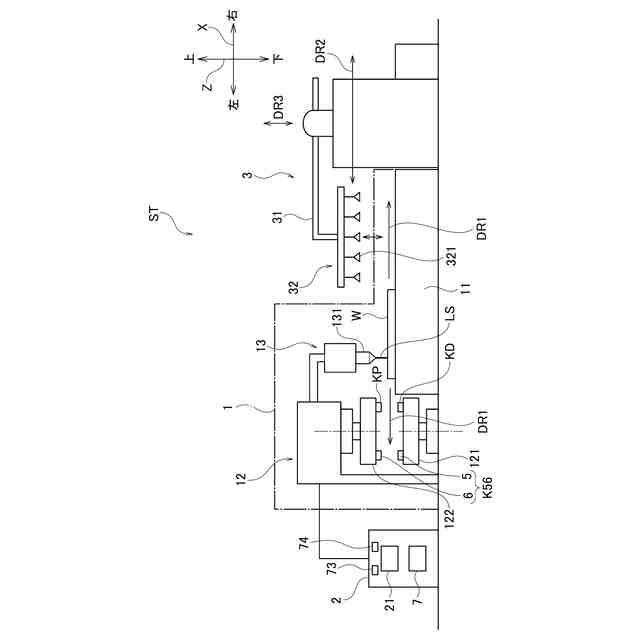
図1Aは、本発明の実施の形態に係る板金加工方法を実行する板金加工システムSTを示す図である。
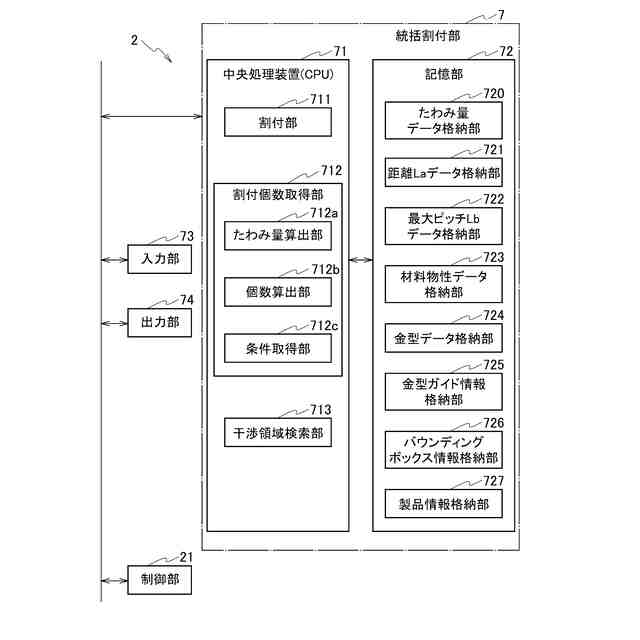
図1Bは、板金加工システムSTが備える制御装置2のブロック図である。
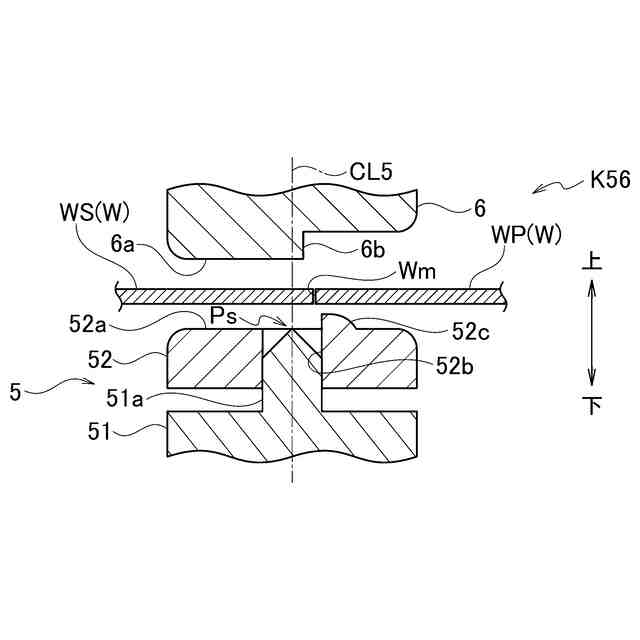
図2Aは、板金加工システムSTのパンチ加工部12が備える支持突起部形成金型K56の動作を説明するための第1の図である。
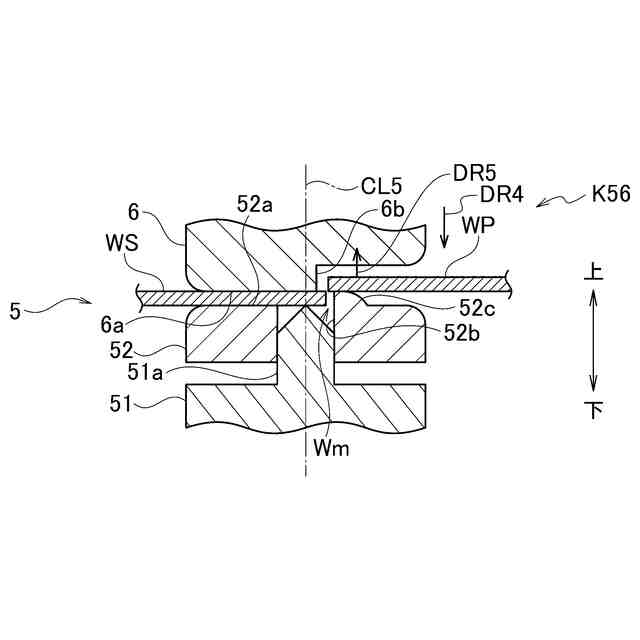
図2Bは、図2Aに次ぐ動作を説明するための第2の図である。
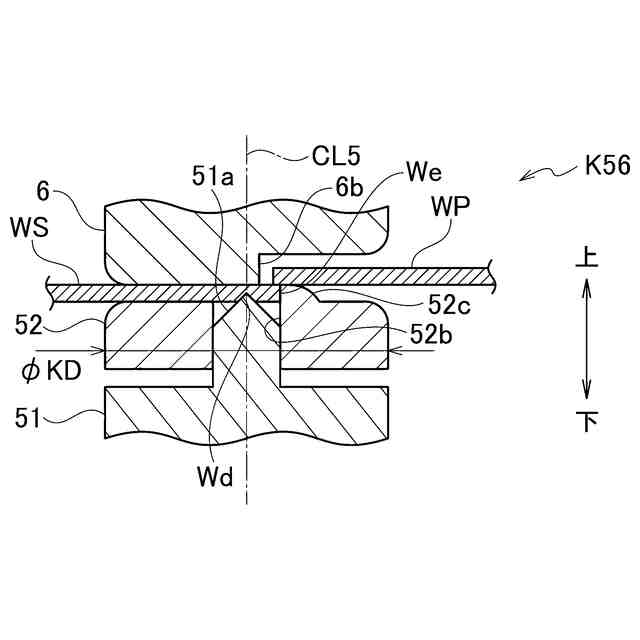
図2Cは、図2Bに次ぐ動作を説明するための第3の図である。
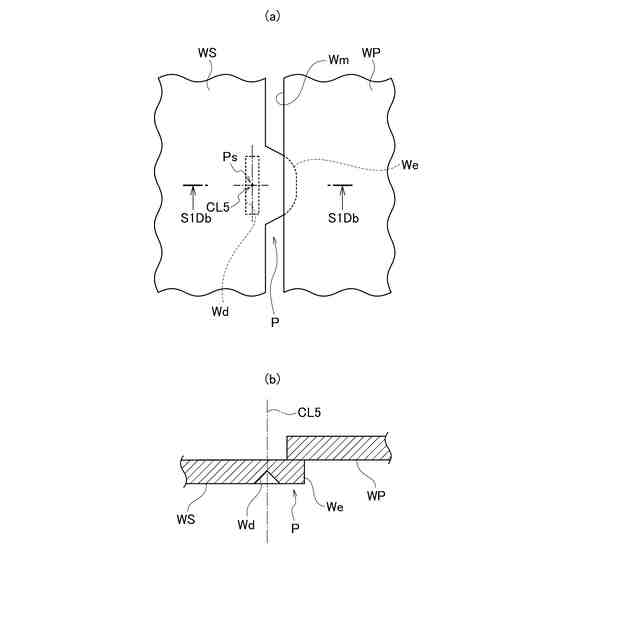
図2D(a)は、支持突起部形成金型K56による加工で得られた支持突起形成部Pを示す平面図であり、図2D(b)は、図2D(a)におけるS1Db-S1Db位置での断面図である。
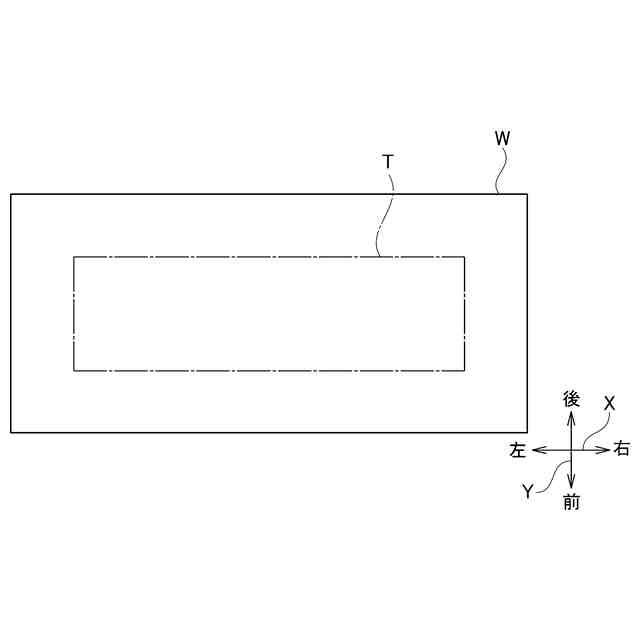
図3は、ワークW及びワークWから切り出す製品の輪郭線Tを示す平面図である。
図4Aは、輪郭線Tにおける、残存輪郭線Tzを除く範囲をレーザビームLSで切断して製品中間体WRを形成した状態を示す平面図である。
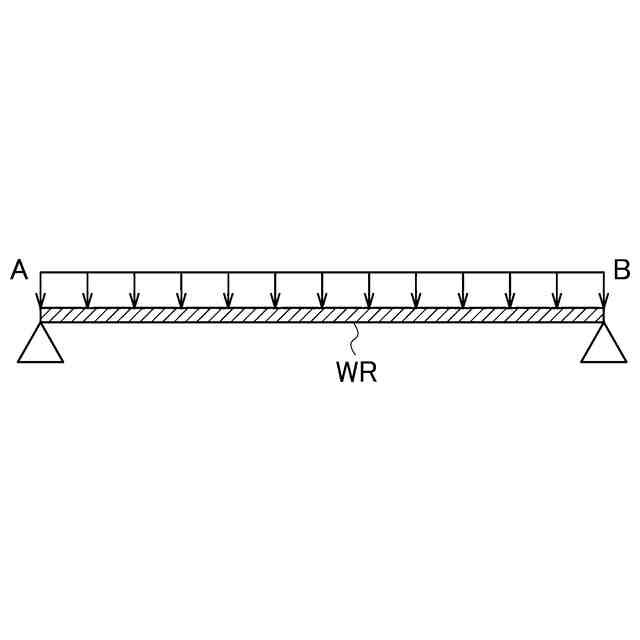
図4Bは、製品中間体WRを、等分布荷重での両端単純支持梁とみなした概念図である。
図5は、製品中間体WRを等分布荷重での両端単純支持梁とみなした場合の、板厚tと長さLgとの組み合わせと、たわみ量δとの関係を示した表1である。
図6は、板厚tと距離Laとの関係を示した表2である。
図7は、板厚tと最大ピッチLbとの関係を示した表3である。
図8は、ワークWに形成した支持突起形成部P1~P3によって製品中間体WRを支持した状態を示す平面図である。
図9は、ワークWA及びワークWAから切り出す製品の輪郭線TAを示す平面図である。
図10Aは、輪郭線TAにおける延出部TAcの拡大図である。
図10Bは、延出部TAcを等分布荷重での片持ち梁とみなした概念図である。
図10Cは、輪郭線TAにおける切込み部TAdの拡大図である。
図10Dは、切込み部TAdを等分布荷重での片持ち梁とみなした概念図である。
図11は、板厚tと延出部TAcの長さLcとの組み合わせと、たわみ量δ2との関係を示した表4である。
図12は、板厚tと支持が不要な延出部TAcの最大の長さLcとの関係を示した表5である。
図13は、板厚tと割付不要最大長さLcaとの関係を示した表6である。
図14は、製品中間体WRAに対する支持突起形成部P1~P6の割り付け状態を示す平面図である。
図15は、孔WPa,WPbを輪郭近傍に有する製品中間体WRBに対する支持突起形成部P1~P3の割り付け状態を示す平面図である。
図16Aは、支持突起部形成金型K56Aの動作を説明するための第1の図である。
図16Bは、図16Aに次ぐ動作を説明するための第2の図である。
図16Cは、図16Bに次ぐ動作を説明するための第3の図である。
図16D(a)は、支持突起部形成金型K56Aによる加工で得られる支持突起形成部Pを示す平面図であり、図16D(b)は、図16D(a)におけるS16Db-S16Db位置での断面図である。
図17は、支持突起部形成金型K56Aの形状に基づいて設定するバウンディングボックスARB及び金型ガイド領域ARGを示す平面図である。
図18は、製品WPの突出成形部WPcに対する支持突起形成加工位置の補正方法を説明する図であり、図18(a)は補正前の平面図、図18(b)は図18(a)におけるS18b-S18b位置での断面図、図18(c)は補正後の支持突起形成加工位置を示す平面図である。
図19は、製品WPの孔WPdに対する支持突起形成加工位置の補正方法を説明する図であり、図19(a)は補正前の平面図、図19(b)は補正後の平面図である。
図20は、製品WPのX方向延出部WPeに対する支持突起形成加工位置の補正方法を説明する図であり、図20(a)は補正前の平面図、図20(b)は補正後の平面図である。
図21は、最終前切断線Tbの設定方法を説明するための図である。
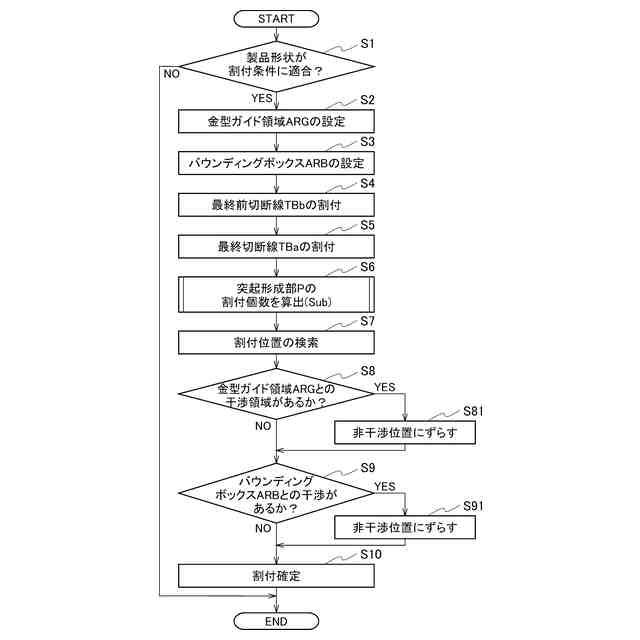
図22Aは、支持突起形成加工位置の割り付け方法を示すフロー図である。
図22Bは、サブルーチンのフロー図である。
図23Aは、統括割付部7が実行する加工位置割付動作の第1手順を示す図である。
図23Bは、加工位置割付動作の第2手順を示す図である。
図23Cは、加工位置割付動作の第3手順を示す図である。
図23Dは、加工位置割付動作の第4手順を示す図である。
図24Aは、移動規制突起部Wfの平面図である。
図24Bは、図24AにおけるS24B-S24B位置から見た移動規制突起部Wfの前面図である。
図24Cは、図24AにおけるS24C-S24C位置での断面図である。
図24Dは、図24D(a)の移動規制突起部Wfを図24D(b)の記号P21で示すことを説明する図である。
図25は、製品中間体WR2に対する支持突起形成部PB1,PB2及び移動規制突起形成部P21~P24の割り付け状態を示す平面図である。
図26は、製品中間体WR3に対する支持突起形成部PB3,PB4及び移動規制突起形成部P27の割り付け状態を示す平面図である。
図27は、製品中間体WR4に対する支持突起形成部PB5,PB6及び移動規制突起形成部P28~P31の割り付け状態を示す平面図である。
図28Aは、複合突起形成部PWに関する図であり、図28A(a)は平面図、図28A(b)は複合突起形成部PWの記号を説明するための図である。
図28Bは、複合突起形成部PWの前面図である。
図28Cは、図28AにおけるS28C-S28C位置での断面図である。
図28Dは、複合突起部Wgを形成する複合突起部形成金型KWを説明するための断面図である。
図28Eは、複合突起部形成金型KWによって形成する移動規制突起部Wfbを示す断面図である。
図28Fは、移動規制突起部Wfbが形成された移動規制突起形成部PCの平面図である。
図28Gは、移動規制突起形成部PCを示す記号を説明するための図である。
図29は、製品中間体WR5に対する複合突起形成部PW1~PW5及び移動規制突起形成部PC1,PC2の割り付け状態を示す平面図である。
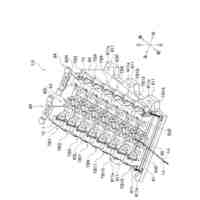
図30Aは、ワークWC6に、スリットWm及び拡張スリットWm6a,Wm6bによって製品中間体WR6形成した状態を示す平面図である。
図30Bは、製品中間体WR6を形成したワークWC6に、支持突起形成部PB7~PB10及び移動規制突起形成部P32,P33を形成した状態を示す平面図である。
図30Cは、ワークWC6において製品WP6を切り出した状態を示す平面図である。
図30Bの支持突起形成部PB7~PB10及び移動規制突起形成部P32,P33の替わりに複合突起形成部PW8~PW11を形成した状態を示す平面図である。
図31は、図30Cにおける矢視Y30の斜め上方から見た部分斜視図である。
図32は、図30DにおけるA部拡大図である。
【発明を実施するための形態】
【0010】
本発明の実施の形態に係る加工位置割付方法及び板金加工方法について、板金加工システムSTが実行する加工位置割付動作及び板金加工により説明する。
以下の説明において、残材に対し、切り出した製品の下側を支持するための支持突起のみを形成するモードAを、実施例1として説明する。また、残材に対し、支持突起部に加えて、切り出した製品の水平方向の移動を規制するために上方に向け突出するブリッジ状の移動規制突起部も併せて形成するモードBを、実施例2として説明する。また、残材に対し、特許文献2に記載された、切り出した製品の支持と移動規制との両方の機能を併せ持つ移動規制突起部(以下、複合突起部と称する)を形成するモードCを、実施例3として説明する。すなわち、
実施例1:支持突起部のみの場合(モードA)
実施例2:支持突起部+移動規制突起部の場合(モードB)
実施例3:複合突起部の場合(モードC)
である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
自動搬送車
14日前
株式会社アマダ
レーザ光源ユニット及びレーザ光源モジュール
29日前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
今日
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス金型
24日前
川崎重工業株式会社
プレス用金型
6か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ紡織株式会社
金型装置
15日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社サンテック
ヘミング加工方法
5か月前
石田鉄工株式会社
格子状製品の製造方法
28日前
株式会社小矢部精機
膜厚制御装置
2か月前
川崎重工業株式会社
金型形状の選定方法
6か月前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
5か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
15日前
冨士発條株式会社
プレス成形方法
4か月前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
株式会社アマダ
金型交換装置
5か月前
株式会社アマダ
金型交換装置
6か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
5か月前
本田技研工業株式会社
プレス成形方法
5か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
本田技研工業株式会社
プレス成形方法
5か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
ニデック株式会社
金型及びプレス加工装置
15日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ