TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024091007
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022207254
出願日
2022-12-23
発明の名称
チャックユニット
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20240627BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、閉鎖部材が位置ずれしないチャックユニットの提供をする。
【解決手段】
所定の締結工具が挿通されるチャック本体と、前記チャック本体に揺動自在に装着されるとともに、前記締結工具の軸線上に締結部品を保持可能な保持孔が分割形成された一対のチャック爪を備えるチャックユニットにおいて、前記保持孔は、締結部品の頭部外径より大きい穴径に構成されており、その先端に締結部品の頭部外径より小さく脚部外径より大きい穴径のガイド孔が連続しているとともに、前記締結部品の脚部がガイド孔の先端から突出した寸法を測定可能な長さ測定手段を備えることを特徴とするチャックユニットによる。
【選択図】図4
特許請求の範囲
【請求項1】
所定の締結工具が挿通されるチャック本体と、
前記チャック本体に揺動自在に装着されるとともに、前記締結工具の軸線上に締結部品を保持可能な保持孔が分割形成された一対のチャック爪を備えるチャックユニットにおいて、
前記保持孔は、締結部品の頭部外径より大きい穴径に構成されており、その先端に締結部品の頭部外径より小さく脚部外径より大きい穴径のガイド孔が連続しているとともに、前記締結部品の脚部がガイド孔の先端から突出した寸法を測定可能な長さ測定手段を備えることを特徴とするチャックユニット。
続きを表示(約 330 文字)
【請求項2】
前記長さ測定手段は、ガイド孔の延長線上にレーザ光を投光する光学センサを備えていることを特徴とする請求項1に記載のチャックユニット。
【請求項3】
前記光学センサが複数個設けられていることを特徴とする請求項2に記載のチャックユニット。
【請求項4】
前記光学センサは、複数本のレーザ光を所定の間隔毎に投光可能に構成されていることを特徴とする請求項2に記載のチャックユニット。
【請求項5】
前記チャック爪の先端部には、前記ガイド孔に直交する切欠き溝が形成されており、前記光学センサから投光されたレーザ光の内少なくとも一本が前記切欠き溝を通過していることを特徴とする請求項2に記載のチャックユニット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、供給された締結部品を締結工具の軸線上に一旦保持するチャックユニットに関する
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、所定の部品供給装置から圧送されたねじを作業機の締結工具の移動経路上に保持するチャックユニットとして特許文献1に開示されるものが知られている。このようなチャックユニットは、締結工具の移動経路上に配置されるチャック本体と、このチャック本体に揺動自在に保持された一対のチャック爪と、チャック爪にねじを供給するスイングパイプを備えており、前記スイングパイプには、外部の部品供給手段まで連続する部品ねじ供給ホースが連続していた。また、前記スイングパイプは、チャック爪の揺動面から離反する方向に旋回可能に構成されていた。これら構造により、外部の部品供給装置から圧送されたねじがスイングパイプを通り、チャック爪まで供給された後、前記締結工具が前進してスイングパイプを旋回させることにより、チャック爪に保持された締結工具がねじと接触することが可能であった。その後、さらに前進した締結部品がチャック爪を揺動させることにより、ねじを被締結部材に締結することが可能であった。
【先行技術文献】
【特許文献】
【0003】
特開2013-107159号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前記チャックユニット200は、部品供給装置から供給された締結部品を締結工具の軸線上に保持するのみであった。このため、不良品の締結部品が供給されたり、異なる長さの締結部品に段替えした直後、前記部品ねじ供給ホース内に残留していた前段の締結部品が供給されたり等、チャックユニットに異常な長さの締結部品が供給されてもこれを検出できず、締結不良等を防止できないという問題があった。
【0005】
そのため、本発明は、部品供給装置から供給された締結部品の長さを測定可能なチャックユニットの提供を目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記課題に鑑みて創生されたものであり、所定の締結工具が挿通されるチャック本体と、前記チャック本体に揺動自在に装着されるとともに、前記締結工具の軸線上に締結部品を保持可能な保持孔が分割形成された一対のチャック爪を備えるチャックユニットにおいて、前記保持孔は、締結部品の頭部外径より大きい穴径に構成されており、その先端に締結部品の頭部外径より小さく脚部外径より大きい穴径のガイド孔が連続しているとともに、前記締結部品の脚部がガイド孔の先端から突出した寸法を測定可能な長さ測定手段を備えることを特徴とする。なお、前記長さ測定手段は、ガイド孔の延長線上にレーザ光を投光する光学センサを備えていることが好ましい。また、前記光学センサが複数個設けられていることが好ましい。さらに、前記光学センサは、複数本のレーザ光を所定の間隔毎に投光可能に構成されていることが好ましい。しかも、前記チャック爪の先端部には、前記ガイド孔に直交する切欠き溝が形成されており、前記光学センサから投光されたレーザ光の内少なくとも一本が前記切欠き溝を通過していることが好ましい。
【発明の効果】
【0007】
本発明のチャックユニットは、供給されたねじの長さを測定する長さ測定手段を有している。このため、混入した長さの異なるねじを締結することが防止可能等の利点を有する。なお、前記長さ測定手段がレーザ光を投光する光学センサから構成されるため、従来既知のチャックユニットから大きく構造を変化させる必要なく、既に工場等で使用されているチャックユニットにも容易に後付けすることが可能等の利点もある。また、前記光学センサが複数個設けられている場合や、光学センサが複数本のレーザ光を所定の間隔毎に投光可能な構成である場合、ねじがレーザ光を遮断した本数から正確な締結部品の長さを測定可能等の利点を有する。しかも、チャック爪の先端部にガイド孔に直交する切欠き溝が形成されており、前記光学センサから投光されたレーザ光の内少なくとも一本が前記切欠き溝を通過しているため、ガイド孔より短いねじであっても長さ測定可能等の利点も有する。
【図面の簡単な説明】
【0008】
本発明に係るねじ締め装置の構造を示す側面図である。
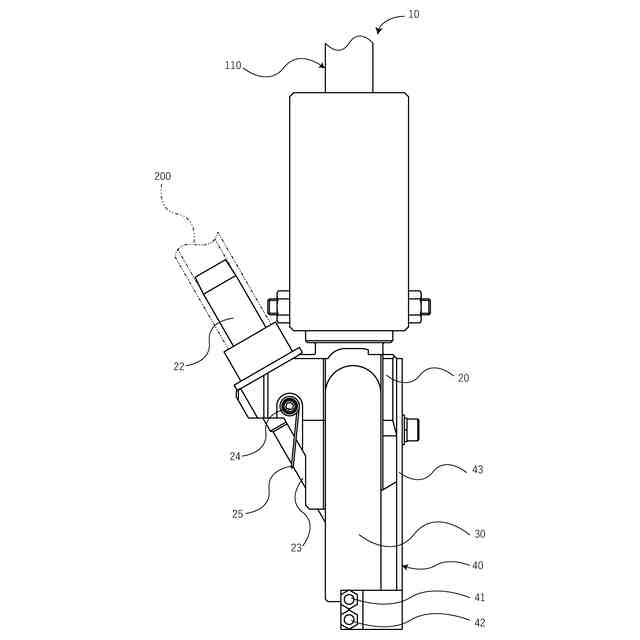
本発明に係るチャックユニットの構造を示す側面図である。
本発明に係るチャックユニットの構造を示す一部断面側面図である。
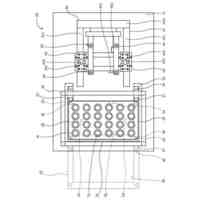
本発明に係るチャックユニットの構造を示す図3のA―A線断面正面図
本発明に係るチャックユニットの他の実施形態本発明を示す一部断面正面図
本発明に係るチャックユニットの他の実施形態本発明を示す一部断面正面図
【発明を実施するための形態】
【0009】
以下、図面に基づき本発明の実施の形態を説明する。図1ないし図4において10は、作業機の一例であるねじ締め機100に用いられるチャックユニットである。このチャックユニット10のほとんどは、前記特許文献1に記載のチャックユニットと同様に構成されている。すなわち、本発明のチャックユニット10は、上下方向に伸びる締結工具110の移動経路上に設置されるチャック本体20と、このチャック本体20に揺動自在に支持される一対のチャック爪30,30と、チャック爪30,30と外部の部品供給装置(図示せず)とを連通させるスイングパイプ23とから構成されている。なお、前記部品供給装置は、特開平9-234635号公報等に記載された従来既知の部品供給装置であり、締結部品の一例であるねじSをチャックユニット10まで伸びるねじ供給ホース200を通じて圧送するように構成されている。また、ねじSは、脚部の長さが12mmの小ねじとする。
【0010】
本実施形態において、ねじ締め機100は、前記締結工具110の一例として、略円筒形状に構成されたスクリューガイド111および当該スクリューガイド111内に収容されるドライバビット112を備えたツールユニット113と、このツールユニット113を前記締結工具110の軸線方向に移動させる位置制御機構114と、これらツールユニット113および位置制御機構114の駆動を制御する制御部(図示せず)を備えており、制御部には、後述する負圧発生手段や部品供給装置等の外部装置が接続されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
供給装置
1か月前
日東精工株式会社
座金組込みねじ
4日前
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
14日前
株式会社ダイヘン
積層造形溶接方法
18日前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
積層コア
2か月前
株式会社ナベヤ
締結装置
18日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
26日前
オークマ株式会社
工作機械
4日前
オークマ株式会社
診断装置
4日前
株式会社メドメタレックス
ドリル
2か月前
トヨタ自動車株式会社
位相測定方法
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
18日前
株式会社不二越
工具の製造方法
2か月前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
ユニオンツール株式会社
ボールエンドミル
4日前
三菱マテリアル株式会社
表面被覆切削工具
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ