TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058814
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023213180
出願日
2023-12-18
発明の名称
電気自動車用バッテリーケース製造方法
出願人
ケイ.エス.エム.カンパニー リミテッド
代理人
個人
主分類
B23K
9/00 20060101AFI20250401BHJP(工作機械;他に分類されない金属加工)
要約
【課題】最終製品の高品質を保証できる電気自動車用バッテリーケース製造方法を提供する。
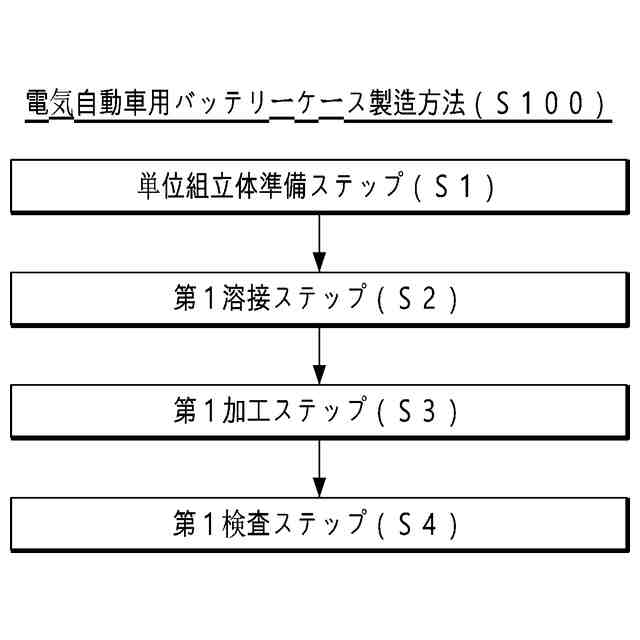
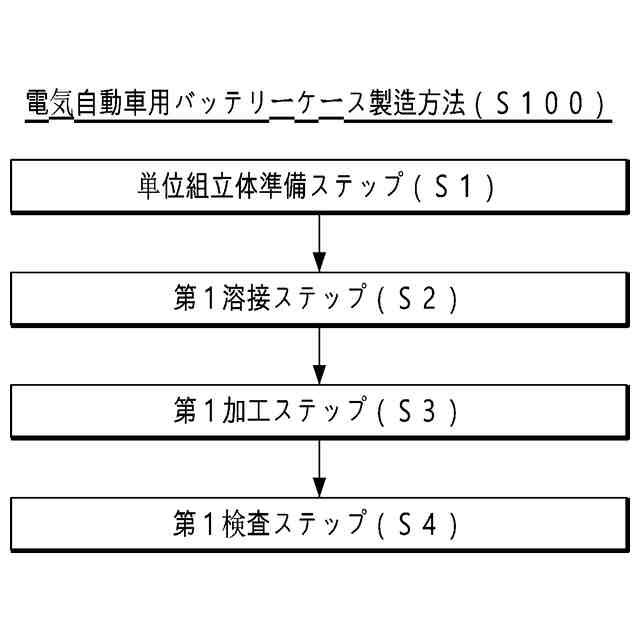
【解決手段】単位組立体準備ステップS1、第1溶接ステップS2、第1加工ステップS3および第1検査ステップS4を順次実行する第1サイクル実行ステップを含み、単位組立体準備ステップS1は、アルミニウム押出および機械加工によって単位部品を準備した後、それぞれのサブ組立体を溶接する過程を行い、第1溶接ステップS2は、単位組立体準備ステップS1を通じて製作されたサブ組立体の組み立て後にMIG溶接またはFSW溶接を実施する過程を行い、第1加工ステップS3は、第1溶接ステップS2を通じて組み立てられた製品の溶接ビード部とねじれ面を加工するか、またはホール加工する過程を行い、第1検査ステップS4は、第1加工ステップS3を通じて補正された製品に対するリークテストを実施する。
【選択図】図2a
特許請求の範囲
【請求項1】
電気自動車用バッテリーケース製造方法として、
単位組立体準備ステップS1、第1溶接ステップS2、第1加工ステップS3および第1検査ステップS4を順次実行する第1サイクル実行ステップを含み、
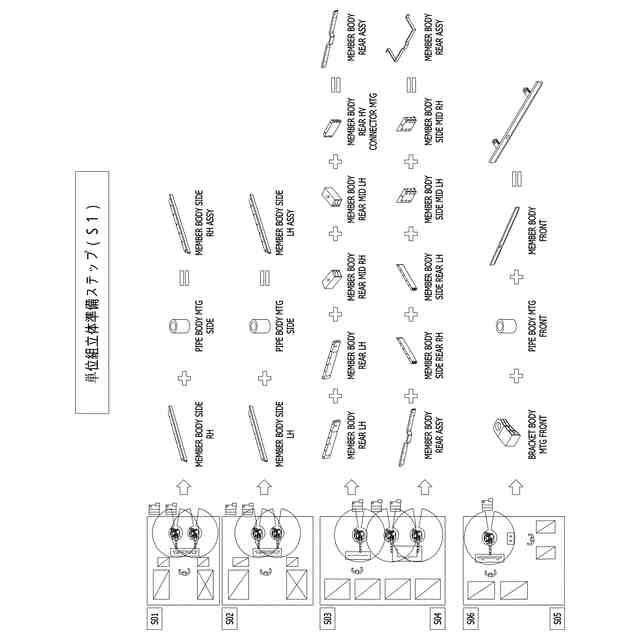
前記単位組立体準備ステップS1は、アルミニウム押出および機械加工によって単位部品を準備した後、それぞれのサブ組立体を溶接する過程を行い、
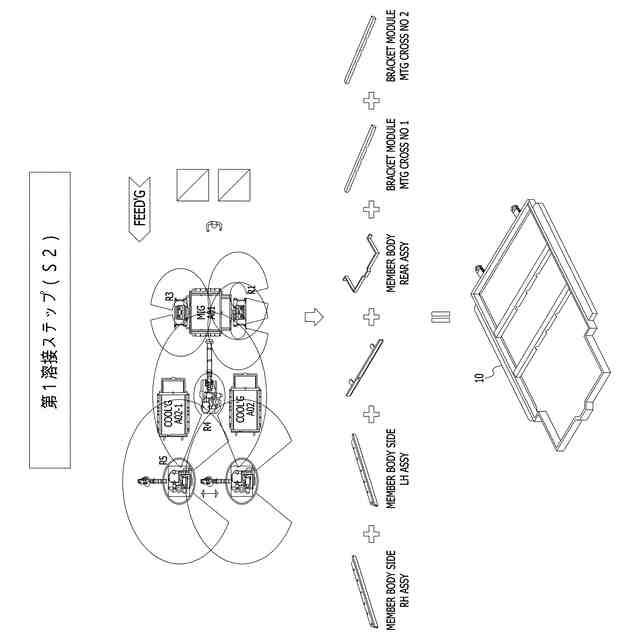
前記第1溶接ステップS2は、単位組立体準備ステップS1を通じて製作されたサブ組立体の組み立て後にMIG溶接またはFSW溶接を実施する過程を行い、
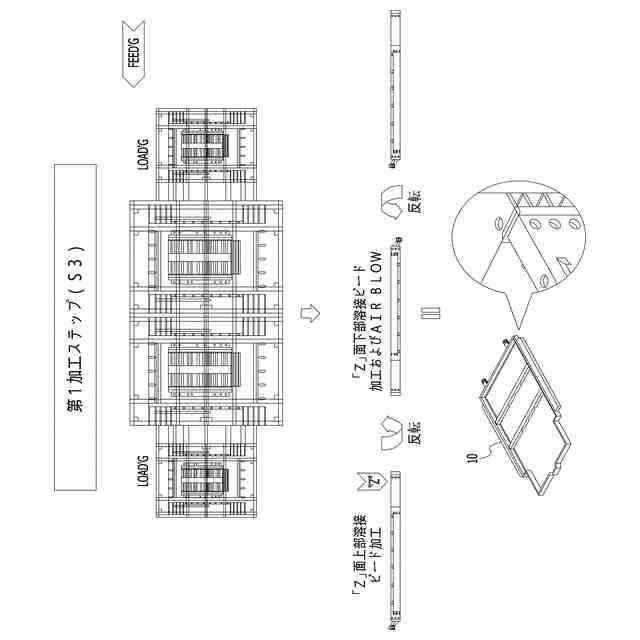
前記第1加工ステップS3は、第1溶接ステップS2を通じて組み立てられた製品の溶接ビード部とねじれ面を加工するか、またはホール加工する過程を行い、
前記第1検査ステップS4は、前記第1加工ステップS3を通じて補正された製品に対するリークテスト(Leak Test)を実施する過程を行うことを特徴とする電気自動車用バッテリーケース製造方法。
続きを表示(約 1,900 文字)
【請求項2】
前記電気自動車用バッテリーケース製造方法は、
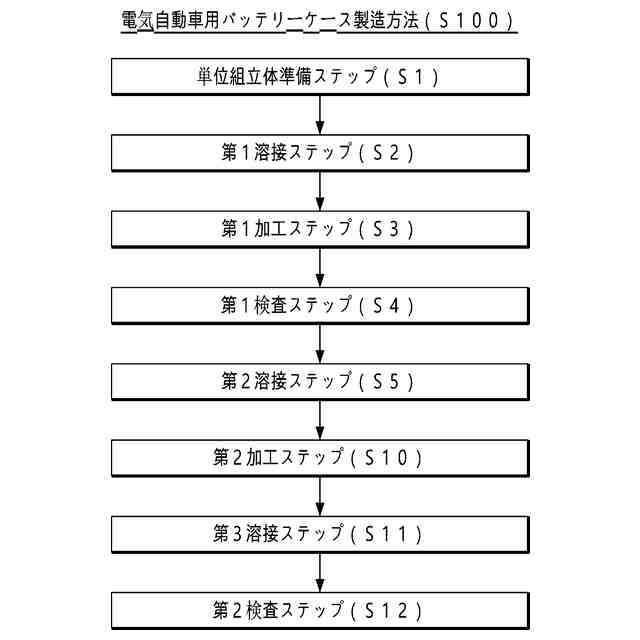
前記第1サイクル実行ステップ以後に行う第2溶接ステップS5、第2加工ステップS10、第3溶接ステップS11および第2検査ステップS12を順次実行する第2サイクル実行ステップを含み、
前記第2溶接ステップS5は、第1検査ステップS4を通過した製品に対するFSW溶接とレーザー溶接を実施する過程を行い、
前記第2加工ステップS10は、第2溶接ステップS5を通じて組み立てられた製品の溶接ビード部とねじれ面の最終面加工を行った後、設計された位置に最終ホール加工を実施する過程を行い、
前記第3溶接ステップS11は、第2加工ステップS10を通じて製作された製品に対するパイプMIG溶接を実施する過程を行い、
前記第2検査ステップS12は、第3溶接ステップS11を通じて完成した製品に対するリークテスト(Leak Test)を行うことを特徴とする請求項1に記載の電気自動車用バッテリーケース製造方法。
【請求項3】
前記電気自動車用バッテリーケース製造方法は、
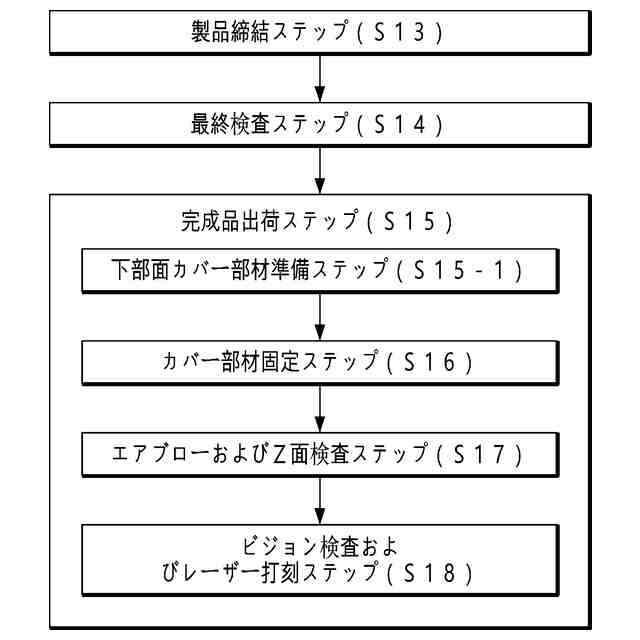
前記第2検査ステップS12を通過した製品をリベット締結およびスクリュー締結して組み立てる製品締結ステップS13と、
前記製品締結ステップS13を通じて完成した製品を検査する最終検査ステップS14と、
前記最終検査ステップS14を通過した製品を包装して出荷する完成品出荷ステップS15を含むことを特徴とする請求項2に記載の電気自動車用バッテリーケース製造方法。
【請求項4】
前記第1溶接ステップS2は、
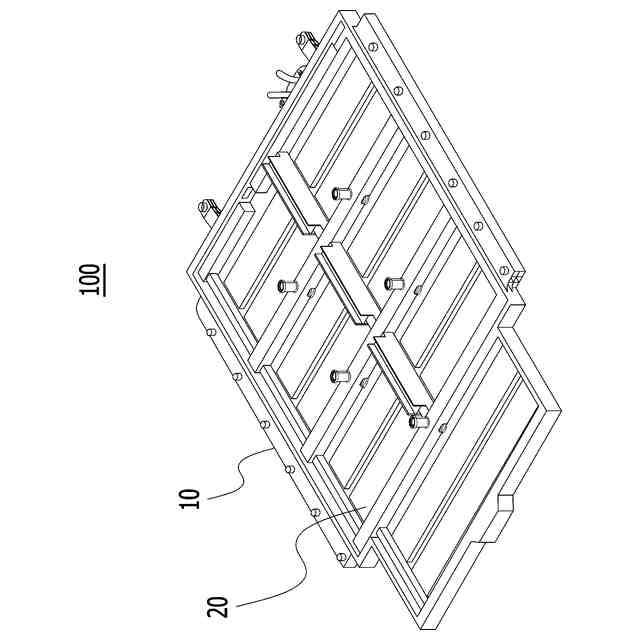
左右メンバーボディサイドサブ組立体、後方メンバーボディサブ組立体およびブラケットモジュールマウンティングサブ組立体をMIG溶接方法またはFSW溶接方法を用いて1つの枠フレーム構造物10を製作し、
前記第1加工ステップS3は、
前記第1溶接ステップS2を通じて製作された枠フレーム構造物10の上部溶接ビードを加工する上部溶接ビード加工ステップと、
前記上部溶接ビード加工ステップを行った後に枠フレーム構造物10の下部溶接ビードを加工する下部溶接ビード加工ステップと、
前記下部溶接ビード加工ステップを行った後、加工面を圧縮空気を用いてクリーニング作業を行うエアブローステップと、を含むことを特徴とする請求項3に記載の電気自動車用バッテリーケース製造方法。
【請求項5】
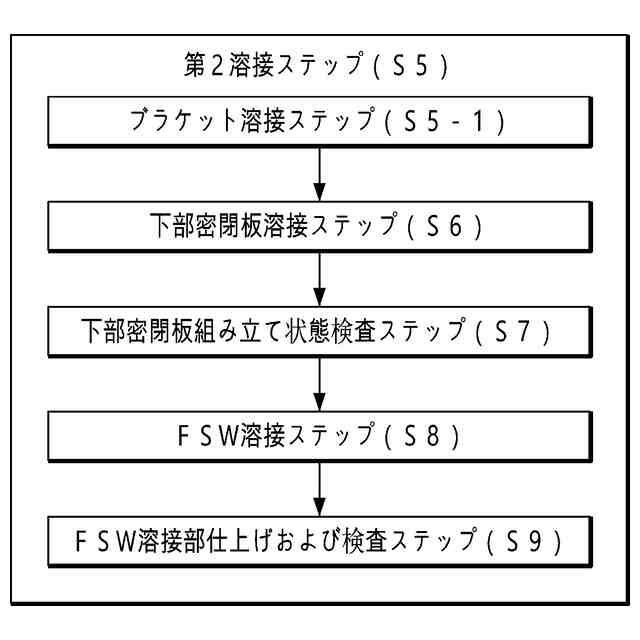
前記第2溶接ステップS5は、
枠フレーム構造物10に複数のブラケットモジュールマウンティングサブ組立体と複数のブラケットスウェリング遮断サブ組立体をMIG溶接方法を用いて組み立てるブラケット溶接ステップS5-1と、
ブラケット溶接ステップS5-1を通じて製作された枠フレーム構造物10の下部面に下部密閉板20をレーザー溶接方法を用いて組み立てる下部密閉板溶接ステップS6と、
前記下部密閉板溶接ステップS6を通じて製作された枠フレーム構造物10の組み立て状態を検査する下部密閉板組み立て状態検査ステップS7と、
前記検査ステップを通過した枠フレーム構造物10にFSW溶接方法を用いてMIG溶接部位とレーザー溶接部位を最終溶接処理するFSW溶接ステップS8と、
前記FSW溶接ステップS8を行った後にFSW溶接部を仕上げ加工した後、仕上げ加工面についての検査を行うFSW溶接部仕上げおよび検査ステップS9と、を含むことを特徴とする請求項4に記載の電気自動車用バッテリーケース製造方法。
【請求項6】
前記完成品出荷ステップS15は、
前記枠フレーム構造物10の上部面を密閉できる構造の下部面カバー部材30を製作する下部面カバー部材準備ステップS15-1と、
前記下部面カバー部材30を枠フレーム構造物10の上部面に取り付けた後、FDSスクリューを用いて締結する下部面カバー部材固定ステップS16と、
カバー部材固定ステップS16を通過した製品を圧縮空気を用いてクリーニング作業を行った後、上部面と下部面を検査するエアブローおよびZ面検査ステップS17と、
エアブローおよびZ面検査ステップS17を通過した製品をビジョン検査によって最終検査を行った後、レーザーを用いて打刻を行うビジョン検査およびレーザー打刻ステップS18と、を含むことを特徴とする請求項4に記載の電気自動車用バッテリーケース製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気自動車用バッテリーケース製造方法に関するものであって、より詳細には、ホールと加工されたプロファイル溶接時に発生する溶接変形を防止できる電気自動車用バッテリーケース製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来技術による電気自動車用バッテリーケースの場合、押出されたプロファイルの各パートを面加工とホール加工を行い、その後MIG溶接とFSW溶接などを通じて各パートを総合して1つの電気自動車用バッテリーケースを完成する。
【0003】
具体的には、サブパートの面加工とホール加工を先行して実施しており、以後実施される最終溶接で発生する溶接変形によって設計された寸法公差を満足できない場合が多い。このような溶接変形による不良を解消するために、溶接後の工程として変形を正しく正した工程が追加されている。
【0004】
その結果、従来技術による電気自動車用バッテリーケース製造方法は、溶接変形による校正工程による作業工数の増加問題、製造時間の増加問題、製造コストの上昇の問題を有している。
【0005】
具体的な例として、アルミニウム材料を用いた電気自動車用バッテリーケースの場合、ホール(Hole)と加工されたプロファイル溶接時の熱によってねじれ現象が発生する。ねじれは、加工ホールの許容公差外れと平坦度の問題を引き起こし、バッテリーシステムアセンブリ(最終製品)の組み立て、下部、上部パネル組み立て時に全体製品の品質に影響を与える。それだけでなく、バッテリーケースの生産中に300個余りのホールにリベット(Rivet)作業の自動化に影響を与え、生産効率にも問題を引き起こす。
【0006】
したがって、従来技術による問題点を解決することができる技術が必要な実情である。
【先行技術文献】
【特許文献】
【0007】
韓国登録特許公報第10-243269号(登録日付:2022年08月10日)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、電気自動車用バッテリーケース製造工程上の部品の平坦度を安定化することができ、ホール加工公差を安定化することができ、電気自動車用バッテリーケース製造工程中に発生する不良や生産ロスを防止することができ、後工程であるリベット工程を自動化することができ、不良製品の廃棄コスト削減だけでなく生産コストまで削減でき、最終製品の高品質を保証できる電気自動車用バッテリーケース製造方法を提供するものである。
【課題を解決するための手段】
【0009】
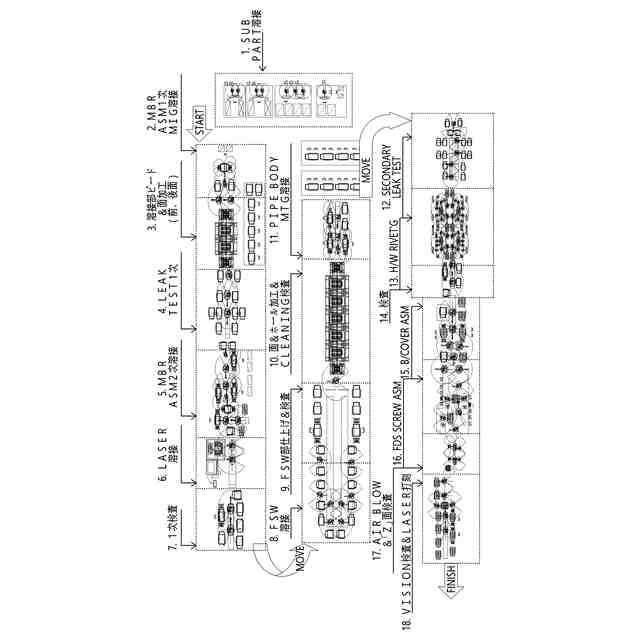
このような目的を達成するための本発明の一態様に係る電気自動車用バッテリーケース製造方法は、単位組立体準備ステップS1、第1溶接ステップS2、第1加工ステップS3および第1検査ステップS4を順次実行する第1サイクル実行ステップを含み、前記単位組立体準備ステップS1は、アルミニウム押出および機械加工によって単位部品を準備した後、それぞれのサブ組立体を溶接する過程を行い、前記第1溶接ステップS2は、単位組立体準備ステップS1を通じて製作されたサブ組立体の組み立て後にMIG溶接またはFSW溶接を実施する過程を行い、前記第1加工ステップS3は、第1溶接ステップS2を通じて組み立てられた製品の溶接ビード部とねじれ面を加工するか、またはホール加工する過程を行い、前記第1検査ステップS4は、第1加工ステップS3を通じて補正された製品に対するリークテスト(Leak Test)を実施する過程を行い得る。
【0010】
本発明の一実施形態において、前記電気自動車用バッテリーケース製造方法は、前記第1サイクル実行ステップ後に行う第2溶接ステップS5、第2加工ステップS10、第3溶接ステップS11および第2検査ステップS12を順次実行する第2サイクル実行ステップを含み、前記第2溶接ステップS5は、第1検査ステップS4を通過した製品に対するFSW溶接とレーザー溶接を実施する過程を行い、前記第2加工ステップS10は、第2溶接ステップS5を通じて組み立てられた製品の溶接ビード部とねじれ面の最終面加工を行った後、設計された位置に最終ホール加工を実施する過程を行い、前記第3溶接ステップS11は、第2加工ステップS10を通じて製作された製品に対するパイプMIG溶接を実施する過程を行い、前記第2検査ステップS12は、第3溶接ステップS11を通じて完成した製品に対するリークテスト(Leak Test)を行い得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
6日前
有限会社 ナプラ
金属粒子
26日前
日東精工株式会社
多軸ねじ締め機
3日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
検査方法
2か月前
ブラザー工業株式会社
工作機械
4日前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
4日前
株式会社ナベヤ
締結装置
1か月前
株式会社FUJI
チャック装置
16日前
株式会社ツガミ
工作機械
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
11日前
オークマ株式会社
診断装置
1か月前
株式会社不二越
管用テーパタップ
5日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
20日前
ビアメカニクス株式会社
レーザ加工装置
3日前
津田駒工業株式会社
2連回転割出し装置
26日前
株式会社プロテリアル
金属箔の溶接方法
3日前
オークマ株式会社
工作機械
25日前
スター精密株式会社
工作機械
1か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社関本管工
エルボ管保持装置
2か月前
豊田鉄工株式会社
レーザー溶接装置
27日前
オーエスジー株式会社
ドリル
12日前
トヨタ自動車株式会社
レーザ加工機
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































