TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025037353
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144233
出願日
2023-09-06
発明の名称
レーザ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/082 20140101AFI20250311BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガルバノミラーの発熱を抑えることができ、ガルバノミラーを高周波数で振動させることができるレーザ加工機を提供する。
【解決手段】第1のガルバノミラー32aは、レーザビームが入射する第1の入射平面に反射コーティングが施されており、第1の入射平面に入射したレーザビームを反射させる。第2のガルバノミラー32bは、レーザビームが入射する第2の入射平面に反射コーティングが施されており、第2の入射平面に入射したレーザビームを反射させる。第1のガルバノミラー32a及び第2のガルバノミラー32bは、第1及び第2の入射平面に入射したレーザビームのうち、反射コーティングで反射せず、反射コーティングを透過して内部へと侵入したレーザビームを透過させる硝材で形成されている。第1のダンパ41及び第2のダンパ42は、第1のガルバノミラー32a及び第2のガルバノミラー32bを透過したレーザビームを吸収する。
【選択図】図15
特許請求の範囲
【請求項1】
発散光のレーザビームをコリメート光に変換するコリメーションレンズと、
前記コリメーションレンズより射出されたレーザビームが入射され、加工対象の被加工材に照射されるレーザビームを振動させるガルバノスキャナユニットと、
前記ガルバノスキャナユニットより射出されたレーザビームを集束させて、前記被加工材に照射する集束レンズを有する加工ヘッドと、
を備え、
前記ガルバノスキャナユニットは、
レーザビームが入射する第1の入射平面に反射コーティングが施されており、前記第1の入射平面に入射したレーザビームを反射させる第1のガルバノミラーと、
前記第1のガルバノミラーを回転させるよう駆動する第1のガルバノモータと、
レーザビームが入射する第2の入射平面に反射コーティングが施されており、前記第2の入射平面に入射したレーザビームを反射させる第2のガルバノミラーと、
前記第2のガルバノミラーを回転させるよう駆動する第2のガルバノモータと、
を有し、
前記第1及び第2のガルバノミラーは、それぞれ、前記第1及び第2の入射平面に入射したレーザビームのうち、前記反射コーティングで反射せず、前記反射コーティングを透過して内部へと侵入したレーザビームを透過させる硝材で形成され、
前記第1及び第2のガルバノミラーを透過したレーザビームを吸収する第1及び第2のダンパをさらに備える
レーザ加工機。
続きを表示(約 780 文字)
【請求項2】
前記ガルバノスキャナユニットを収納する筐体には、
前記コリメーションレンズより射出して前記第1の入射平面に入射し、前記第1の入射平面で反射して前記第2の入射平面に入射し、前記第2の入射平面で反射するレーザビームを進行させるレーザビーム進行路と、
前記レーザビーム進行路と連結し、前記第1及び第2のガルバノミラーを透過したレーザビームを前記筐体の外部へと向けて進行させる第1及び第2の透過光進行路と、
が形成され、
前記第1及び第2のダンパは、それぞれ、前記第1及び第2の透過光進行路の終端を塞ぐように、前記筐体の外面に取り付けられている
請求項1に記載のレーザ加工機。
【請求項3】
前記第1及び第2のダンパそれぞれと別体または一体の第1及び第2のヒートシンクをさらに備える請求項2に記載のレーザ加工機。
【請求項4】
前記ガルバノスキャナユニットを収納する筐体には、前記コリメーションレンズより射出して前記第1の入射平面に入射し、前記第1の入射平面で反射して前記第2の入射平面に入射し、前記第2の入射平面で反射するレーザビームを進行させるレーザビーム進行路が形成され、
前記レーザビーム進行路は、前記第1及び第2のガルバノミラーをそれぞれ透過したレーザビームの進行を妨げる第1及び第2の終端面を有し、
少なくとも前記第1及び第2の終端面に黒色めっきが施されていることにより、前記第1及び第2の終端面が前記第1及び第2のダンパとして機能する
請求項1に記載のレーザ加工機。
【請求項5】
前記筐体には、前記第1及び第2の終端面の近傍に、前記第1及び第2の終端面を冷却する水路が通されている請求項4に記載のレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
特許文献1~3には、加工ヘッドから射出されるレーザビームをガルバノスキャナユニットのガルバノミラーによって振動させて、被加工材を加工するレーザ加工機が記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第5388948号公報
特許第6272587号公報
特許第6748150号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
レーザビームを高周波数で振動させるためには、ガルバノミラーを、その剛性を高めることができるケイ素(Si)または炭化ケイ素(SiC)を材料として形成するのが一般的である。ガルバノミラーの表面には反射コーティングが施されており、入射するレーザビームを反射する。近年、レーザ発振器が射出するレーザビームは高出力化している。反射コーティングによるレーザビームの反射率が例えば99.9%であったとしても、ケイ素または炭化ケイ素の光吸収率はほぼ100%であるので、反射コーティングで反射されずに透過する高出力のレーザビームによってガルバノミラーが発熱する。ガルバノミラーを大型化すれば、ガルバノミラーの発熱を抑えることができる。
【0005】
一方で、ガルバノミラーの振動周波数を1kHz以上の高周波数とすることが要求されることがある。ガルバノミラーを大型化するとイナーシャが大きくなるから、要求される高周波数でガルバノミラーを振動させることが困難となる。そこで、ガルバノミラーの発熱を抑えることができ、ガルバノミラーを高周波数で振動させることができるレーザ加工機の登場が望まれている。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の一態様は、発散光のレーザビームをコリメート光に変換するコリメーションレンズと、前記コリメーションレンズより射出されたレーザビームが入射され、加工対象の被加工材に照射されるレーザビームを振動させるガルバノスキャナユニットと、前記ガルバノスキャナユニットより射出されたレーザビームを集束させて、前記被加工材に照射する集束レンズを有する加工ヘッドとを備え、前記ガルバノスキャナユニットは、レーザビームが入射する第1の入射平面に反射コーティングが施されており、前記第1の入射平面に入射したレーザビームを反射させる第1のガルバノミラーと、前記第1のガルバノミラーを回転させるよう駆動する第1のガルバノモータと、レーザビームが入射する第2の入射平面に反射コーティングが施されており、前記第2の入射平面に入射したレーザビームを反射させる第2のガルバノミラーと、前記第2のガルバノミラーを回転させるよう駆動する第2のガルバノモータとを有し、前記第1及び第2のガルバノミラーは、それぞれ、前記第1及び第2の入射平面に入射したレーザビームのうち、前記反射コーティングで反射せず、前記反射コーティングを透過して内部へと侵入したレーザビームを透過させる硝材で形成され、前記第1及び第2のガルバノミラーを透過したレーザビームを吸収する第1及び第2のダンパをさらに備えるレーザ加工機を提供する。
【発明の効果】
【0007】
1またはそれ以上の実施形態に係るレーザ加工機によれば、ガルバノミラーの発熱を抑えることができ、ガルバノミラーを高周波数で振動させることができる。
【図面の簡単な説明】
【0008】
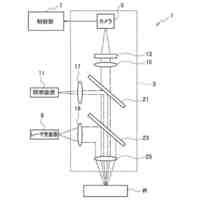
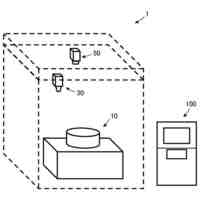
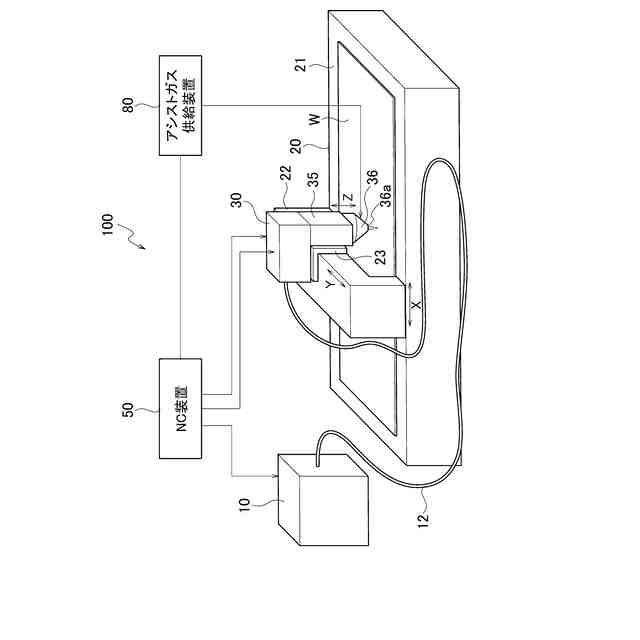
図1は、1またはそれ以上の実施形態に係るレーザ加工機を示す図である。
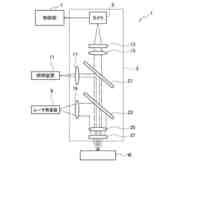
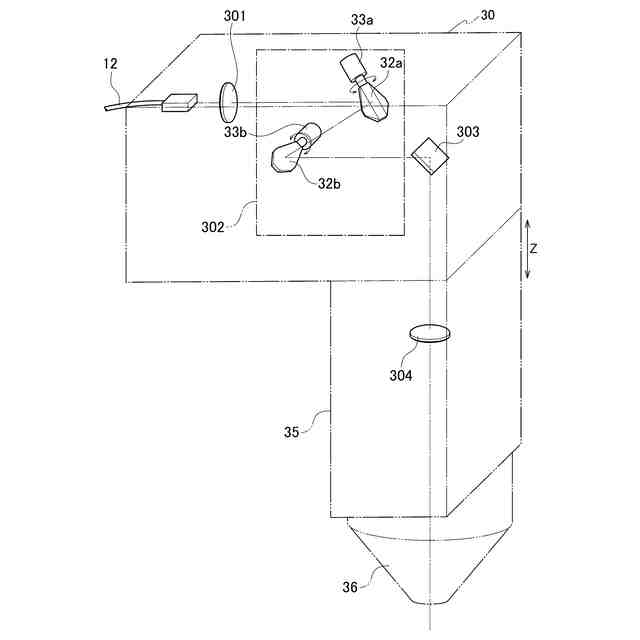
図2は、1またはそれ以上の実施形態に係るレーザ加工機が備えるガルバノスキャナユニットを示す斜視図である。
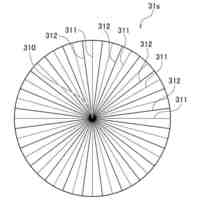
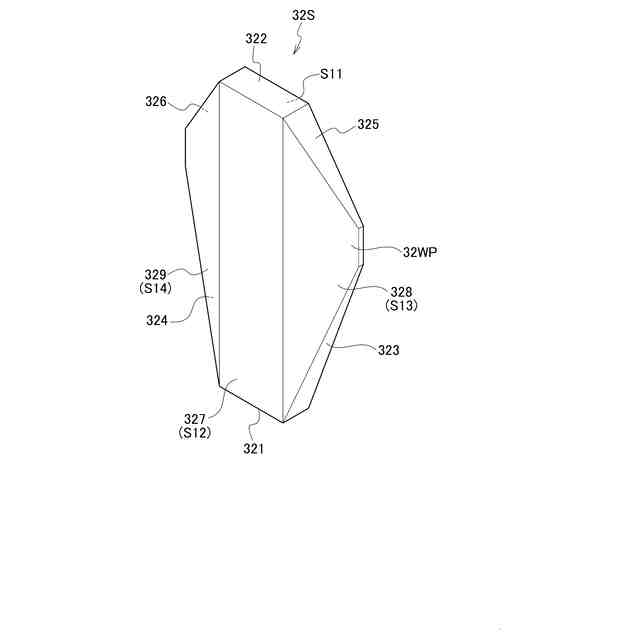
図3は、第1の構成例のガルバノミラーを背面から見た斜視図である。
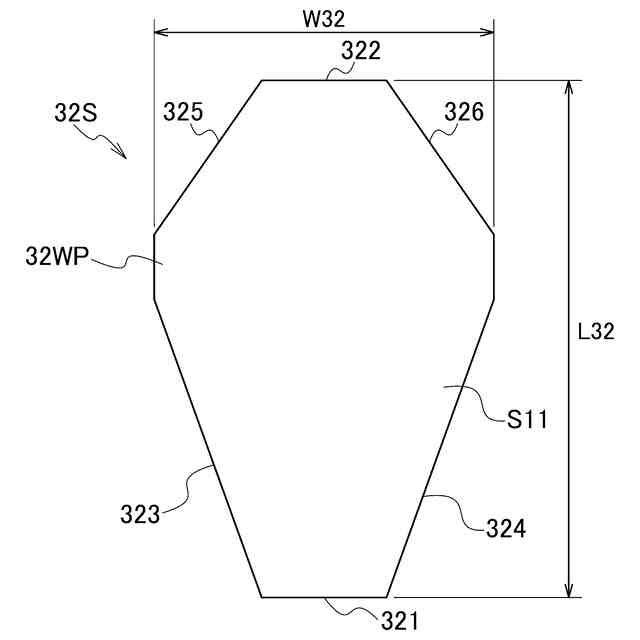
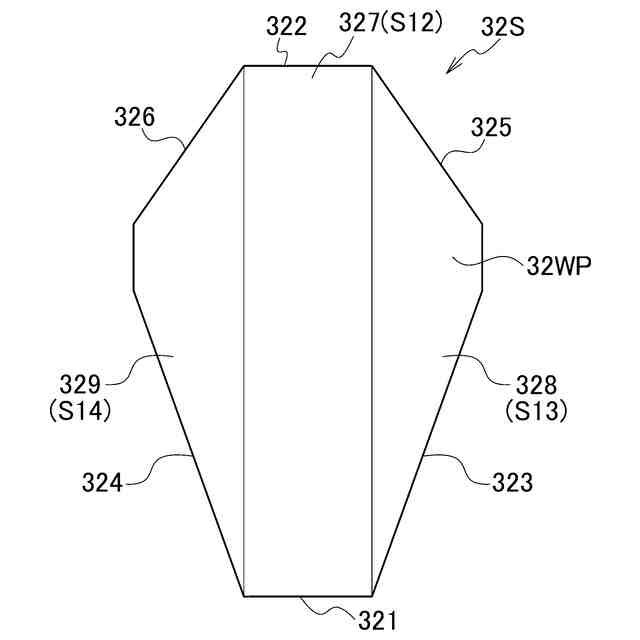
図4は、第1の構成例のガルバノミラーの正面図である。
図5は、第1の構成例のガルバノミラーの背面図である。
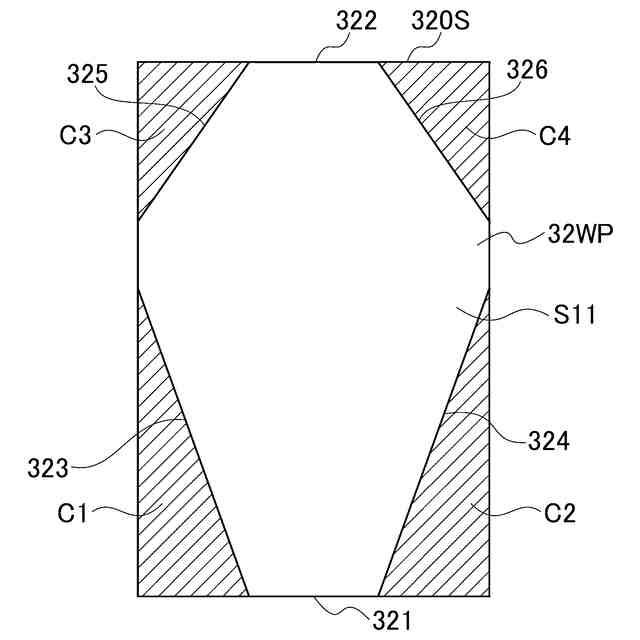
図6Aは、直方体のサファイアガラス板から第1の構成例のガルバノミラーを形成するための4つの角部の面取りを示す平面図である。
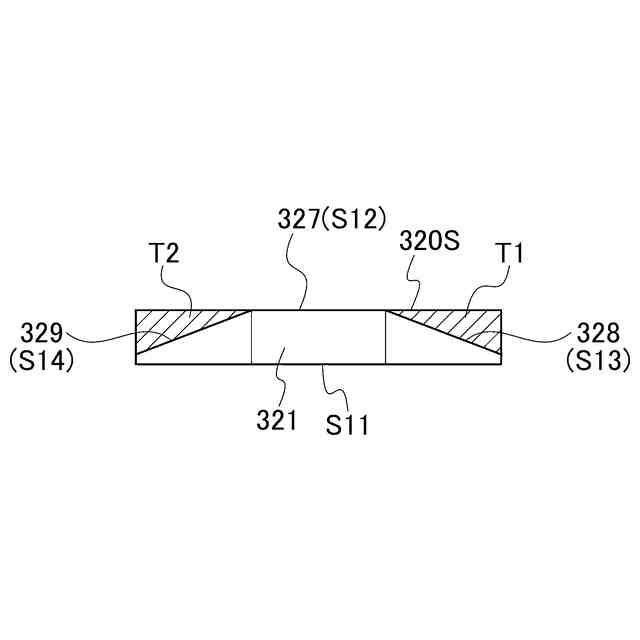
図6Bは、直方体のサファイアガラス板から第1の構成例のガルバノミラーを形成するための部分的な厚みの面取りを示す側面図である。
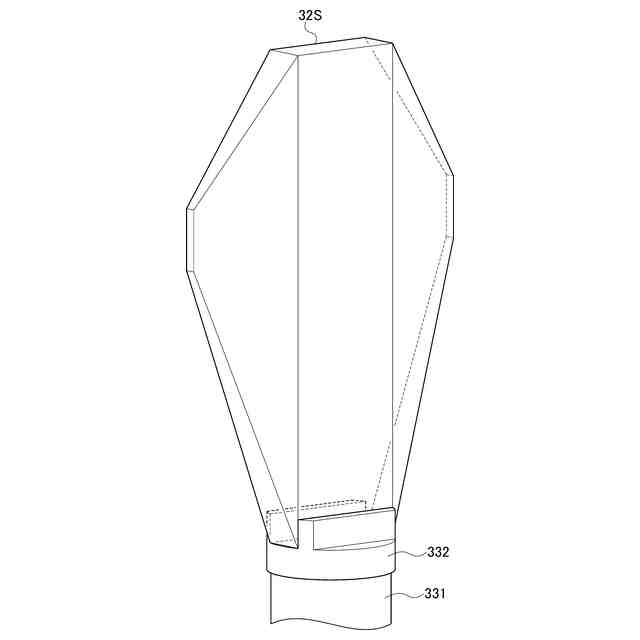
図7は、第1の構成例のガルバノミラーのガルバノモータの軸への取り付け構造を示す斜視図である。
図8は、第2の構成例のガルバノミラーを背面から見た斜視図である。
図9は、第2の構成例のガルバノミラーの正面図である。
図10は、第2の構成例のガルバノミラーの背面図である。
図11は、直方体の合成石英板から第2の構成例のガルバノミラーを形成するための部分的な厚みの面取りを示す側面図である。
図12は、第2の構成例の変形例のガルバノミラーを背面から見た斜視図である。
図13は、第2の構成例の変形例のガルバノミラーの変形例の正面図である。
図14は、第2の構成例の変形例のガルバノミラーの変形例の背面図である。
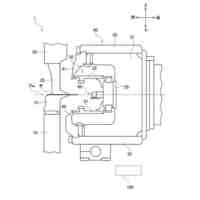
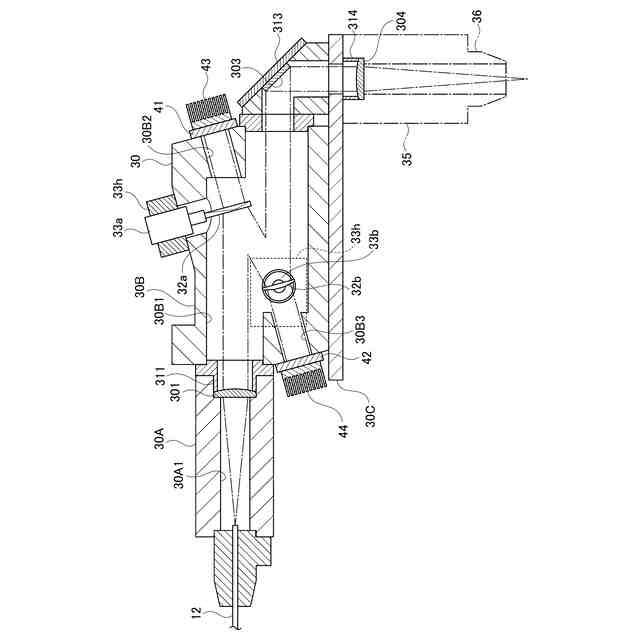
図15は、第1実施形態に係るレーザ加工機が備えるコリメータユニットの詳細な構成例を示す断面図である。
図16は、第2実施形態に係るレーザ加工機が備えるコリメータユニットの詳細な構成例を示す断面図である。
図17は、第2実施形態に係るレーザ加工機が備えるコリメータユニットの詳細な構成例を示す上面図である。
【発明を実施するための形態】
【0009】
以下、1またはそれ以上の実施形態に係るレーザ加工機について、添付図面を参照して説明する。まず、1またはそれ以上の実施形態に係るレーザ加工機の全体的な構成例を説明する。図1において、レーザ加工機100は、レーザ発振器10、プロセスファイバ12、レーザ加工ユニット20、NC装置50、アシストガス供給装置80を備える。
【0010】
レーザ発振器10はレーザビームを生成して射出し、プロセスファイバ12はレーザ発振器10より射出されたレーザビームをレーザ加工ユニット20へと伝送する。典型的には、レーザ発振器10は、波長1060nm~1080nmのレーザビームを射出するファイバレーザ発振器である。レーザ発振器10はファイバレーザ発振器に限定されない。NC装置50は、レーザ加工機100の各部を制御する制御装置の一例である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
レーザ加工機
11日前
株式会社アマダ
搬送物ステーション
17日前
株式会社アマダ
レーザ加工機及び加工不良検出方法
1か月前
株式会社アマダ
リングビーム整形素子及びレーザ加工機
9日前
株式会社アマダ
レーザ溶接機及び平角線のレーザ溶接方法
27日前
株式会社アマダ
ワーク曲げ角度測定方法、及び曲げ加工機
1か月前
株式会社アマダ
レーザ加工機及び保護ガラスの汚れ検出方法
27日前
株式会社アマダ
金属板材の曲げ加工方法、及び、金属板材の曲げ加工品
1か月前
株式会社アマダ
溶接位置特定システム、溶接位置特定方法及び溶接位置特定プログラム
26日前
個人
タップ
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
27日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
日進工具株式会社
エンドミル
13日前
エフ・ピー・ツール株式会社
リーマ
13日前
株式会社ダイヘン
積層造形溶接方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
11日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
25日前
株式会社FUJI
チャック装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
診断装置
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
オークマ株式会社
工作機械
1か月前
株式会社不二越
管用テーパタップ
1か月前
大肯精密株式会社
自動送り穿孔機
25日前
株式会社不二越
超硬合金製ドリル
9日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ