TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023183972
公報種別
公開特許公報(A)
公開日
2023-12-28
出願番号
2022097818
出願日
2022-06-17
発明の名称
アークスタート制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/067 20060101AFI20231221BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極式アーク溶接において、溶接開始時に溶接ワイヤと母材との短絡期間が長くなっても、良好なアークスタート性を得ること。
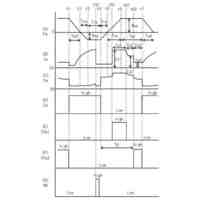
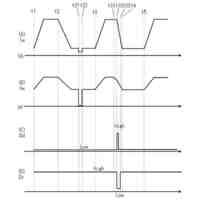
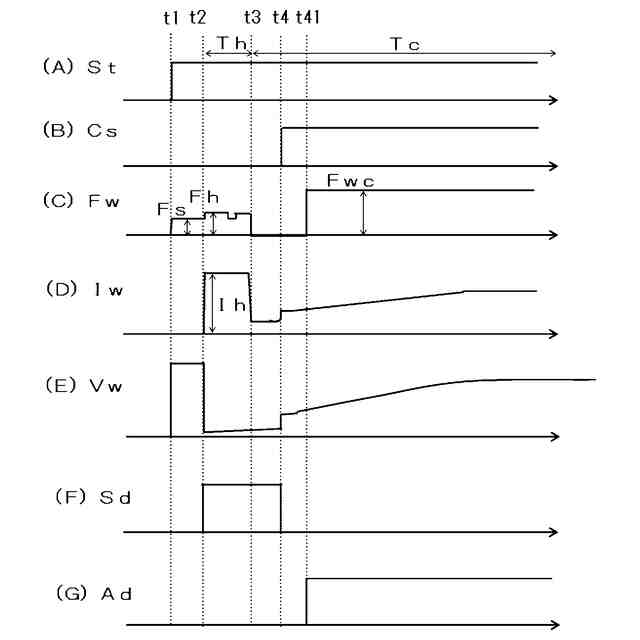
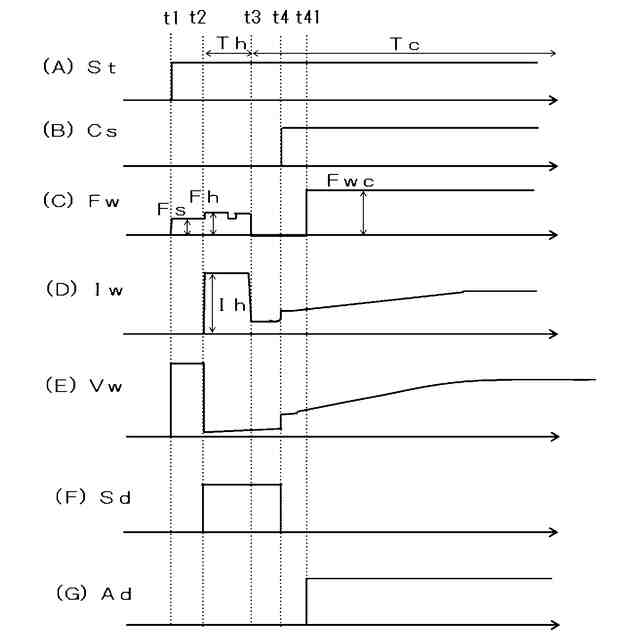
【解決手段】時刻t2に溶接ワイヤと母材とが短絡して溶接電流Iwが通電を開始するとホットスタート期間Thに入り、ホットスタート期間Th中はホットスタート電流Ihを通電すると共にホットスタート期間送給速度Fhで送給し、ホットスタート期間Thが終了すると定常期間に移行するアークスタート制御方法において、時刻t3に短絡の期間が基準時間以上になると溶断抑制期間Tmに入り、溶断抑制期間Tm中は50A程度の溶断抑制電流Imを通電すると共に1.0m/min程度の溶断抑制期間送給速度Fmで送給し、溶断抑制期間Tm中の時刻t4にアークが発生すると定常期間に移行する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接電源に溶接開始信号が入力されると前記溶接電源の出力及び溶接ワイヤの送給を開始し、前記溶接ワイヤと母材とが短絡して溶接電流が通電を開始するとホットスタート期間に入り、前記ホットスタート期間中はホットスタート電流を通電すると共に前記溶接ワイヤを定常送給速度よりも小さな値のホットスタート期間送給速度で送給し、前記ホットスタート期間が終了すると定常期間に移行するアークスタート制御方法において、
前記短絡の期間が基準時間以上になると溶断抑制期間に入り、前記溶断抑制期間中は前記ホットスタート電流よりも小さな値の溶断抑制電流を通電すると共に前記溶接ワイヤを前記ホットスタート期間送給速度よりも小さな値の溶断抑制期間送給速度で送給し、
前記溶断抑制期間中にアークが発生すると前記定常期間に移行する、
ことを特徴とするアークスタート制御方法。
続きを表示(約 140 文字)
【請求項2】
前記溶断抑制電流を100A以下にする、
ことを特徴とする請求項1に記載のアークスタート制御方法。
【請求項3】
前記溶断抑制期間送給速度を0として送給を停止する、
ことを特徴とする請求項1又は2に記載のアークスタート制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、良好なアークスタート性を得ることができる消耗電極式アーク溶接のアークスタート制御方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
溶接電源に溶接開始信号が入力されると溶接電源の出力及び溶接ワイヤの送給を開始し、溶接ワイヤと母材とが短絡して溶接電流が通電を開始するとホットスタート期間に入り、ホットスタート期間中はホットスタート電流を通電すると共に溶接ワイヤを定常送給速度よりも小さな値のホットスタート期間送給速度で送給し、ホットスタート期間が終了すると定常期間に移行するアークスタート制御方法が広く使用されている。
【0003】
ホットスタート期間中に溶接ワイヤと母材との短絡期間が長くなると、大電流値のホットスタート電流の通電によって溶接ワイヤの突き出し部は高温状態になっている。この状態で、アークが発生した直後に定常溶接電流を通電すると、アークが燃え上がりアーク長が長くなり過ぎてアーク切れが発生する場合が生じる。この問題に対処するために、特許文献1の発明では、短絡期間の長さが基準期間以上のとき、アークが発生した時点から溶接ワイヤの送給停止を継続すると共にホットスタート電流より低い燃上り抑制電流に移行してアークを所定期間継続する燃上り抑制期間を設けている。
【先行技術文献】
【特許文献】
【0004】
特許第4312999号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ホットスタート期間中に短絡期間が長くなると、ワイヤ突き出し部が高温状態になり軟化されて、アークが発生することなくワイヤ突き出し部が溶断されて無負荷状態となる場合が発生する。このような問題には従来技術では対処することができない。
【0006】
そこで、本発明では、消耗電極式アーク溶接において、溶接開始時の溶接ワイヤと母材との短絡期間が長くなっても、ワイヤ突き出し部の溶断による無負荷状態又はアーク切れの発生を抑制することができるアークスタート制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接電源に溶接開始信号が入力されると前記溶接電源の出力及び溶接ワイヤの送給を開始し、前記溶接ワイヤと母材とが短絡して溶接電流が通電を開始するとホットスタート期間に入り、前記ホットスタート期間中はホットスタート電流を通電すると共に前記溶接ワイヤを定常送給速度よりも小さな値のホットスタート期間送給速度で送給し、前記ホットスタート期間が終了すると定常期間に移行するアークスタート制御方法において、
前記短絡の期間が基準時間以上になると溶断抑制期間に入り、前記溶断抑制期間中は前記ホットスタート電流よりも小さな値の溶断抑制電流を通電すると共に前記溶接ワイヤを前記ホットスタート期間送給速度よりも小さな値の溶断抑制期間送給速度で送給し、
前記溶断抑制期間中にアークが発生すると前記定常期間に移行する、
ことを特徴とするアークスタート制御方法である。
【0008】
請求項2の発明は、
前記溶断抑制電流を100A以下にする、
ことを特徴とする請求項1に記載のアークスタート制御方法である。
【0009】
請求項3の発明は、
前記溶断抑制期間送給速度を0として送給を停止する、
ことを特徴とする請求項1又は2に記載のアークスタート制御方法である。
【発明の効果】
【0010】
本発明によれば、消耗電極式アーク溶接において、溶接開始時の溶接ワイヤと母材との短絡期間が長くなっても、ワイヤ突き出し部の溶断による無負荷状態又はアーク切れの発生を抑制することができるので、良好なアークスタート性を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
10日前
個人
低周波振動発生出力方法
23日前
個人
パワーデバイスの接合方法
2か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
着座確認装置
1か月前
株式会社コスメック
クランプ装置
2か月前
アズビル株式会社
溶接方法
1か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
25日前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
3日前
株式会社ダイヘン
アーク溶接制御方法
5日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
5日前
株式会社不二越
エンドミル
2か月前
個人
クーラント装置
1か月前
株式会社不二越
管用タップ
1か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社不二越
複合加工機
3か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車加工装置
20日前
有限会社 ナプラ
接合材用金属粒子
13日前
株式会社不二越
歯車製造装置
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
工機ホールディングス株式会社
工具
1か月前
株式会社FUJI
コレットチャック
2か月前
株式会社永木精機
埋設管窓開け工具
18日前
株式会社NMC
水溶性切削液用フィルター
3か月前
SUS株式会社
ナット挿入装置
1か月前
株式会社FUJI
ワーク加工システム
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ