TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024037204
公報種別
公開特許公報(A)
公開日
2024-03-19
出願番号
2022141839
出願日
2022-09-07
発明の名称
管用タップ
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23G
5/06 20060101AFI20240312BHJP(工作機械;他に分類されない金属加工)
要約
【課題】テーパ部のめねじ形状の精度を変えることなく、ねじ加工時に発生する切削トルクを減少させる管用タップを提供することを課題とする。
【解決手段】
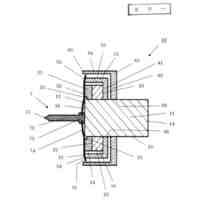
少なくとも、中心軸O1方向に沿って直径が増大する食い付き部2と、食い付き部2に連続して形成される完全山部3と、食い付き部2および完全山部3において中心軸O1方向と平行に形成される溝部5と、を有する管用タップ1として、食い付き部2の切れ刃および完全山部3の第1ピッチの切れ刃3Aにはバックテーパを設けない。さらに、完全山部3の第2ピッチおよび第3ピッチの切れ刃3B,3Cもバックテーパを設けない。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも、軸方向に沿って直径が増大する食い付き部と、前記食い付き部に連続して形成される完全山部と、前記食い付き部および完全山部において形成される溝部と、を有する管用タップであり、前記食い付き部の切れ刃および前記完全山部の第1ピッチの切れ刃には、完全山部の第2ピッチ以降の切れ刃にのみバックテーパを有することを特徴とする管用タップ。
続きを表示(約 69 文字)
【請求項2】
前記完全山部の第4ピッチ以降の切れ刃にのみバックテーパを有することを特徴とする請求項1に記載の管用タップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主に配管などに対してネジ加工を行う管用タップに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
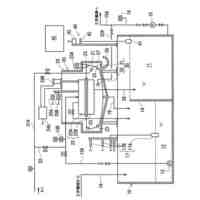
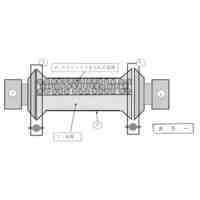
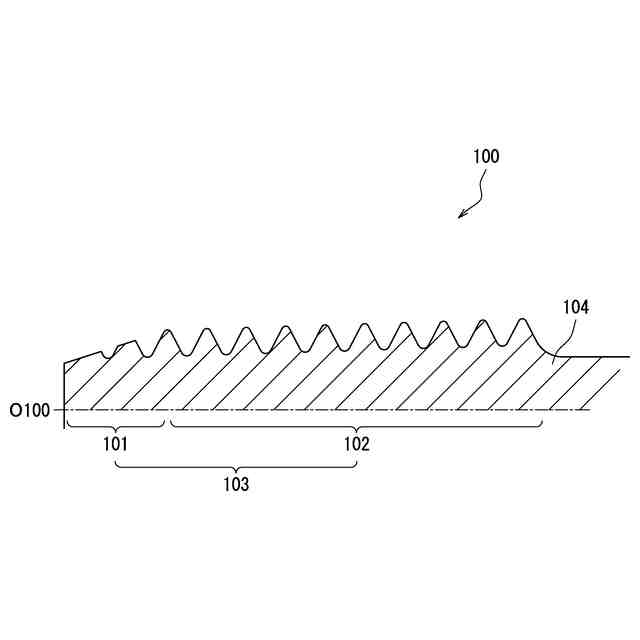
一般的な管用タップはネジ部全域において1/16のテーパ加工が施されている。つまり、タップの切れ刃には、タップの回転方向に向かうにしたがって径方向の寸法が増大する勾配(角度)が付いている。一般的なタップ100の中心軸O100(溝104)に沿った断面図を図3に示す。図3に示す様に、従来のタップ100のねじ部103において、食い付き部101および完全山部102のねじ山はタップ100の先端部である食い付き部101からシャンクへ向けて徐々に大きくなる、いわゆるフォーム上がりの形状によってねじ山が切削加工されることで形成される。
【0003】
また、平行ねじに対してテーパねじの加工は、切削加工時に発生するトルクが大きくなるので、このトルクを低減するためにインターラップしたタップが使用される場合がある。例えば、特許文献1には、代表的なインターラップしたタップが開示されている。このタップは、溝数を奇数として、各ランドのねじ山を一山とびに取り除いたラップであり、インターラップタップとも呼ばれている。
【先行技術文献】
【特許文献】
【0004】
特許第6581497号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、インターラップしたタップは、テーパ刃の接触面積が減少するので切削トルクは減少するが、テーパ刃の数が減るためにめねじの加工精度が低下する。特に、気密性を要求されるテーパタップでは、めねじの加工精度の低下が気密性の低下に直結するという問題があった。
【0006】
そこで、本発明はテーパ部のめねじ形状の精度を変えることなく、ねじ加工時に発生する切削トルクを減少させる管用タップを提供することを課題とする。
【課題を解決するための手段】
【0007】
前述した課題を解決するために、本発明の管用タップは、少なくとも、軸方向に沿って直径が増大する食い付き部、その食い付き部に連続して形成される完全山部、食い付き部および完全山部において形成される溝部を有する管用タップにおいて、完全山部の第2ピッチ以降の切れ刃にのみバックテーパを有することとした。または、完全山部の第4ピッチ以降の切れ刃にのみバックテーパを有することにしても構わない。
【発明の効果】
【0008】
本発明の管用タップは、テーパ部のめねじ形状の精度を変えることなく、ねじ加工時に発生する切削トルクを減少させるという効果を奏する。
【図面の簡単な説明】
【0009】
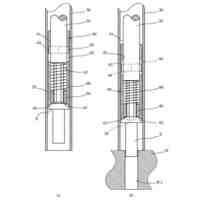
本発明の管用タップ1(第1実施形態)の断面図である。
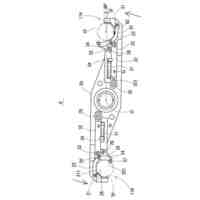
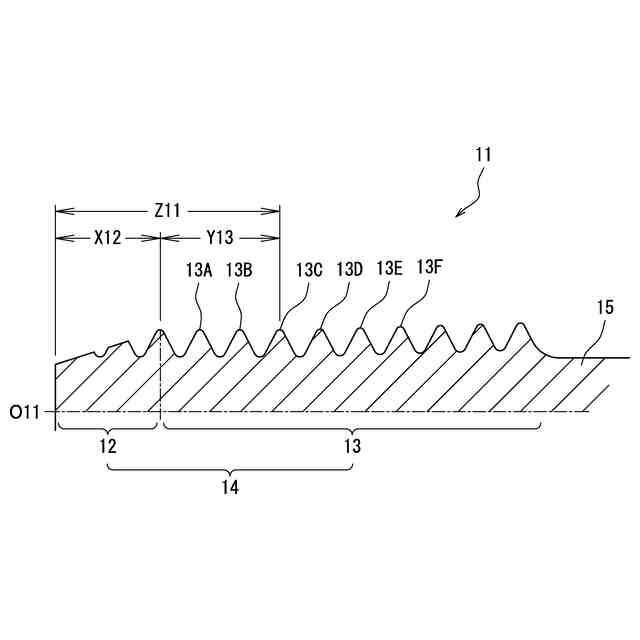
本発明の管用タップ11(第2実施形態)の断面図である。
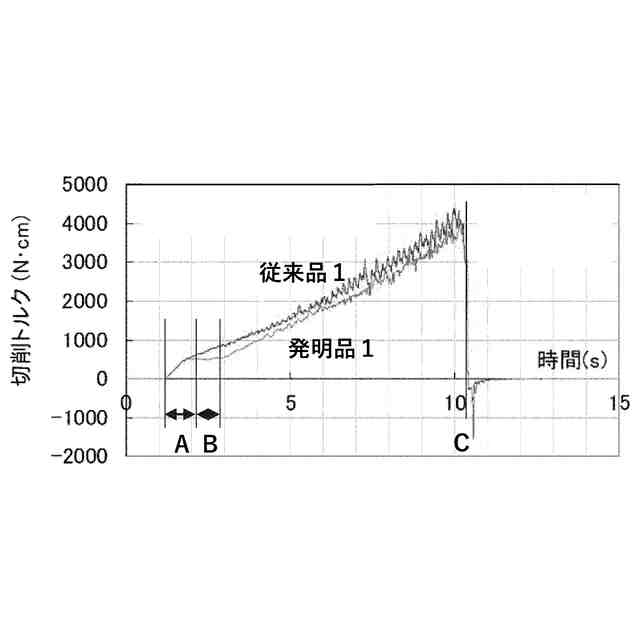
実施例1における発明品1および従来品1の切削トルク抵抗試験のグラフである。
実施例2における発明品2の切削加工時の振れ回り荷重を示すグラフである。
実施例2における発明品3の切削加工時の振れ回り荷重を示すグラフである。
実施例2における従来品2の切削加工時の振れ回り荷重を示すグラフである。
従来の管用タップ100の断面図である。
【発明を実施するための形態】
【0010】
本発明の管用タップの一実施形態について図面を用いて説明する。本発明の第1実施形態である管用タップ1の断面図(中心軸O1に平行である溝5に沿った断面)を図1、本発明の第2実施形態である管用タップ11の断面図(中心軸O11に平行である溝15に沿った断面)を図2にそれぞれ示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ロボット制御システム
11日前
株式会社不二越
熱処理装置及び金属製部材製造方法
5日前
日東精工株式会社
ねじ締め機
3か月前
津田駒工業株式会社
工作機械
1か月前
個人
低周波振動発生出力方法
24日前
日東精工株式会社
ねじ締め機
11日前
日東精工株式会社
着座確認装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
2か月前
株式会社日本ピット
ピット装置
4か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
4か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
26日前
株式会社コスメック
着脱装置
4日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
くびれ検出制御方法
6日前
株式会社ダイヘン
アーク溶接制御方法
6日前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
複合加工機
3か月前
株式会社不二越
管用タップ
1か月前
個人
クーラント装置
1か月前
ニフコプラント株式会社
ろ過装置
3か月前
株式会社不二越
ブローチ盤
4か月前
株式会社不二越
エンドミル
2か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社永木精機
埋設管窓開け工具
19日前
株式会社ダイヘン
アークスタート制御方法
4か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社NMC
水溶性切削液用フィルター
3か月前
株式会社不二越
歯車製造装置
1か月前
有限会社 ナプラ
接合材用金属粒子
14日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ