TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025049764
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158148
出願日
2023-09-22
発明の名称
レーザ加工機及び加工不良検出方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/38 20140101AFI20250327BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ切断するときの加工不良を正確に判定して加工不良の誤検知を防止する。
【解決手段】レーザ加工機1は、板金Wにレーザビームを照射して切断するときに板金Wの加工点から放射される放射光を撮像するカメラ5と、カメラ5で撮像された放射光に基づいて板金Wの加工不良を検出する制御部7とを備える。制御部7は、放射光がレーザビームの進行方向に対して垂直方向に広がる広がり具合を測定し、測定された放射光の広がり具合に基づいて、板金Wが加工不良であるか否かを判定する。
【選択図】図1
特許請求の範囲
【請求項1】
板金にレーザビームを照射して切断するときに前記板金の加工点から放射される放射光を撮像するカメラと、
前記カメラで撮像された前記放射光に基づいて前記板金の加工不良を検出する制御部と、を備え、
前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる広がり具合を測定し、測定された前記放射光の広がり具合に基づいて、前記板金が加工不良であるか否かを判定する
レーザ加工機。
続きを表示(約 880 文字)
【請求項2】
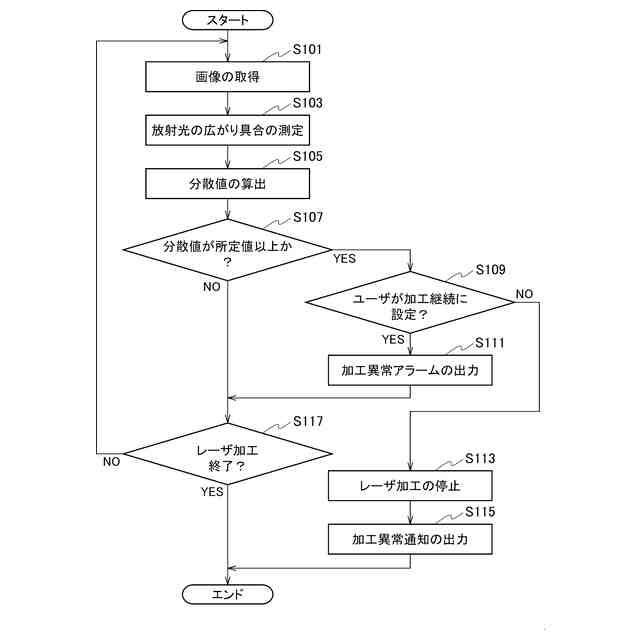
前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる角度を、前記放射光の広がり具合として測定し、所定時間内に測定された複数の前記角度から分散値を算出し、算出された前記分散値が所定値以上である場合に、前記板金が加工不良であると判定する
請求項1に記載のレーザ加工機。
【請求項3】
前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる幅を、前記放射光の広がり具合として測定し、所定時間内に測定された複数の前記幅から分散値を算出し、算出された前記分散値が所定値以上である場合に、前記板金が加工不良であると判定する
請求項1に記載のレーザ加工機。
【請求項4】
前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる角度を、前記放射光の広がり具合として測定し、前記角度が所定値以上である場合に、前記板金が加工不良であると判定する
請求項1に記載のレーザ加工機。
【請求項5】
前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる幅を、前記放射光の広がり具合として測定し、前記幅が所定値以上である場合に、前記板金が加工不良であると判定する
請求項1に記載のレーザ加工機。
【請求項6】
前記制御部は、前記板金が加工不良であると判定された場合に、レーザ加工を継続するか、レーザ加工を停止するか、ユーザが選択できるように設定されている
請求項1~5のいずれか1項に記載のレーザ加工機。
【請求項7】
レーザ加工機が板金にレーザビームを照射して切断するときに、前記板金の加工点から放射される放射光をカメラで撮像し、
撮像された前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる広がり具合を測定し、
測定された前記放射光の広がり具合に基づいて、前記板金が加工不良であるか否かを判定する
加工不良検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機及び加工不良検出方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、バーニング不良が発生しているか否かを判定するレーザ加工機が記載されている。特許文献1のレーザ加工機では、板金にレーザビームを照射して切断するときの反射光を検出し、反射光の検出レベルから所定の計算周期で標準偏差を求めてバーニング不良が発生しているか否かを判定する。
【先行技術文献】
【特許文献】
【0003】
特開2021-45779号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、反射光の検出レベルは加工不良以外の要因でも変化するので、上述した従来のレーザ加工機では、加工不良でない場合に加工不良であると誤検知してしまう場合があるという問題点があった。
【課題を解決するための手段】
【0005】
本発明の一態様に係るレーザ加工機は、板金にレーザビームを照射して切断するときに前記板金の加工点から放射される放射光を撮像するカメラと、前記カメラで撮像された前記放射光に基づいて前記板金の加工不良を検出する制御部と、を備え、前記制御部は、前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる広がり具合を測定し、測定された前記放射光の広がり具合に基づいて、前記板金が加工不良であるか否かを判定する。
【0006】
本発明の他の一態様に係る加工不良検出方法は、レーザ加工機が板金にレーザビームを照射して切断するときに、前記板金の加工点から放射される放射光をカメラで撮像し、撮像された前記放射光が前記レーザビームの進行方向に対して垂直方向に広がる広がり具合を測定し、測定された前記放射光の広がり具合に基づいて、前記板金が加工不良であるか否かを判定する。
【0007】
本発明の一態様に係るレーザ加工機及び加工不良検出方法によれば、放射光の広がり具合に基づいて、板金が加工不良であるか否かを判定する。放射光の広がり具合は、レーザ切断したときの切断面の状態と相関があるので、放射光の広がり具合に基づいて板金の加工不良を判定すれば、加工不良を正確に判定することができる。
【発明の効果】
【0008】
本発明の一態様によれば、レーザ切断するときの加工不良を正確に判定して、加工不良の誤検知を防止することができる。
【図面の簡単な説明】
【0009】
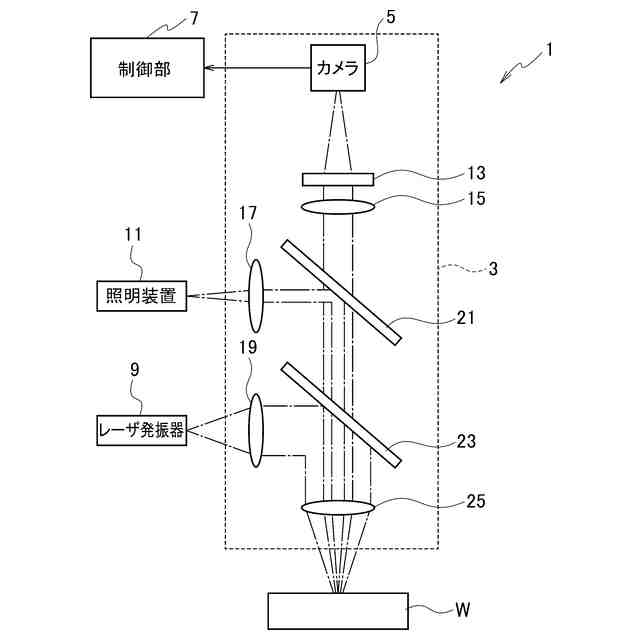
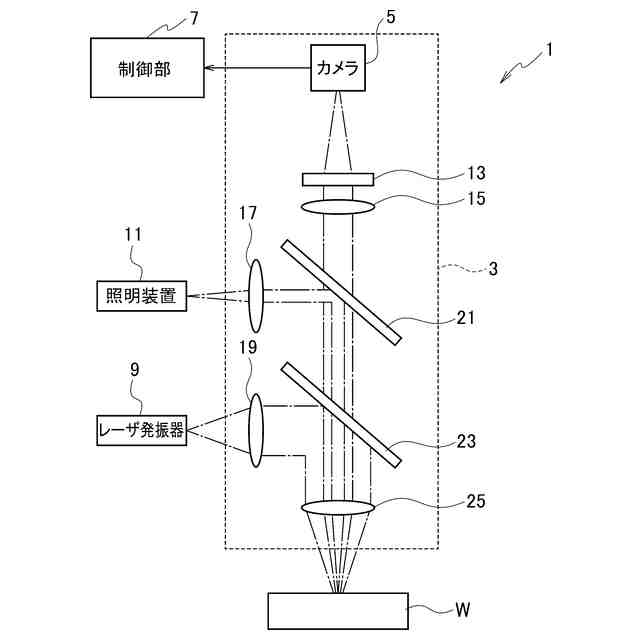
図1は、第1実施形態に係るレーザ加工機の構成を示す図である。
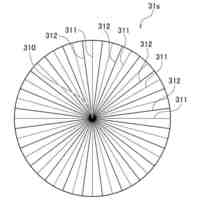
図2は、第1実施形態に係るレーザ加工機に備えられたカメラで撮像された撮像画像の一例を示す図である。
図3Aは、加工不良がない場合の放射光の広がり具合の変化を撮像した画像の一例を示す図である。
図3Bは、加工不良がない場合の板金の切断面の状態の一例を示す図である。
図4Aは、加工不良がある場合の放射光の広がり具合の変化を撮像した画像の一例を示す図である。
図4Bは、加工不良がある場合の板金の切断面の状態の一例を示す図である。
図4Cは、加工不良がある場合の板金の切断面に形成された条痕の深さと周期を示す図である。
図5は、第1実施形態に係るレーザ加工機による加工不良検出処理の処理手順を示すフローチャートである。
図6は、第1実施形態に係るレーザ加工機による角度の測定方法を説明するための図である。
図7は、第1実施形態に係るレーザ加工機によって測定された角度の分布を示す図である。
図8は、第2実施形態に係るレーザ加工機によって測定された放射光が広がる幅を説明するための図である。
【発明を実施するための形態】
【0010】
[第1実施形態]
[レーザ加工機の構成]
以下、図面を参照し、第1実施形態に係るレーザ加工機及びその加工不良検出方法について説明する。図1は、レーザ加工機の構成を示す図である。図1に示すように、レーザ加工機1は、加工ヘッド3と、カメラ5と、制御部7と、レーザ発振器9と、照明装置11とを備えている。レーザ加工機1は、レーザ発振器9からレーザビームを射出させて、金属製の板金Wに対してレーザ切断を行う装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
リングビーム整形素子及びレーザ加工機
今日
日東精工株式会社
ねじ締め機
22日前
株式会社不二越
ドリル
18日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
22日前
株式会社FUJI
工作機械
25日前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
4日前
エフ・ピー・ツール株式会社
リーマ
4日前
株式会社ダイヘン
多層盛り溶接方法
2日前
株式会社ダイヘン
積層造形溶接方法
2か月前
トヨタ自動車株式会社
接合方法
16日前
ブラザー工業株式会社
工作機械
23日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
23日前
株式会社不二越
管用テーパタップ
24日前
株式会社ダイヘン
溶接装置
15日前
ビアメカニクス株式会社
レーザ加工装置
22日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
22日前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
診断装置
1か月前
オークマ株式会社
工作機械
1か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社コスメック
クランプ装置
1か月前
大肯精密株式会社
自動送り穿孔機
16日前
株式会社不二越
超硬合金製ドリル
今日
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
8日前
個人
管の切断装置及び管の切断方法
2日前
株式会社不二越
スカイビングカッタ
17日前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ