TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024110454
公報種別
公開特許公報(A)
公開日
2024-08-16
出願番号
2023014983
出願日
2023-02-03
発明の名称
くびれ検出制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20240808BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極アーク溶接において、溶接電圧の検出信号にノイズが重畳しても、くびれの誤検出を防止して安定した溶接状態を維持すること。
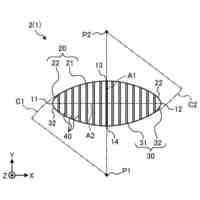
【解決手段】複数の溶接電源によって共通のワークに各々アークを発生させて溶接し、溶接電源の内の少なくとも1台は、短絡期間からアークが再発生する前兆現象である溶滴のくびれを溶接電圧検出信号を用いて検出し、時刻t2にくびれを検出すると短絡負荷に通電する溶接電流Iwを減少させて時刻t3にアークを再発生させる、くびれ検出制御方法において、溶接電圧検出信号には、合算した溶接電流が通電する共通通電路のインダクタンス値によって発生する電圧値を含んでおり、短絡期間中の時刻t12に溶接電圧検出信号の2階微分値が0又は正の値に予め定めた基準値以下になったことを判別したときは、時刻t12~t13の期間中はくびれの検出を禁止する。
【選択図】 図2
特許請求の範囲
【請求項1】
複数の溶接電源によって共通のワークに各々アークを発生させて溶接し、
前記溶接電源の内の少なくとも1台は、短絡期間からアークが再発生する前兆現象である溶滴のくびれを溶接電圧検出信号を用いて検出し、このくびれを検出すると短絡負荷に通電する溶接電流を減少させてアークを再発生させる、くびれ検出制御方法において、
前記溶接電圧検出信号には、合算した溶接電流が通電する共通通電路のインダクタンス値によって発生する電圧値を含んでおり、
前記短絡期間中に前記溶接電圧検出信号の2階微分値が、0又は正の値に予め定めた基準値以下になったことを判別したときは、前記くびれの検出を禁止する、
ことを特徴とするくびれ検出制御方法。
続きを表示(約 160 文字)
【請求項2】
前記くびれの検出の禁止を、所定期間経過後に解除する、
ことを特徴とする請求項1に記載のくびれ検出制御方法。
【請求項3】
前記くびれの検出の禁止を、前記2階微分値が前記基準値以上になったことに基づいて解除する、
ことを特徴とする請求項1に記載のくびれ検出制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、短絡期間中にアークが再発生する前兆現象である溶滴のくびれを検出して溶接電流を減少させるくびれ検出制御方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
溶接ワイヤとワークとの間で短絡期間とアーク期間とを繰り返し、短絡期間中は溶接電流を上昇させ、その後にアークが再発生する前兆現象である溶滴のくびれを検出すると溶接電流を減少させてアークを再発生させる消耗電極アーク溶接のくびれ検出制御方法が提案されている。このくびれ検出制御方法によって、アーク再発生時の溶接電流の値が小さくなるために、スパッタ発生量が非常に少なくなり、溶融池の振動が小さくなりビード外観が良好になる。
【0003】
くびれの検出は、短絡期間中の溶接電圧の微小な変化に基づいて行われる。この微小な溶接電圧の変化を検出するために、アーク発生部の近傍に検出線が配線される。しかし、溶接電圧の検出信号には、溶接ケーブルのインダクタンス値及び溶接電流の変化に伴う電磁的ノイズが重畳する。このために、溶接ケーブルのインダクタンス値が大きくなり、かつ、溶接電流の変化が急峻になると、溶接電圧の検出信号に重畳するノイズも大きくなる。この結果、くびれの誤検出が発生し、溶接状態が不安定になるという問題がある。
【0004】
ところで、複数の溶接個所を有するワークに対して、複数の溶接電源を使用して同時に溶接を行うことがある。以下、このような場合におけるくびれ検出制御について図面を参照して説明する。
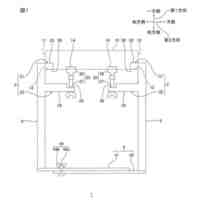
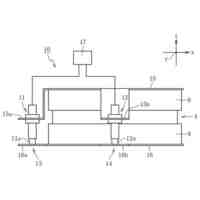
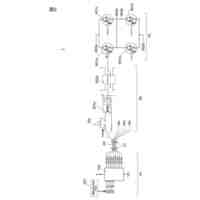
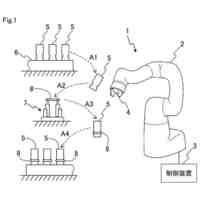
【0005】
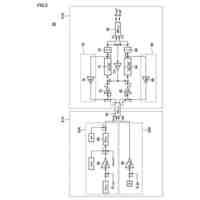
図3は、2台の溶接電源を使用して1つのワークの2つの溶接個所を同時に溶接するための溶接装置の構成図である。2台の溶接電源は共にくびれ検出制御機能を内蔵している。以下、同図を参照して各構成物について説明する。
【0006】
第1溶接電源PS1は、第1溶接電圧Vw1及び第1溶接電流Iw1を出力すると共に、第1送給機FD1に第1送給制御信号Fc1を出力する。第1送給機FD1は、この第1送給制御信号Fc1を入力として、第1溶接ワイヤ11を第1溶接トーチ41内を通って送給する。第1溶接ワイヤ11とワーク2との間には第1アーク31が発生する。第1溶接ワイヤ11とワーク2との間では、短絡状態とアーク状態とが交互に繰り返されて溶接が行われる。第1溶接トーチ41は、ロボット(図示は省略)に把持されている。ワーク2は治具8に設置されている。
【0007】
第1溶接電源PS1のプラス端子と第1溶接トーチ41とは、ケーブルを介して接続されている。また、第1溶接電源PS1のマイナス端子と治具8とは、ケーブルを介して接続されている。第1溶接電圧Vw1は、第1溶接トーチ41とワーク2の表面との間に印加される電圧である。第1溶接トーチ41に検出線を接続することは容易であるが、ワーク2の表面に検出線を接続することは難しいために、治具8に接続することになる。このために、第1溶接電圧検出回路VD1は、第1溶接トーチ41と治具8との間の電圧を検出して、第1溶接電圧検出信号Vd1を出力する。この第1溶接電圧検出信号Vd1は、第1溶接電源PS1に入力される。この第1溶接電圧検出信号Vd1を使用して第1溶接ワイヤ11の溶滴に形成されるくびれを検出する。
【0008】
第2溶接電源PS2は、第2溶接電圧Vw2及び第2溶接電流Iw2を出力すると共に、第2送給機FD2に第2送給制御信号Fc2を出力する。第2送給機FD2は、この第2送給制御信号Fc2を入力として、第2溶接ワイヤ12を第2溶接トーチ42内を通って送給する。第2溶接ワイヤ12とワーク2との間には第2アーク32が発生する。第2溶接ワイヤ12とワーク2との間では、短絡状態とアーク状態とが交互に繰り返されて溶接が行われる。第2溶接トーチ42は、ロボット(図示は省略)に把持されている。
【0009】
第2溶接電源PS2のプラス端子と第2溶接トーチ42とは、ケーブルを介して接続されている。また、第2溶接電源PS2のマイナス端子と治具8とは、ケーブルを介して接続されている。第2溶接電圧Vw2は、第2溶接トーチ42とワーク2の表面との間に印加される電圧である。第2溶接トーチ42に検出線を接続することは容易であるが、ワーク2の表面に検出線を接続することは難しいために、治具8に接続することになる。このために、第2溶接電圧検出回路VD2は、第2溶接トーチ42と治具8との間の電圧を検出して、第2溶接電圧検出信号Vd2を出力する。この第2溶接電圧検出信号Vd2は、第2溶接電源PS2に入力される。この第2溶接電圧検出信号Vd2を使用して第2溶接ワイヤ12の溶滴に形成されるくびれを検出する。
【0010】
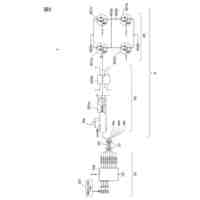
第1溶接電流Iw1は、第1溶接電源PS1のプラス端子→第1溶接トーチ41→第1溶接ワイヤ11→ワーク2→治具8→第1溶接電源PS1のマイナス端子経路で通電する。第2溶接電流Iw2は、第2溶接電源PS2のプラス端子→第2溶接トーチ42→第2溶接ワイヤ12→ワーク2→治具8→第2溶接電源PS2のマイナス端子経路で通電する。したがって、ワーク2及び治具8中を第1溶接電流Iw1及び第2溶接電流Iw2が通電する。これら第1溶接電流Iw1と第2溶接電流Iw2を合算した電流を、以下合算溶接電流Igと呼ぶことにする。そして、この合算溶接電流Igが通電するワーク2及び治具8を共通通電路と呼ぶことにする。この共通通電路は、抵抗値及びインダクタンス値L(μH)を有している。一般的に抵抗値は小さな値であるので、無視することができる。このために、共通通電路は、インダクタンス値Lのみを有していることになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
3日前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社不二越
管用テーパタップ
2日前
株式会社コスメック
クランプ装置
8日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
トヨタ自動車株式会社
グラフ生成方法
2日前
東レエンジニアリング株式会社
レーザ加工装置
8日前
株式会社不二越
組立式スカイビングカッタ
3日前
大日本印刷株式会社
部品用容器
6日前
大日本印刷株式会社
部品用容器
6日前
大日本印刷株式会社
部品用容器
6日前
株式会社WEL-KEN
レーザ加工用トーチ
3日前
有限会社プロフィット
チャッキング位置決め治具
2日前
株式会社サンエイト
治具
3日前
JFEスチール株式会社
ガスメタルアーク溶接継手
1日前
株式会社タンガロイ
被覆切削工具
8日前
ダイハツ工業株式会社
位置ずれ検出装置
3日前
オークマ株式会社
工具交換装置及び工具交換方法
2日前
株式会社武田機械
工作機械の吸盤吸着式ワーク固定装置
3日前
パナソニックホールディングス株式会社
レーザ溶接方法
8日前
キヤノン電子株式会社
加工装置
1日前
株式会社アマダ
レーザ加工機及び加工不良検出方法
6日前
株式会社ソディック
ワイヤ放電加工装置
1日前
京セラ株式会社
研磨治具および研磨装置
1日前
ソフトバンクグループ株式会社
システム
3日前
株式会社丸島アクアシステム
溶接方法
7日前
国立大学法人 東京大学
制御装置、および制御方法
7日前
株式会社ソディック
ワイヤ放電加工装置の製造方法
1日前
ケイ.エス.エム.カンパニー リミテッド
電気自動車用バッテリーケース製造方法
1日前
浜松ホトニクス株式会社
予備はんだ形成方法及び予備はんだ形成装置
8日前
JFEスチール株式会社
サブマージアーク溶接継手及びその製造方法
1日前
株式会社タムラ製作所
はんだ組成物および電子基板の製造方法
3日前
株式会社デンソーウェーブ
リング状部材の装着システム、リング状部材の装着方法
7日前
パナソニックIPマネジメント株式会社
レーザ加工装置及びレーザ加工方法
6日前
トーヨーエイテック株式会社
ジャッキ用減衰機構及びそれを用いた機械加工方法
3日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ