TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025047282
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2023155696
出願日
2023-09-21
発明の名称
リング状部材の装着システム、リング状部材の装着方法
出願人
株式会社デンソーウェーブ
代理人
弁理士法人サトー
主分類
B23P
19/02 20060101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】汎用的なロボットによってリング状部材を適切に装着することができるリング状部材の装着システム、リング状部材の装着方法を提供する。
【解決手段】一態様による装着システム1は、ロボット2を用いてワーク5の溝部51にOリング8のようなリング状部材を装着するものであって、ワーク5を短軸方向に傾斜させた状態で開始位置に配置する処理と、ワーク5を溝部51がリング状部材の位置となるまで垂直方向に移動させる処理と、ワーク5を短軸方向に沿って外向きに移動させる処理と、移動後にワーク5を垂直方向に沿った向きに姿勢を変化させる処理と、そのワーク5をリング状部材の中心位置まで短軸方向に沿って内向きに移動させる処理と、ワーク5を保持具7から離間する向きに移動させて溝部51の全体にリング状部材を装着する処理とを実行する。
【選択図】図1
特許請求の範囲
【請求項1】
ロボットを用いてワークに弾性体のリング状部材を装着するためのシステムであって、
前記リング状部材を装着する溝部が外周側に形成されたワークを把持するロボットと、
前記ロボットの動作を制御する制御装置と、を備え、
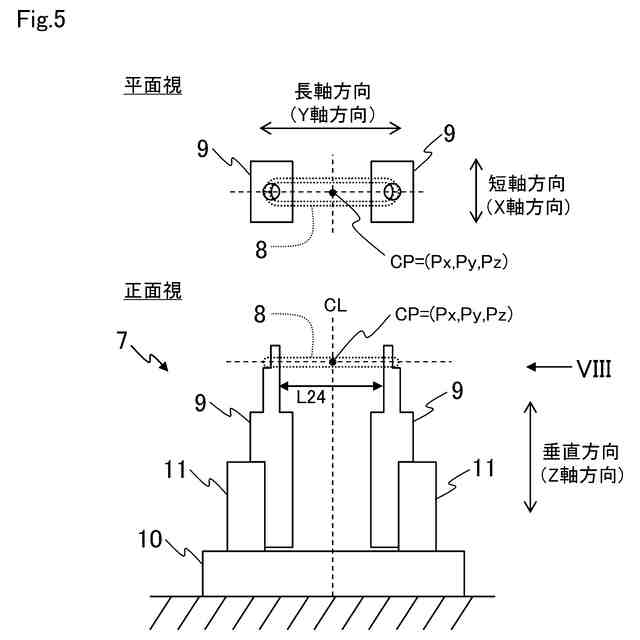
前記リング状部材は、2本の支柱で前記リング状部材を内周側から保持する保持具によって長孔状に変形した状態で所定の保持位置に保持されており、
前記保持位置に保持された状態の前記リング状部材の短軸に沿った向きを短軸方向とし、長軸に沿った向きを長軸方向とし、短軸方向および長軸方向に対して直交する向きを垂直方向とすると、
前記制御装置は、
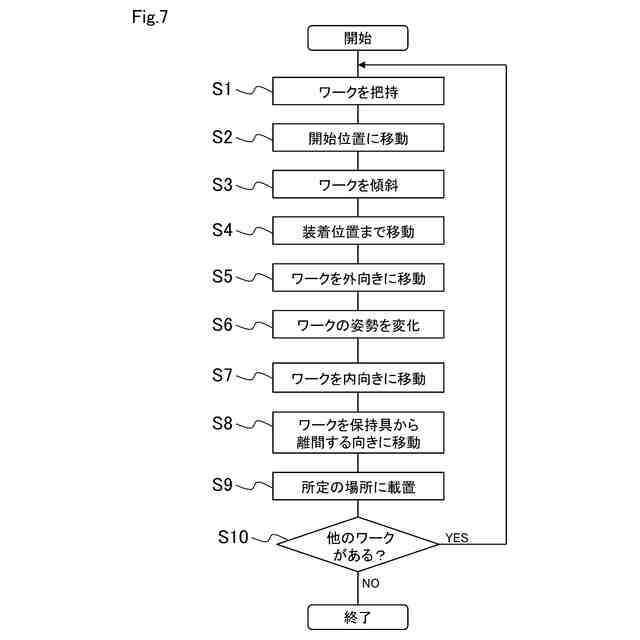
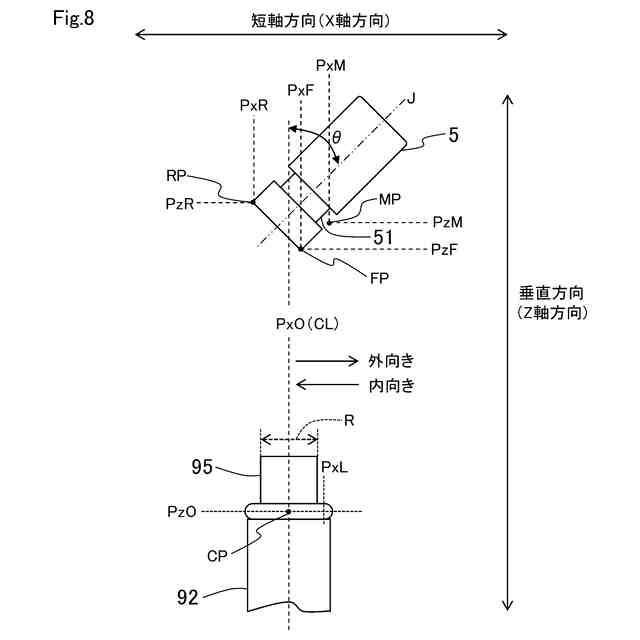
前記ワークを、前記リング状部材から垂直方向に離間していて前記リング状部材側となる先端部が垂直方向から見て前記リング状部材の内周側の範囲となる開始位置に、一方の短軸方向に傾斜させた状態で配置する処理と、
前記開始位置に配置した前記ワークを、傾斜している側の前記溝部を、前記保持位置に保持された状態における前記リング状部材の位置である装着位置まで移動させる処理と、
前記装着位置まで移動させた前記ワークを、短軸方向に沿って傾斜している側に向かって外向きに移動させる処理と、
外向きに移動させた前記ワークを、垂直方向に沿った向きに姿勢を変化させる処理と、
垂直方向に沿った向きに姿勢を変化させた前記ワークを、前記保持位置に保持された状態における前記リング状部材の中心位置まで短軸方向に沿って内向きに移動させる処理と、
内向きに移動させた前記ワークを、前記保持具から離間する向きに移動させ、前記溝部の全体に前記リング状部材を装着する処理と、
を実行するリング状部材の装着システム。
続きを表示(約 1,100 文字)
【請求項2】
前記制御装置は、前記ワークを前記装着位置まで移動させるとき、前記ワークを垂直方向に移動させる請求項1記載のリング状部材の装着システム。
【請求項3】
前記制御装置は、前記ワークを前記装着位置まで移動させるとき、前記ワークを前記リング状部材に向けて垂直方向および短軸方向に移動させ、短軸方向における前記溝部の位置を、前記保持位置に保持された状態の前記リング状部材の位置に一致させる請求項1記載のリング状部材の装着システム。
【請求項4】
前記制御装置は、前記ワークを外向きに移動させるとき、前記先端部とは逆側となる後端部が、前記保持位置に保持された状態の前記リング状部材の内周の範囲になる位置まで移動させる請求項1記載のリング状部材の装着システム。
【請求項5】
前記制御装置は、前記ワークを外向きに移動させる処理と、前記ワークを垂直方向に沿った向きに姿勢変化させる処理とを並列で実行し、前記ワークを外向きに移動させながら垂直方向に沿った向きに姿勢変化させる請求項1記載のリング状部材の装着システム。
【請求項6】
ロボットを用いてワークに弾性体のリング状部材を装着するための装着方法であって、
前記リング状部材は、長孔状に変形した状態で所定の保持位置に保持されるものであり、保持された状態における前記リング状部材の短軸に沿った向きを短軸方向とし、長軸に沿った向きを長軸方向とし、短軸方向および長軸方向に対して直交する向きを垂直方向とすると、
前記ワークを、前記リング状部材から垂直方向に離間していて、前記リング状部材側となる先端部が垂直方向から見て前記リング状部材の内周側の範囲となる開始位置に、一方の短軸方向に傾斜させた状態で配置する工程と、
前記開始位置に配置した前記ワークを、傾斜している側の前記溝部を、前記保持位置に保持された状態における前記リング状部材の位置である装着位置まで移動させる工程と、
前記装着位置まで移動させた前記ワークを、短軸方向に沿って傾斜している側に向かって外向きに移動させる工程と、
外向きに移動させた前記ワークを、垂直方向に沿った向きに姿勢を変化させる工程と、
垂直方向に沿った向きにした前記ワークを、前記保持位置に保持された状態における前記リング状部材の中心位置まで短軸方向に沿って内向きに移動させる工程と、
内向きに移動させた前記ワークを、前記保持具から離間する向きに移動させ、前記溝部の全体に前記リング状部材を装着する工程と、
を含むリング状部材の装着方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロボットを用いてワークに弾性体のリング状部材を装着するためのリング状部材の装着システム、リング状部材の装着方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、Oリングのようなリング状部材をワークに装着する場合には、例えば特許文献1のようにリング状部材を拡開させたり伸縮させたりする特殊な機構を備えた専用装置を用いて作業を自動化することがある。ただし、このような専用装置は導入するためのコストが高く、いわゆる少量多品種の製造現場では、作業者が手作業で作業をすることも多く、作業の自動化が実現できていないという実情がある。
【先行技術文献】
【特許文献】
【0003】
特許第6973839号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
さて、汎用的な動作が可能なロボットを利用してリング状部材を装着する作業を実現できれば、導入するコストを低減でき、少量多品種の製造現場であっても作業の自動化を実現できると考えられる。なお、汎用的な動作が可能なロボットとは、例えば垂直多関節型のいわゆる6軸ロボットや7軸ロボットあるいは水平多関節型のいわゆる4軸ロボットなどのように、教示によって所望の動作が可能なものを意味している。
【0005】
しかしながら、弾性体であるリング状部材は外力や自重によって変形してしまうことから、ロボットの動作によってリング状部材をワークに装着することが困難であり、作業の自動化が実現できていなかった。
【0006】
本開示は、上記した事情に鑑みてなされたものであり、その目的は、汎用的なロボットによってリング状部材を適切に装着することができるリング状部材の装着システム、Oリングの装着方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示の一態様によるリング状部材の装着システムは、ロボットを用いてワークに弾性体のリング状部材を装着するためのシステムであって、リング状部材を装着する溝部が外周側に形成されたワークを把持するロボットと、ロボットの動作を制御する制御装置とを備えている。リング状部材は、2本の支柱でリング状部材を内周側から保持する保持具によって長孔状に変形した状態で所定の保持位置に保持されており、保持位置に保持された状態のリング状部材の短軸に沿った向きを短軸方向とし、長軸に沿った向きを長軸方向とし、短軸方向および長軸方向に対して直交する向きを垂直方向とする。制御装置は、ワークを、リング状部材から垂直方向に離間していて、リング状部材側となる先端部が垂直方向から見てリング状部材の内周側の範囲となる開始位置に、一方の短軸方向に傾斜させた状態で配置する処理と、開始位置に配置したワークを、傾斜している側の溝部を、保持位置に保持された状態におけるリング状部材の位置である装着位置まで移動させる処理と、装着位置まで移動させたワークを、短軸方向に沿って傾斜している側に向かって外向きに移動させる処理と、外向きに移動させたワークを、垂直方向に沿った向きに姿勢を変化させる処理と、垂直方向に沿った向きにしたワークを、保持位置に保持された状態におけるリング状部材の中心位置まで短軸方向に沿って内向きに移動させる処理と、内向きに移動させたワークを、保持具から離間する向きに移動させ、溝部の全体にリング状部材を装着する処理とを実行する。
【図面の簡単な説明】
【0008】
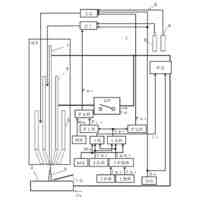
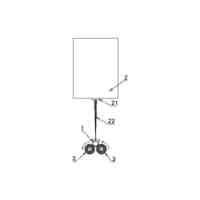
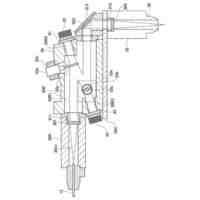
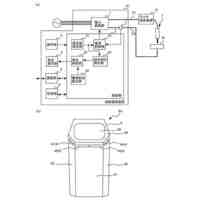
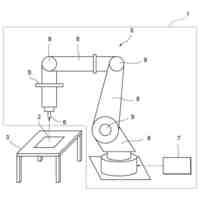
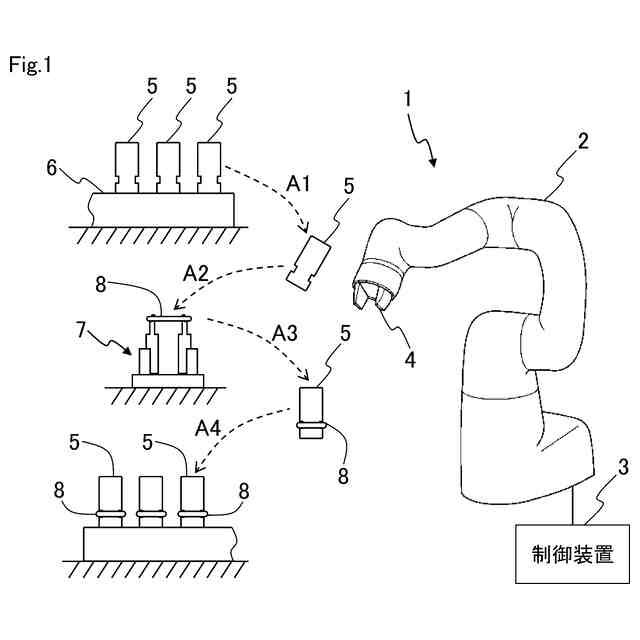
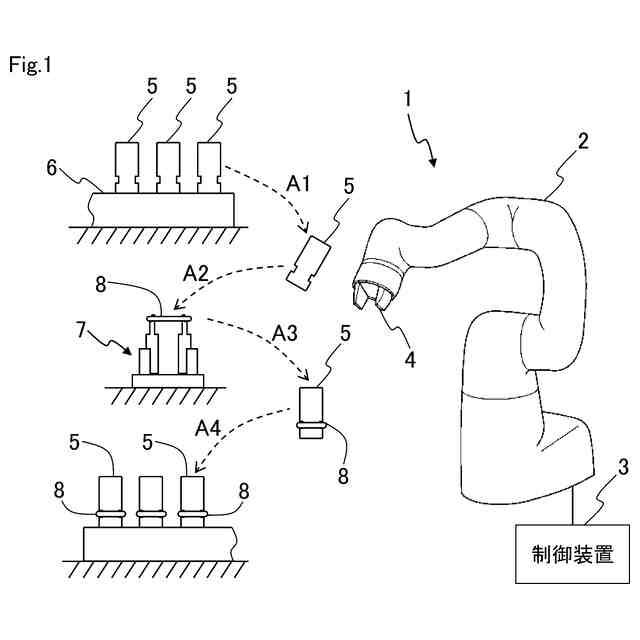
実施形態による装着システムの構成例を模式的に示す図
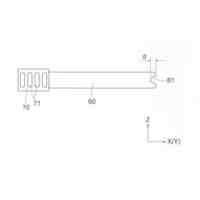
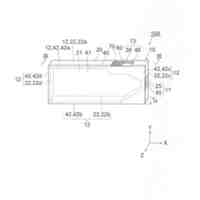
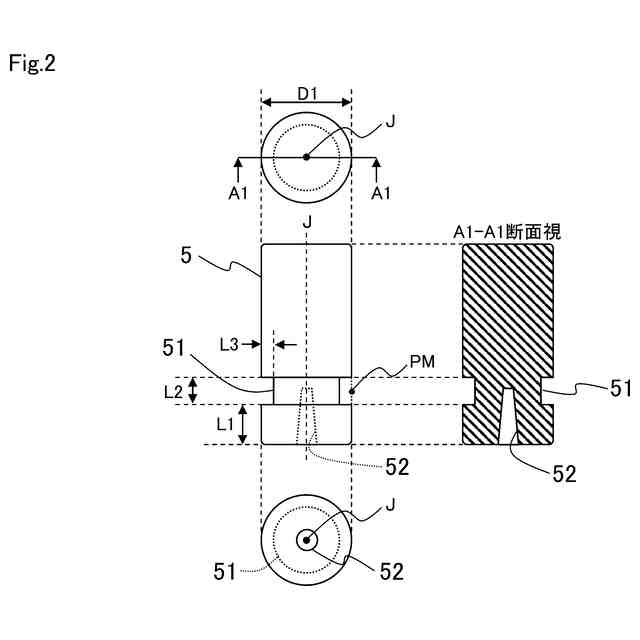
ワークの形状の一例を模式的に示す図
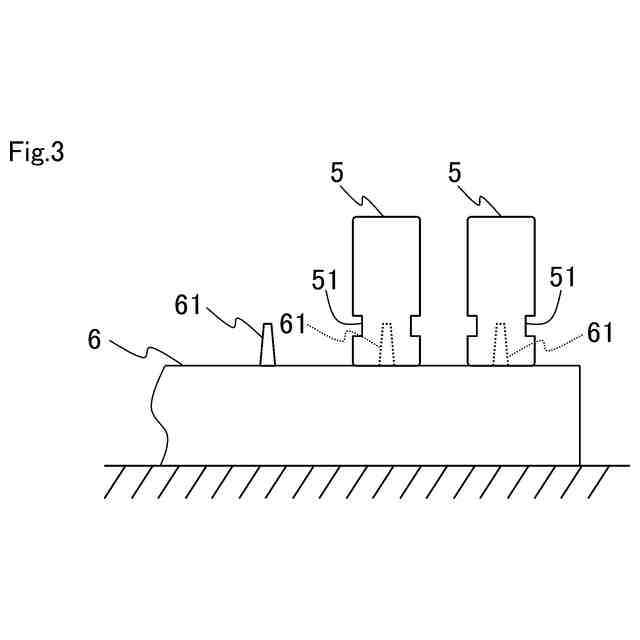
ワークの供給態様例を模式的に示す図
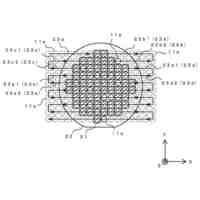
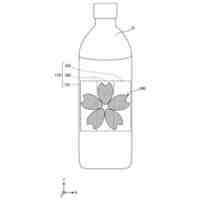
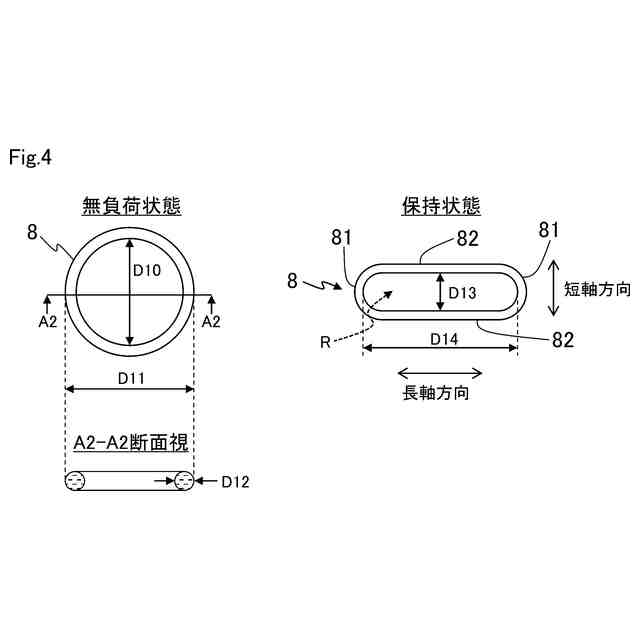
リング状部材の一例であるOリングの形状と保持態様とを模式的に示す図
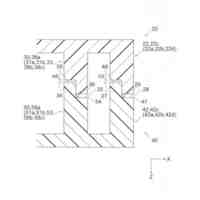
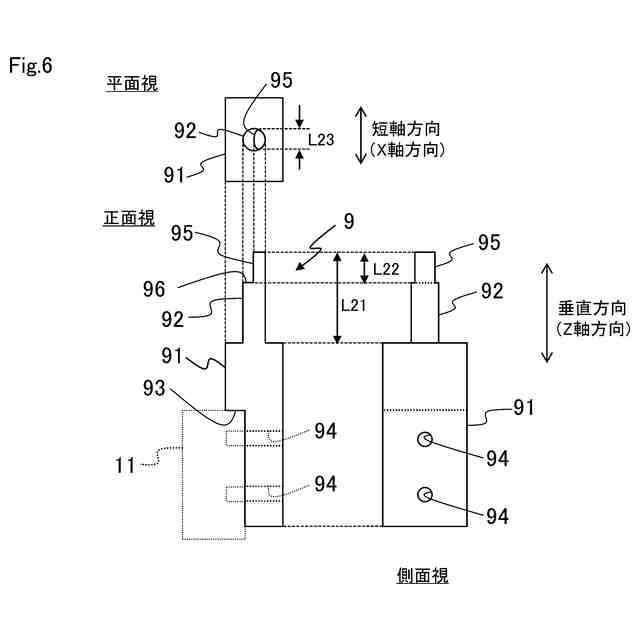
保持具の構成例を模式的に示す図
支持部材の構成例を模式的に示す図
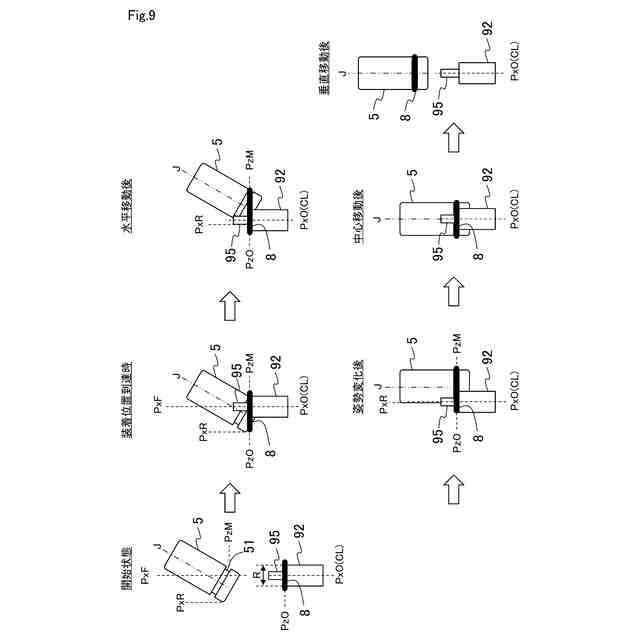
装着処理の流れを示す図
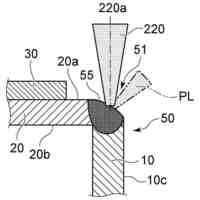
開始状態におけるワークとOリングの位置関係を説明する図
Oリングの装着態様を説明する図その1
Oリングの装着態様を説明する図その2
Oリングの装着態様を説明する図その3
Oリングの装着態様を説明する図その4
ワークの他の形状例を模式的に示す図
【発明を実施するための形態】
【0009】
図1に示すように、装着システム1は、ロボット2と、ロボット2を制御する制御装置3とを備えている。ロボット2は、本実施形態では垂直多関節型のいわゆる6軸ロボットを採用している。ただし、ロボット2としては、いわゆる7軸ロボットであってもよい。このようなロボット2は産業用途などに広く用いられているため、詳細な説明は省略するが、制御装置3からの指令に基づいてその姿勢が変化することにより、様々な動作が可能となっている。
【0010】
ロボット2の手先には、ハンド4が取り付けられている。ハンド4は、例えば複数の爪部によりワーク5を把持するものであり、ワーク5の形状や大きさに応じて適宜選択されている。なお、ハンド4の把持動作は制御装置3から制御されている。
この装着システム1は、供給トレイ6に載置されたワーク5をハンド4で把持して傾斜させ(A1)、把持したワーク5を保持具7に保持された例えばOリング8のようなリング状部材に向けて移動させ(A2)、ワーク5を保持具7から離間するように移動させることでワーク5にOリング8を装着し(A3)、Oリング8が装着されたワーク5を所定の載置場所に載置する(A4)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
23日前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
チャック装置
8日前
オークマ株式会社
工作機械
17日前
株式会社コスメック
クランプ装置
3日前
株式会社コスメック
クランプ装置
12日前
津田駒工業株式会社
2連回転割出し装置
18日前
大和ハウス工業株式会社
溶接方法
24日前
オーエスジー株式会社
ドリル
4日前
豊田鉄工株式会社
レーザー溶接装置
19日前
トヨタ自動車株式会社
レーザ加工機
9日前
スター精密株式会社
工作機械
23日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社マキタ
ジグソー
12日前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
エンシュウ株式会社
摩擦撹拌接合装置
3日前
株式会社恵信工業
アプセット溶接方法
4日前
宮川工機株式会社
プレカット加工装置
4日前
株式会社恵信工業
アプセット溶接方法
11日前
アサダ株式会社
バンドソー装置
8日前
アサダ株式会社
バンドソー装置
8日前
東レエンジニアリング株式会社
レーザ加工装置
3日前
株式会社東芝
レーザ溶接方法
10日前
株式会社ダイヘン
2重シールドティグ溶接方法
9日前
二九精密機械工業株式会社
小径金属パイプの識別
8日前
本田技研工業株式会社
切削工具
22日前
株式会社アマダ
レーザ加工機
18日前
ライズワークス株式会社
異物除去用タップ
23日前
株式会社ダイヘン
熱加工用電源装置
18日前
本田技研工業株式会社
切削工具
22日前
株式会社リコー
レーザマーキング装置
11日前
大日本印刷株式会社
部品用容器
1日前
大日本印刷株式会社
部品用容器
1日前
大日本印刷株式会社
部品用容器
1日前
株式会社不二越
ロボット溶接システム
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ