TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024011835
公報種別
公開特許公報(A)
公開日
2024-01-25
出願番号
2022114108
出願日
2022-07-15
発明の名称
複合加工機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/12 20060101AFI20240118BHJP(工作機械;他に分類されない金属加工)
要約
【課題】長尺なワークの外周面に沿って形成された突出部を損傷することなく、突出部に隣接する位置に歯車を製造することが可能な複合加工機を提供することを目的とする。
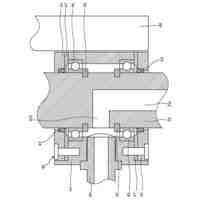
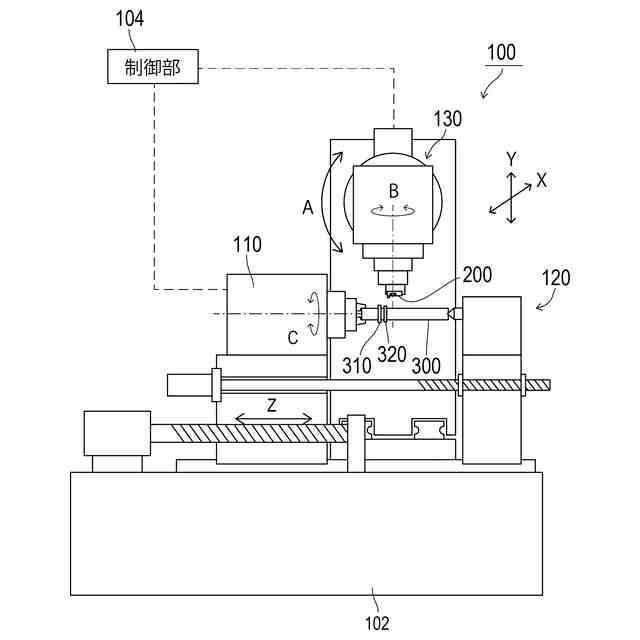
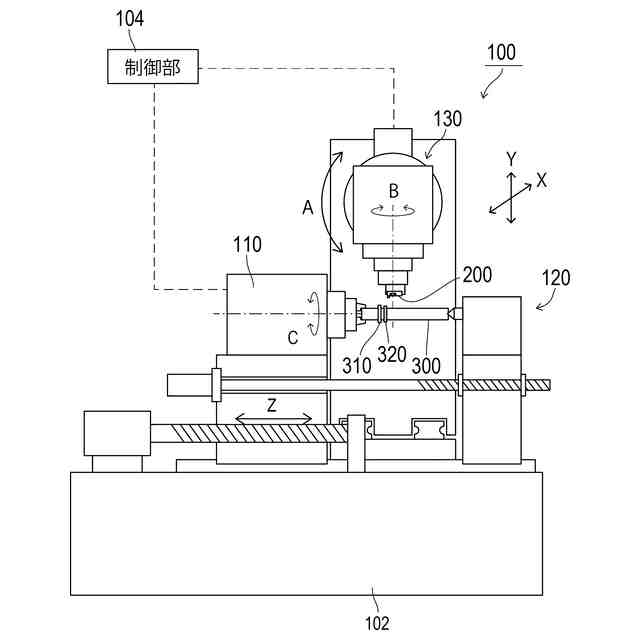
【解決手段】本発明の複合加工機100の構成は、突出部310を外周面に有する長尺なワーク300の外周面において、ワーク300の長手方向で突出部310に隣接する位置に歯車を成形する複合加工機100であって、ワーク300を回転可能に支持するワーク主軸110と、工具を支持する工具主軸130と、工具主軸130の軸に対してラジアル方向にワーク300を切削する姿勢で取り付けられた工具である切削チップ200と、を備え、ワーク主軸110と工具主軸130とを工具主軸130のラジアル方向に相対的に繰り返し移動させることにより突出部310に隣接する位置に歯車を成形する。
【選択図】図1
特許請求の範囲
【請求項1】
突出部を外周面に有する長尺なワークの前記外周面において、該ワークの長手方向で前記突出部に隣接する位置に歯車を成形する複合加工機であって、
前記ワークを回転可能に支持するワーク主軸と、
工具を支持する工具主軸と、
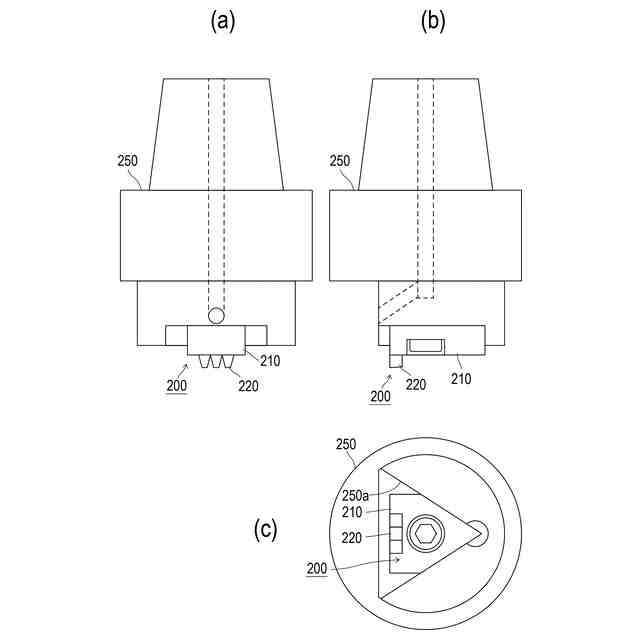
前記工具主軸の軸に対してラジアル方向に前記ワークを切削する姿勢で取り付けられた前記工具である切削チップと、
を備え、
前記ワーク主軸と前記工具主軸とを前記工具主軸のラジアル方向に相対的に繰り返し移動させることにより前記突出部に隣接する位置に前記歯車を成形することを特徴とする複合加工機。
続きを表示(約 360 文字)
【請求項2】
前記ワーク主軸および前記工具主軸の動作を制御する制御部をさらに備え、
前記制御部は、
前記ワークのうち前記歯車を成形する位置に前記切削チップが近づく方向に前記ワーク主軸と前記工具主軸とを相対移動させて前記ワークを切削する送り工程と、
前記切削チップが前記ワークから離れる方向に前記工具主軸を移動させて前記切削チップと前記ワークとを離間させる逃がし工程と、
前記ワーク主軸と前記工具主軸とを前記送り工程と反対方向に相対移動させて前記切削チップを前記送り工程の前の位置に戻す戻し工程と、
次の前記送り工程の切込量に合わせて前記切削チップが前記ワークに近づく方向に前記工具主軸を移動させる切込み工程とを繰り返すことを特徴とする請求項1に記載の複合加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、突出部を有する長尺なワークの突出部に隣接する位置に歯車を成形する複合加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、NC旋盤のような旋削加工が可能な装置と、スカイビング加工が可能な装置とを一体化した複合加工機が実用化されている。複合加工機を用いて行う加工の1つとして、ワークの外周面に歯車を創成する場合がある。
【0003】
厳密には複合加工機ではないが、例えば特許文献1には、「工作機械の回転主軸に着脱可能に設けられる工具本体と、前記工具本体に設けられ、旋削位置である先端が前記回転主軸の軸線と同軸上に設けられる旋削用切れ刃と、を備える、旋削用工具」が開示されている。特許文献1では、旋削用工具を用いて筒状の工作物Wの外周面を切削加工し、その後、切削加工した外周面に歯車を創成している。
【先行技術文献】
【特許文献】
【0004】
特開2020-23001号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ワークが長尺であって、加工位置がワークの端部から離れている場合(ワークの中途位置に加工する場合)には、シェーパ加工を用いるとシャンクが長くなりすぎて工作精度が低下する。この場合はスカイビング加工を採用することが考えられるが、さらに加工位置の近傍に周状等の突出部を有する場合がある。スカイビング加工では、加工条件に基づいてスカイビングカッタが切削後に抜けるために必要な距離が算出されるが、突出部に隣接する歯車の位置がその算出された距離よりも近い場合、スカイビングカッタが抜ける際に突出部が削られてしまう。このため特許文献1の技術は、長尺なワークの突出部に隣接する位置に歯車を製造する際には適用することができず、更なる改善の余地があった。
【0006】
本発明は、上記事情に鑑み、長尺なワークの外周面に沿って形成された突出部を損傷することなく、突出部に隣接する位置に歯車を製造することが可能な複合加工機を提供することを目的としている。
【課題を解決するための手段】
【0007】
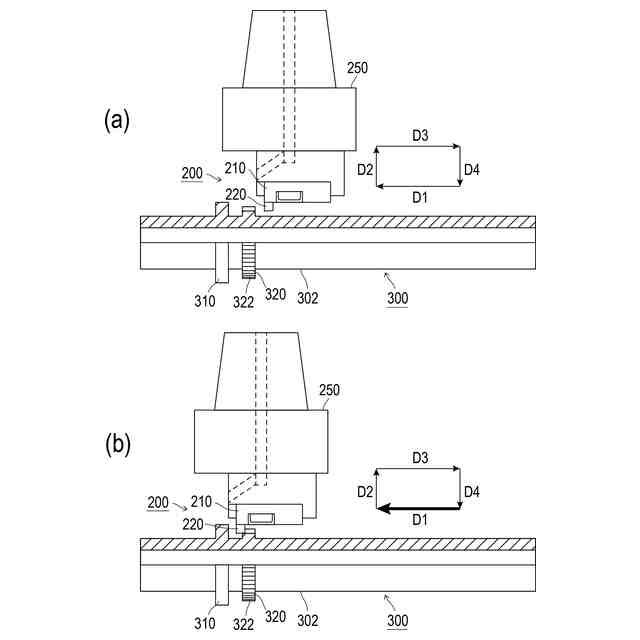
上記課題を解決するために、本発明の複合加工機の代表的な構成は、突出部を外周面に有する長尺なワークの外周面において、ワークの長手方向で突出部に隣接する位置に歯車を成形する複合加工機であって、ワークを回転可能に支持するワーク主軸と、工具を支持する工具主軸と、工具主軸の軸に対してラジアル方向にワークを切削する姿勢で取り付けられた工具である切削チップと、を備え、ワーク主軸と工具主軸とを工具主軸のラジアル方向に相対的に繰り返し移動させることにより突出部に隣接する位置に歯車を成形する。
【0008】
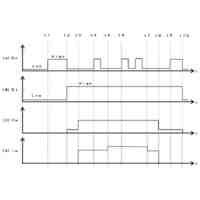
上記複合加工機は、ワーク主軸および工具主軸の動作を制御する制御部をさらに備え、制御部は、ワークのうち歯車を成形する位置に切削チップが近づく方向にワーク主軸と工具主軸とを相対移動させてワークを切削する送り工程と、切削チップがワークから離れる方向に工具主軸を移動させて切削チップとワークとを離間させる逃がし工程と、ワーク主軸と工具主軸とを送り工程と反対方向に相対移動させて切削チップを送り工程の前の位置に戻す戻し工程と、次の送り工程の切込量に合わせて切削チップがワークに近づく方向に工具主軸を移動させる切込み工程とを繰り返すとよい。
【発明の効果】
【0009】
本発明によれば、長尺なワークの外周面に沿って形成された突出部を損傷することなく、突出部に隣接する位置に歯車を製造することが可能な複合加工機を提供することができる。
【図面の簡単な説明】
【0010】
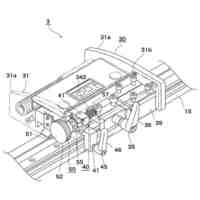
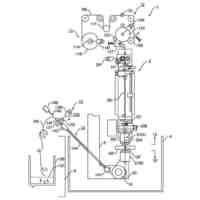
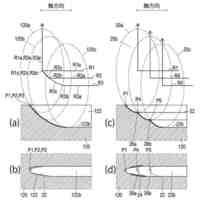
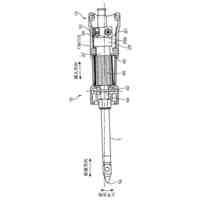
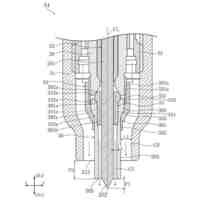
本実施形態にかかる複合加工機の構成を概略的に説明する図である。
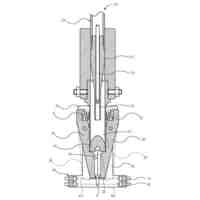
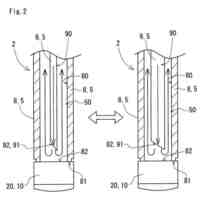
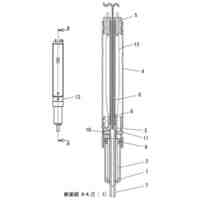
図1に示す切削チップの概略的な三面図である。
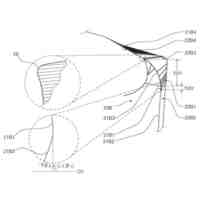
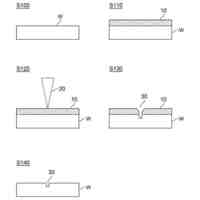
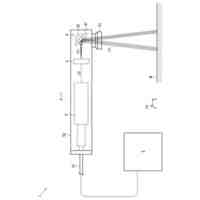
本実施形態の複合加工機による歯車の成形について説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電気抵抗溶接用電極
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ろう付け装置
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
チャックユニット
3か月前
株式会社不二越
ドリル
2か月前
菅機械産業株式会社
測長装置
2か月前
株式会社コスメック
着脱装置
4か月前
日東精工株式会社
チャックユニット
1か月前
有限会社ハラダ印刷
穿孔機用案内板
18日前
株式会社MOLDINO
ドリル
2日前
株式会社ダイヘン
くびれ検出制御方法
16日前
日進工具株式会社
被覆切削工具
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
ダイハツ工業株式会社
冷却構造
3か月前
福井県
マルチマテリアルの点接合構造
18日前
株式会社ダイヘン
回転アーク溶接方法
1か月前
津根精機株式会社
鉄筋切断装置
12日前
株式会社ソディック
ワイヤ放電加工装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社向洋技研
スポットネジ及び電極
18日前
株式会社不二越
管用タップ
4か月前
個人
交換式給油ブラシの切削油の給油器
9日前
国立大学法人 東京大学
加工方法
2か月前
第一システム株式会社
切粉検査装置
1か月前
株式会社不二越
歯車製造装置
3か月前
株式会社ダイヘン
溶接トーチ
3か月前
株式会社ダイヘン
被覆アーク溶接制御方法
3か月前
トヨタ自動車株式会社
積層造形方法
3か月前
白光株式会社
ツイーザー装置
3か月前
株式会社進和
肉盛加工ノズル
13日前
株式会社ダイヘン
溶接トーチ
3か月前
アポロ精工株式会社
はんだ付けパイプ
2か月前
日本精工株式会社
クランプ機構
3か月前
株式会社IHI検査計測
表面処理装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ