TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044536
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152154
出願日
2023-09-20
発明の名称
予備はんだ形成方法及び予備はんだ形成装置
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
1/20 20060101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アルミニウム電極上に予備はんだを良好に形成することができる予備はんだ形成方法及び予備はんだ形成装置を提供する。
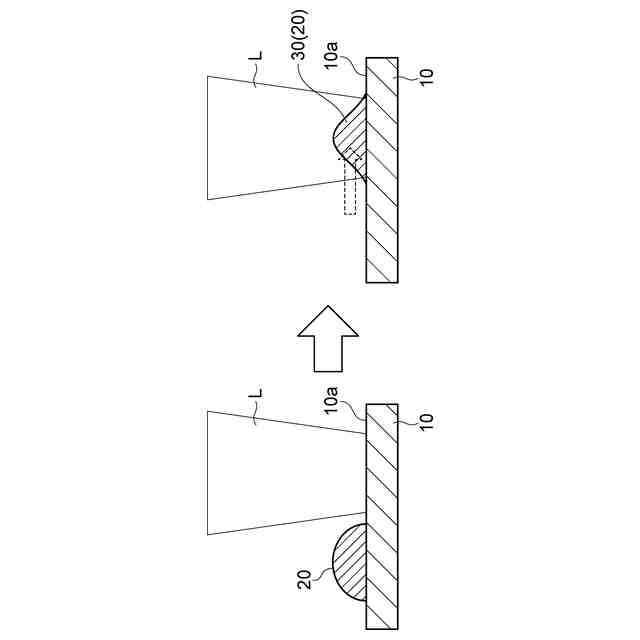
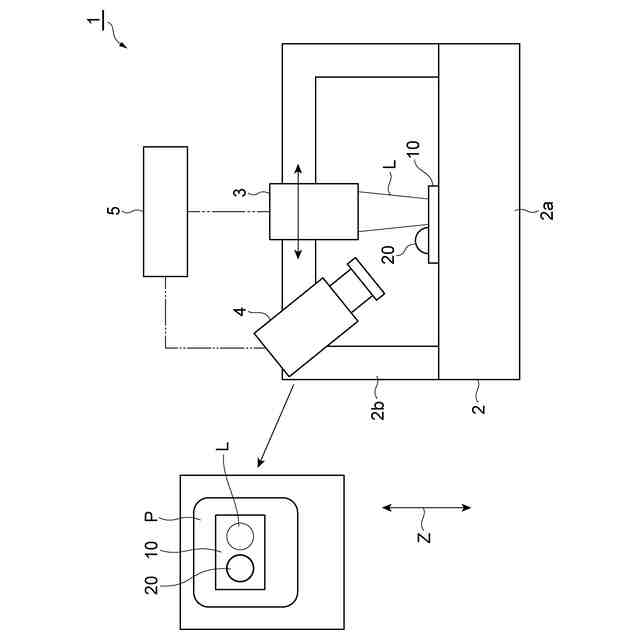
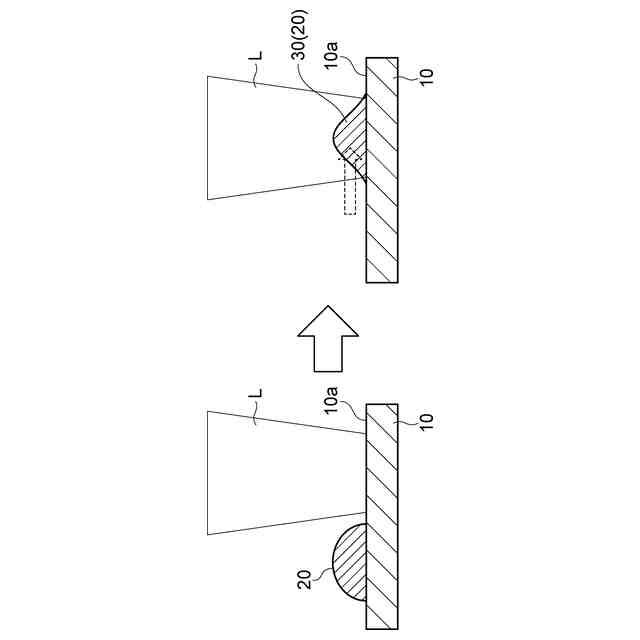
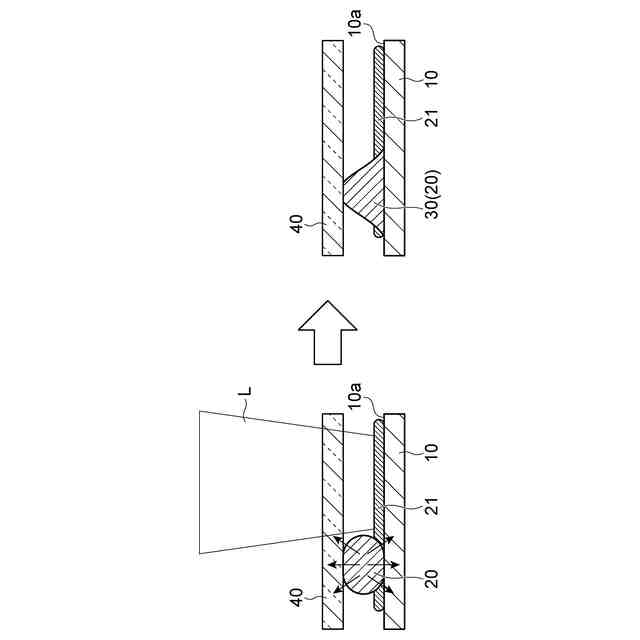
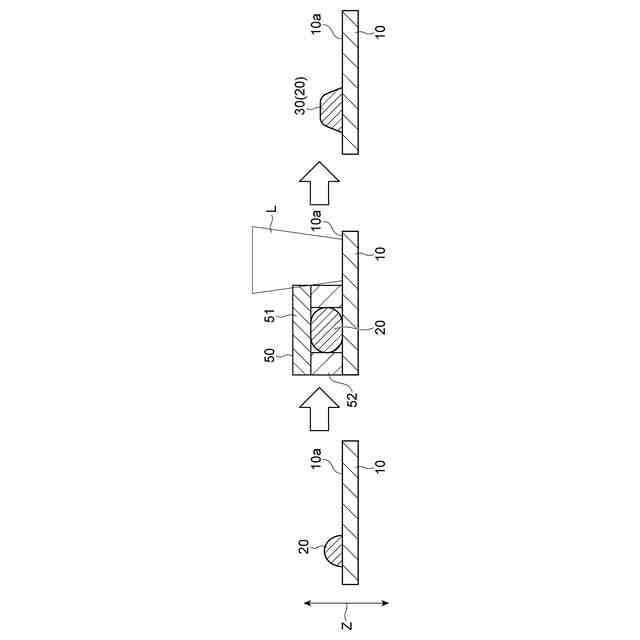
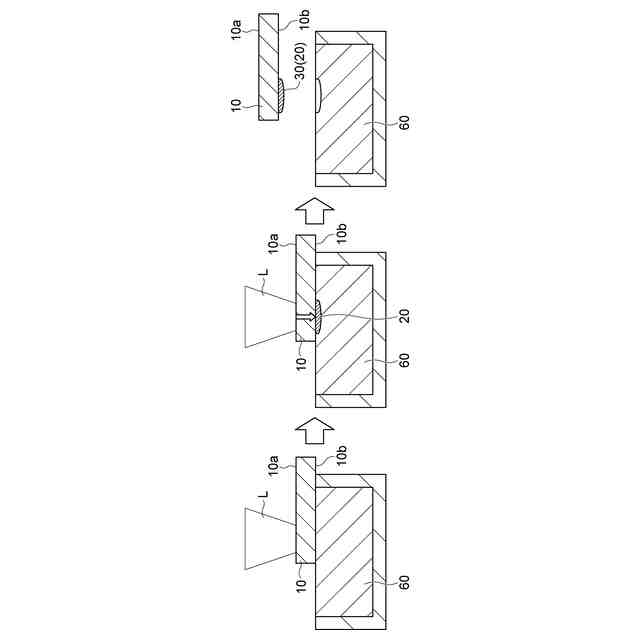
【解決手段】予備はんだ形成方法は、アルミニウムにより形成されたアルミニウム電極10上に予備はんだ30を形成する方法である。予備はんだ形成方法は、アルミニウム電極10上にはんだ20を配置する配置工程と、レーザ光Lを用いてはんだ20を溶融及び固化させることによりはんだ20をアルミニウム電極10に接合させる接合工程と、を備える。接合工程では、アルミニウム電極10に照射されるレーザ光Lのエネルギー量がはんだ20に照射されるレーザ光Lのエネルギー量よりも多くなるように、レーザ光Lを照射する。
【選択図】図2
特許請求の範囲
【請求項1】
アルミニウムにより形成されたアルミニウム電極上に予備はんだを形成する予備はんだ形成方法であって、
前記アルミニウム電極上にはんだを配置する配置工程と、
レーザ光を用いて前記はんだを溶融及び固化させることにより前記はんだを前記アルミニウム電極に接合させる接合工程と、を備え、
前記接合工程では、前記アルミニウム電極に照射される前記レーザ光のエネルギー量が前記はんだに照射される前記レーザ光のエネルギー量よりも多くなるように、前記レーザ光を照射する、予備はんだ形成方法。
続きを表示(約 830 文字)
【請求項2】
前記接合工程では、前記レーザ光の全部を前記アルミニウム電極に照射する、請求項1に記載の予備はんだ形成方法。
【請求項3】
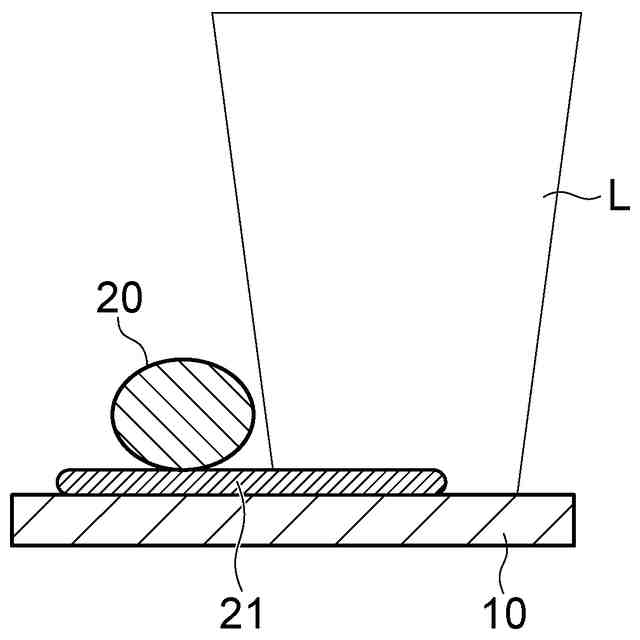
前記接合工程では、前記レーザ光の一部を前記アルミニウム電極に照射し、前記レーザ光の残部を前記はんだに照射する、請求項1に記載の予備はんだ形成方法。
【請求項4】
前記接合工程では、前記レーザ光の中心が前記はんだの外側に位置するように前記レーザ光を照射する、請求項1又は3に記載の予備はんだ形成方法。
【請求項5】
前記接合工程では、前記アルミニウム電極に照射される前記レーザ光の面積が前記はんだに照射される前記レーザ光の面積よりも大きくなるように、前記レーザ光を照射する、請求項1又は3に記載の予備はんだ形成方法。
【請求項6】
前記接合工程では、前記はんだに対して前記アルミニウム電極とは反対側に配置された押付部材が前記はんだに接触した状態で、前記レーザ光を照射する、請求項1又は2に記載の予備はんだ形成方法。
【請求項7】
前記押付部材は、前記レーザ光に対して透過性を有し、
前記接合工程では、前記押付部材を介して、前記アルミニウム電極における前記はんだが配置された表面に前記レーザ光を照射する、請求項6に記載の予備はんだ形成方法。
【請求項8】
前記接合工程では、前記レーザ光の照射方向から見た場合に前記はんだが包囲部材によって囲まれた状態で、前記レーザ光を照射する、請求項1又は2に記載の予備はんだ形成方法。
【請求項9】
前記包囲部材は、エポキシガラス又はシリコーンにより形成されている、請求項8に記載の予備はんだ形成方法。
【請求項10】
前記包囲部材は、前記レーザ光に対して透過性を有している、請求項8に記載の予備はんだ形成方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、予備はんだ形成方法及び予備はんだ形成装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば、特許文献1には、LSIチップ上に配置されたはんだにレーザ光を照射することにより、はんだをLSIチップに接合させる方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開平9-237963号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したような方法を用いてアルミニウム電極上に予備はんだを形成しようとすると、アルミニウム電極のはんだに対する濡れ性は良くないことから、はんだを良好に接合できない場合がある。
【0005】
そこで、本発明は、アルミニウム電極上に予備はんだを良好に形成することができる予備はんだ形成方法及び予備はんだ形成装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の予備はんだ形成方法は、[1]「アルミニウムにより形成されたアルミニウム電極上に予備はんだを形成する予備はんだ形成方法であって、前記アルミニウム電極上にはんだを配置する配置工程と、レーザ光を用いて前記はんだを溶融及び固化させることにより前記はんだを前記アルミニウム電極に接合させる接合工程と、を備え、前記接合工程では、前記アルミニウム電極に照射される前記レーザ光のエネルギー量が前記はんだに照射される前記レーザ光のエネルギー量よりも多くなるように、前記レーザ光を照射する、予備はんだ形成方法」である。
【0007】
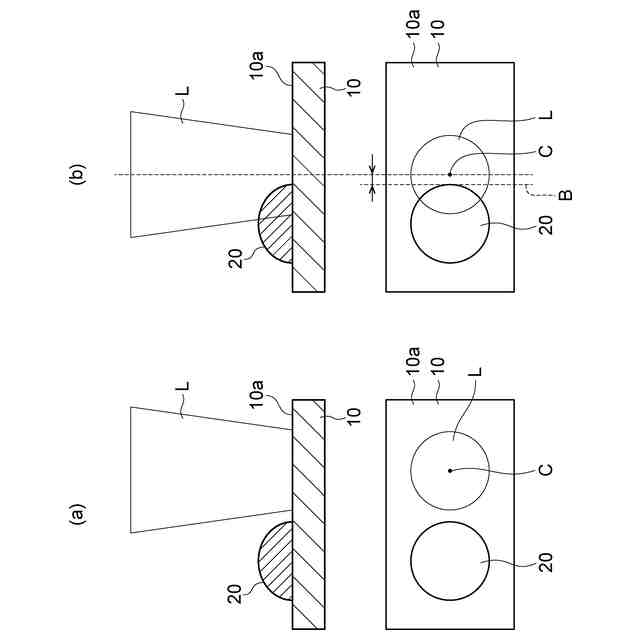
この予備はんだ形成方法の接合工程では、アルミニウム電極に照射されるレーザ光のエネルギー量がはんだに照射されるレーザ光のエネルギー量よりも多くなるように、レーザ光を照射する。これにより、はんだよりも先にアルミニウム電極を加熱することができ、はんだが溶融する時点においてアルミニウム電極を加熱された状態とすることができる。その結果、はんだとの接合箇所においてアルミニウム電極をはんだに濡れやすくすることができ、アルミニウム電極にはんだを良好に接合することが可能となる。よって、この予備はんだ形成方法によれば、アルミニウム電極上に予備はんだを良好に形成することができる。なお、「アルミニウム電極に照射されるレーザ光のエネルギー量がはんだに照射されるレーザ光のエネルギー量よりも多い」ことには、はんだに照射されるレーザ光のエネルギー量がゼロである(すなわち、レーザ光がはんだに照射されない)場合が含まれる。
【0008】
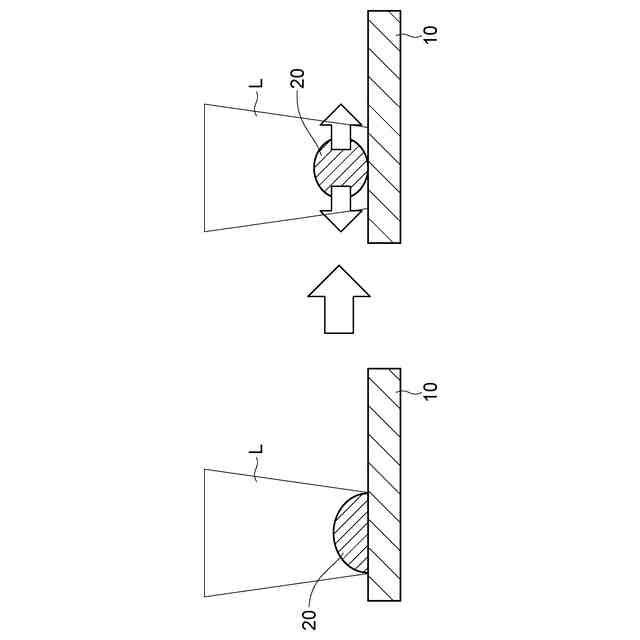
本発明の予備はんだ形成方法は、[2]「前記接合工程では、前記レーザ光の全部を前記アルミニウム電極に照射する、[1]に記載の予備はんだ形成方法」であってもよい。この場合、アルミニウム電極を安定的に加熱することができ、歩留まりを向上することができる。
【0009】
本発明の予備はんだ形成方法は、[3]「前記接合工程では、前記レーザ光の一部を前記アルミニウム電極に照射し、前記レーザ光の残部を前記はんだに照射する、[1]に記載の予備はんだ形成方法」であってもよい。この場合、アルミニウム電極及びはんだをバランス良く加熱することができ、工程を短くすることができる。
【0010】
本発明の予備はんだ形成方法は、[4]「前記接合工程では、前記レーザ光の中心が前記はんだの外側に位置するように前記レーザ光を照射する、[1]~[3]のいずれかに記載の予備はんだ形成方法」であってもよい。この場合、アルミニウム電極に照射されるレーザ光のエネルギー量がはんだに照射されるレーザ光のエネルギー量よりも多くなるように、レーザ光を容易に照射することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
23日前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
18日前
個人
複合金属回転式ホーン
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
8日前
トヨタ自動車株式会社
取付装置
2か月前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
オークマ株式会社
工作機械
17日前
津田駒工業株式会社
2連回転割出し装置
18日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
3日前
大和ハウス工業株式会社
溶接方法
24日前
株式会社コスメック
クランプ装置
12日前
オークマ株式会社
工作機械
29日前
オークマ株式会社
診断装置
29日前
スター精密株式会社
工作機械
23日前
豊田鉄工株式会社
レーザー溶接装置
19日前
トヨタ自動車株式会社
レーザ加工機
9日前
オーエスジー株式会社
ドリル
4日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社マキタ
ジグソー
12日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
アサダ株式会社
バンドソー装置
8日前
株式会社恵信工業
アプセット溶接方法
4日前
エンシュウ株式会社
摩擦撹拌接合装置
3日前
アサダ株式会社
バンドソー装置
8日前
宮川工機株式会社
プレカット加工装置
4日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































