TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031412
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137629
出願日
2023-08-25
発明の名称
ボールエンドミル
出願人
ユニオンツール株式会社
代理人
個人
主分類
B23C
5/10 20060101AFI20250228BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具先端部を使用する金型の底面などの工具回転軸に直交する平面の切削加工において、光沢性に優れた加工面が得られ、磨き工程の省略若しくは磨き加工工数を低減することができる仕上げ加工に好適なボールエンドミルを提供することを目的とする。
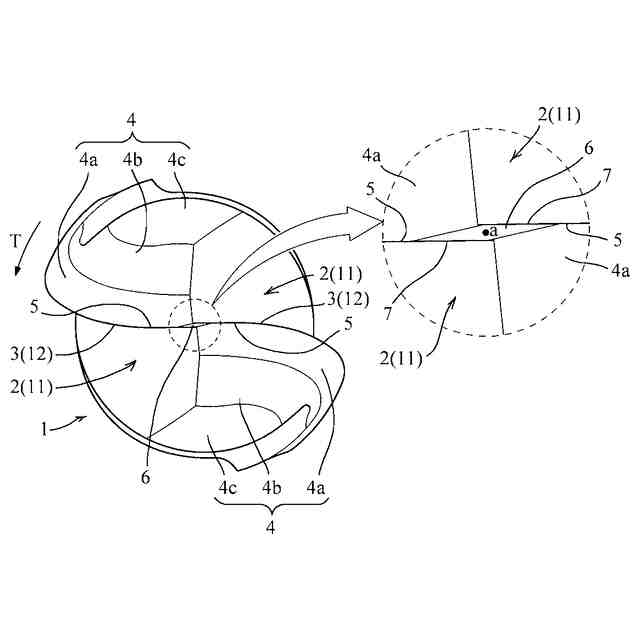
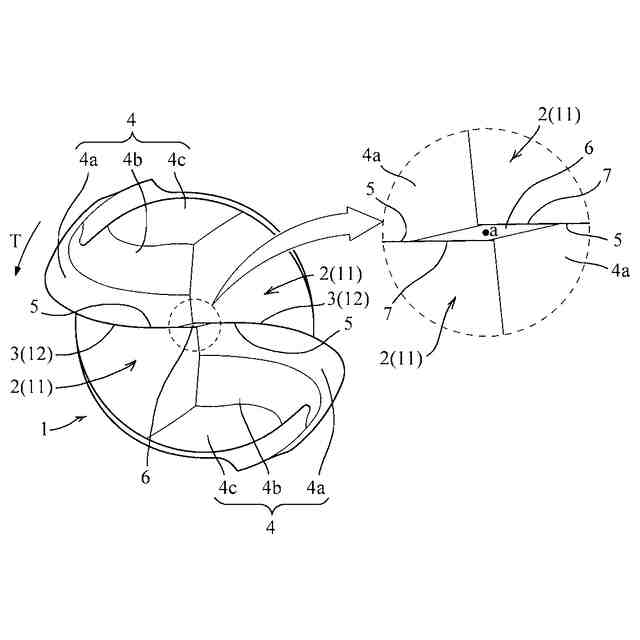
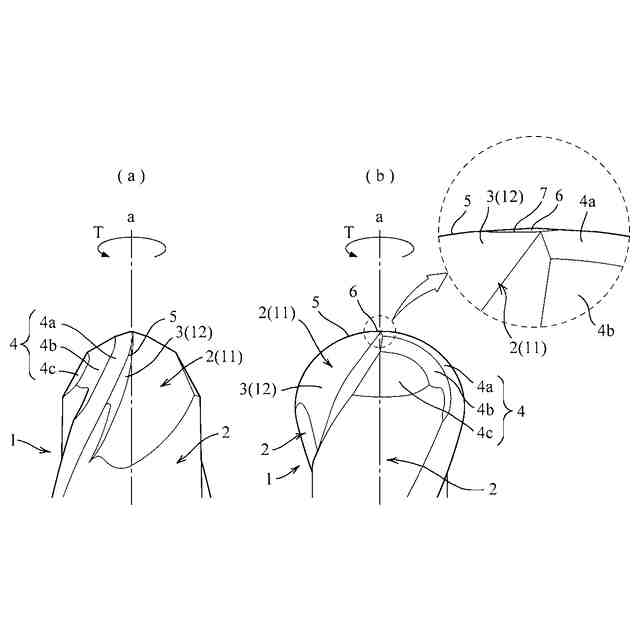
【解決手段】工具本体1の外周に、先端で開放され工具先端側から工具基端側に向かう複数の切り屑排出溝2が形成され、この切り屑排出溝2のすくい面3と前記工具本体1の先端逃げ面4との交差稜線部にそれぞれボール刃5が設けられたボールエンドミルであって、工具先端部に工具本体1の工具回転軸aに対して交差する凸状の先端面6が設けられ、この先端面6とすくい面3との交差稜線部はボール刃5に連設される中心側切れ刃7に構成されているボールエンドミル。
【選択図】図1
特許請求の範囲
【請求項1】
工具本体の外周に、先端で開放され工具先端側から工具基端側に向かう複数の切り屑排出溝が形成され、この切り屑排出溝のすくい面と前記工具本体の先端逃げ面との交差稜線部にそれぞれボール刃が設けられたボールエンドミルであって、工具先端部に前記工具本体の工具回転軸に対して交差する凸状の先端面が設けられ、この先端面と前記すくい面との交差稜線部は前記ボール刃に連設される中心側切れ刃に構成されていることを特徴とするボールエンドミル。
続きを表示(約 2,200 文字)
【請求項2】
請求項1記載のボールエンドミルにおいて、前記先端面は、前記工具回転軸に対して180度回転対称に設けられた一対の前記ボール刃のそれぞれの前記先端逃げ面の間に該先端逃げ面及びそれぞれの前記すくい面と連設するように設けられていることを特徴とするボールエンドミル。
【請求項3】
請求項2記載のボールエンドミルにおいて、前記先端面は、前記工具回転軸を含み、工具先端視において、前記工具回転軸近傍を通る前記一対のボール刃の一方に連設される一方の前記中心側切れ刃上の任意の点と、他方に連設される他方の前記中心側切れ刃上の任意の点とを直線的に結ぶプロファイルが山型形状になるように構成されていることを特徴とするボールエンドミル。
【請求項4】
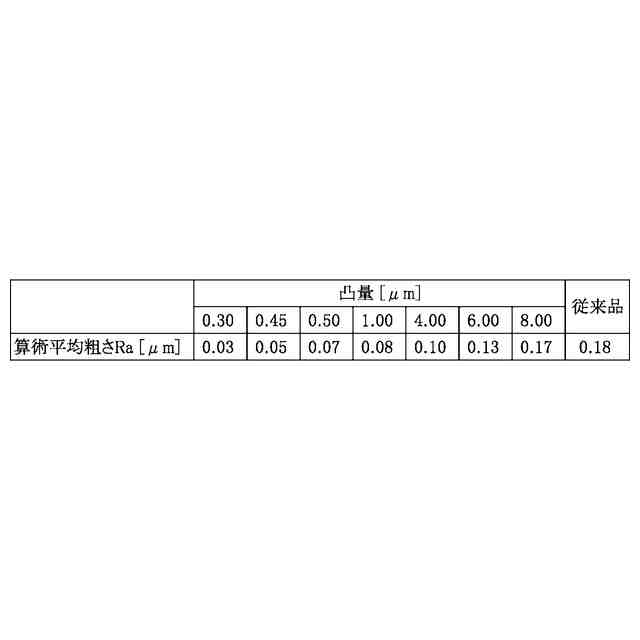
請求項3記載のボールエンドミルにおいて、前記先端面は、前記工具回転軸を含み、工具先端視において、前記一対のボール刃の一方に連設される一方の前記中心側切れ刃と前記先端面と一方の前記先端逃げ面とで形成される一方の稜線との交点と、他方に連設される他方の前記中心側切れ刃と前記先端面と他方の前記先端逃げ面とで形成される他方の前記稜線との交点とを直線的に結ぶプロファイルが山型形状になるように構成され、さらに、前記山型形状の最大高さが6μm以下となるように構成されていることを特徴とするボールエンドミル。
【請求項5】
請求項1~4いずれか1項に記載のボールエンドミルにおいて、前記中心側切れ刃は、前記工具回転軸付近まで設けられていることを特徴とするボールエンドミル。
【請求項6】
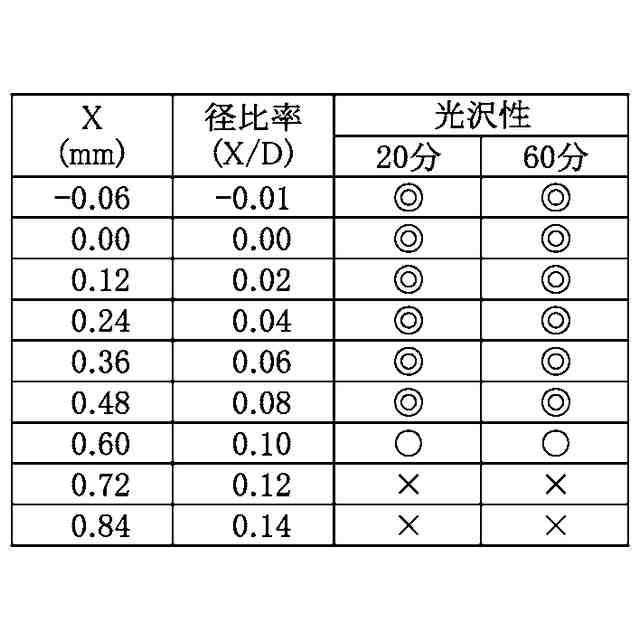
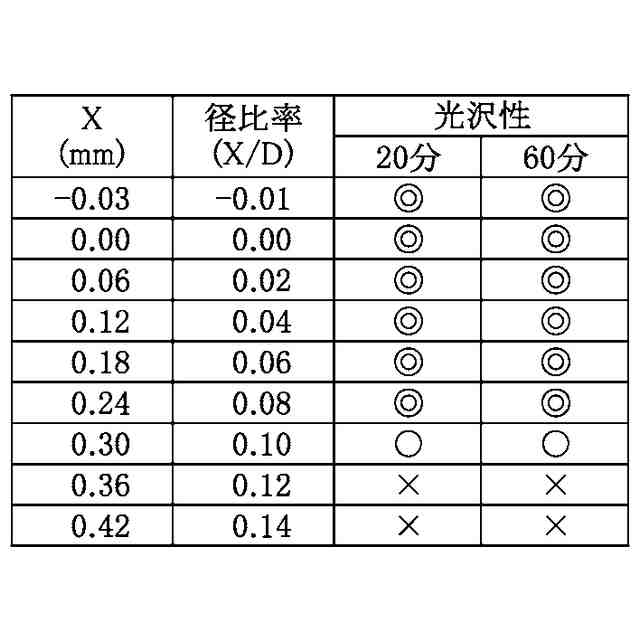
請求項1~4いずれか1項に記載のボールエンドミルにおいて、前記先端面は前記先端逃げ面と連設しており、また、この先端面は、工具先端視において、前記工具回転軸を通る前記中心側切れ刃若しくは前記中心側切れ刃の延長線の垂線に対して、前記中心側切れ刃が連設する前記ボール刃側を正側とし、その反対側を負側とした場合、下記2の交点P2が、前記負側に存するか、若しくは下記1の交点P1と前記交点P2との前記中心側切れ刃に沿う方向での離隔距離が工具外径の0%以上10%以下となる前記正側に存するか、いずれかとなるように設けられていることを特徴とするボールエンドミル。
記1
交点P1:工具先端視において、中心側切れ刃若しくは中心側切れ刃の延長線と、工具回転軸を通る前記中心側切れ刃若しくは前記中心側切れ刃の前記延長線の垂線との交点
記2
交点P2:工具先端視において、先端面と先端逃げ面とで形成される稜線のうちボール刃から遠い側の稜線と、このボール刃と該ボール刃に連設される中心側切れ刃を有する切り屑排出溝の先端の縁との交点
【請求項7】
請求項5記載のボールエンドミルにおいて、前記先端面は前記先端逃げ面と連設しており、また、この先端面は、工具先端視において、前記工具回転軸を通る前記中心側切れ刃若しくは前記中心側切れ刃の延長線の垂線に対して、前記中心側切れ刃が連設する前記ボール刃側を正側とし、その反対側を負側とした場合、下記2の交点P2が、前記負側に存するか、若しくは下記1の交点P1と前記交点P2との前記中心側切れ刃に沿う方向での離隔距離が工具外径の0%以上10%以下となる前記正側に存するか、いずれかとなるように設けられていることを特徴とするボールエンドミル。
記1
交点P1:工具先端視において、中心側切れ刃若しくは中心側切れ刃の延長線と、工具回転軸を通る前記中心側切れ刃若しくは前記中心側切れ刃の前記延長線の垂線との交点
記2
交点P2:工具先端視において、先端面と先端逃げ面とで形成される稜線のうちボール刃から遠い側の稜線と、このボール刃と該ボール刃に連設される中心側切れ刃を有する切り屑排出溝の先端の縁との交点
【請求項8】
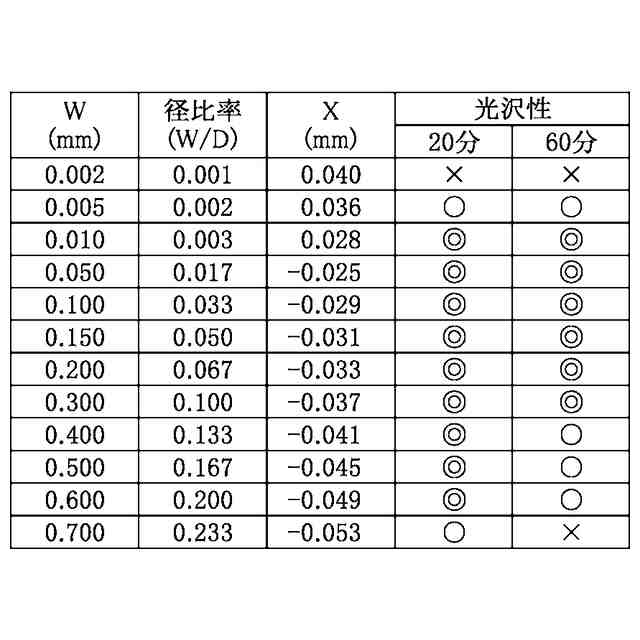
請求項1~4いずれか1項に記載のボールエンドミルにおいて、前記先端面は、工具先端視において、前記先端面と前記工具回転軸に対して180度回転対称に設けられた一対の前記ボール刃のそれぞれの前記先端逃げ面とで形成される二本の稜線の対向間隔を該先端面の幅Wとし、前記先端面は、前記幅Wが、0.005mm≦W≦0.2D(D:工具外径)となるように構成されていることを特徴とするボールエンドミル。
【請求項9】
請求項5記載のボールエンドミルにおいて、前記先端面は、工具先端視において、前記先端面と前記工具回転軸に対して180度回転対称に設けられた一対の前記ボール刃のそれぞれの前記先端逃げ面とで形成される二本の稜線の対向間隔を該先端面の幅Wとし、前記先端面は、前記幅Wが、0.005mm≦W≦0.2D(D:工具外径)となるように構成されていることを特徴とするボールエンドミル。
【請求項10】
請求項6記載のボールエンドミルにおいて、前記先端面は、工具先端視において、前記先端面と前記工具回転軸に対して180度回転対称に設けられた一対の前記ボール刃のそれぞれの前記先端逃げ面とで形成される二本の稜線の対向間隔を該先端面の幅Wとし、前記先端面は、前記幅Wが、0.005mm≦W≦0.2D(D:工具外径)となるように構成されていることを特徴とするボールエンドミル。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボールエンドミルに関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ボールエンドミルは、金型加工や部品加工の分野において広く用いられ、工具先端に回転軌跡が半球状となる円弧状のボール刃を備えるものであり、すくい角や逃げ角が適宜に設計されたボール刃で複雑な形状の曲面や金型の抜き勾配面(傾斜平面)などを切削加工することで良好な加工面を得ることが可能である。
【0003】
しかしながら、ボールエンドミルの先端部分(円弧状ボール刃の頂部とその近傍)においてはボール刃の外周側部分に比べて切削性が劣り、金型の底面などの工具回転軸に直交する平面加工において良好な加工面を得ることが困難であるという問題があった。
【0004】
そこで、これまで、特許文献1に示すような、金型の底面などの工具回転軸に直交する平面加工においても光沢のある良好な加工面を得ることを目的とした仕上げ用ボールエンドミルが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-233311号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1のボールエンドミルは、2刃のボール刃が心上がりの位置に配され、かつ、2刃のボール刃の逃げ面で構成されるチゼルエッジのチゼル角が155度以上に設定され、若しくは、ボ-ル刃にギャッシュで形成された2刃のすくい面内縁の間隔とチゼルエッジ長さとの比が1/7~1/3に設定され、チゼルエッジによる切削作用により金型の底面などの工具回転軸に直交する平面を切削加工するものである。
【0007】
しかしながら、チゼルエッジを備えたボールエンドミル自体は従前から一般に広く用いられているものであり、このチゼルエッジはボール刃の逃げ面同士が大きな鈍角で交差する交差稜線であるため、そのすくい角は大きい負のすくい角をなし、加工面にむしれを発生させるため、上記特許文献1に開示されるようにチゼルエッジが配される角度(チゼル角)や長さを適宜の値に調整しても、磨き工程(仕上げ処理)を省くことができるほどの光沢性に優れた加工面(平面)を得ることは難しく、そのため、切削加工後に磨き工程(仕上げ処理)を行わなければならないのが現状である。
【0008】
本発明は、このような現状に鑑みなされたもので、工具先端部を使用する金型の底面などの工具回転軸に直交する平面の切削加工において、光沢性に優れた加工面が得られ、磨き工程の省略若しくは磨き加工工数を低減することができる仕上げ加工に好適なボールエンドミルを提供することを目的とする。
【課題を解決するための手段】
【0009】
添付図面を参照して本発明の要旨を説明する。
【0010】
工具本体1の外周に、先端で開放され工具先端側から工具基端側に向かう複数の切り屑排出溝2が形成され、この切り屑排出溝2のすくい面3と前記工具本体1の先端逃げ面4との交差稜線部にそれぞれボール刃5が設けられたボールエンドミルであって、工具先端部に前記工具本体1の工具回転軸aに対して交差する凸状の先端面6が設けられ、この先端面6と前記すくい面3との交差稜線部は前記ボール刃5に連設される中心側切れ刃7に構成されていることを特徴とするボールエンドミルに係るものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
27日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2日前
有限会社 ナプラ
金属粒子
22日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
12日前
株式会社ナベヤ
締結装置
1か月前
ブラザー工業株式会社
工作機械
今日
ブラザー工業株式会社
工作機械
今日
オークマ株式会社
工作機械
1か月前
オークマ株式会社
診断装置
1か月前
大和ハウス工業株式会社
溶接方法
28日前
株式会社不二越
管用テーパタップ
1日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
7日前
津田駒工業株式会社
2連回転割出し装置
22日前
オークマ株式会社
工作機械
21日前
株式会社コスメック
クランプ装置
16日前
トヨタ自動車株式会社
レーザ加工機
13日前
スター精密株式会社
工作機械
27日前
オーエスジー株式会社
ドリル
8日前
豊田鉄工株式会社
レーザー溶接装置
23日前
株式会社プロテリアル
クラッド材の製造方法
22日前
エンシュウ株式会社
摩擦撹拌接合装置
7日前
株式会社恵信工業
アプセット溶接方法
8日前
宮川工機株式会社
プレカット加工装置
8日前
アサダ株式会社
バンドソー装置
12日前
アサダ株式会社
バンドソー装置
12日前
株式会社ダイヘン
サブマージアーク溶接装置
13日前
株式会社マキタ
ジグソー
16日前
株式会社プロテリアル
クラッド材の製造方法
22日前
株式会社恵信工業
アプセット溶接方法
15日前
トヨタ自動車株式会社
グラフ生成方法
1日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
13日前
株式会社東芝
レーザ溶接方法
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ