TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042658
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149710
出願日
2023-09-15
発明の名称
小径金属パイプの識別
出願人
二九精密機械工業株式会社
代理人
主分類
B23K
26/00 20140101AFI20250321BHJP(工作機械;他に分類されない金属加工)
要約
【課題】タグの脱落やシールの剥がれという懸念が無く、ID(バーコード)による小径金属パイプのパイプ個々の管理が実施できる方法を提供する。
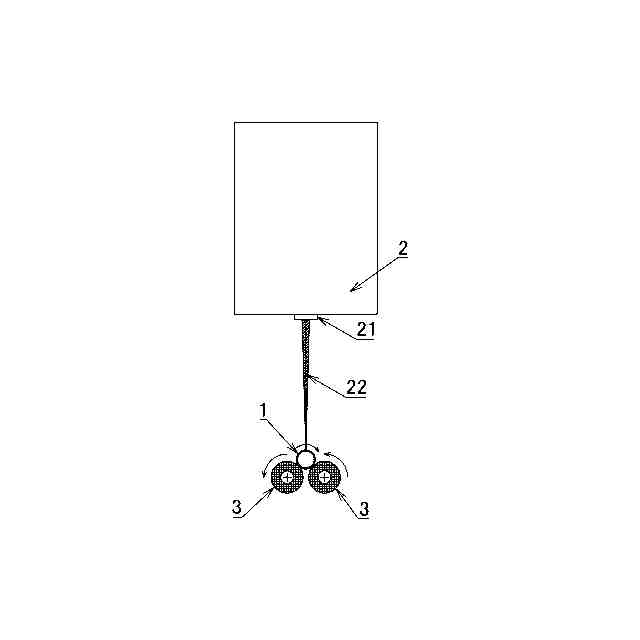
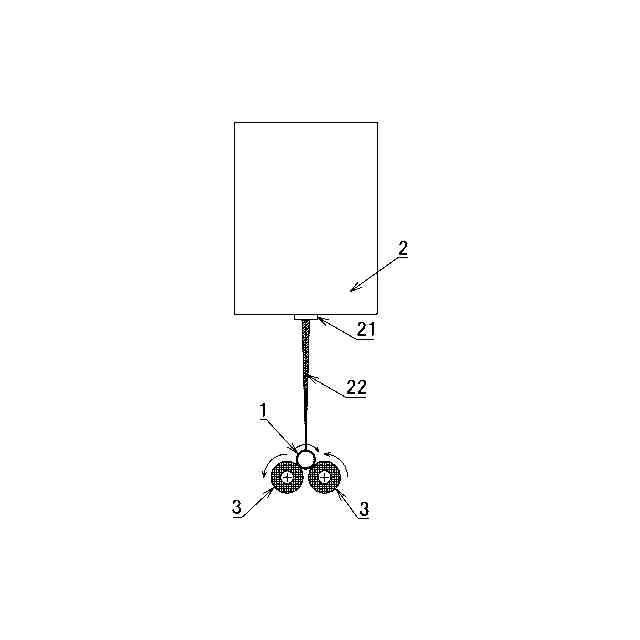
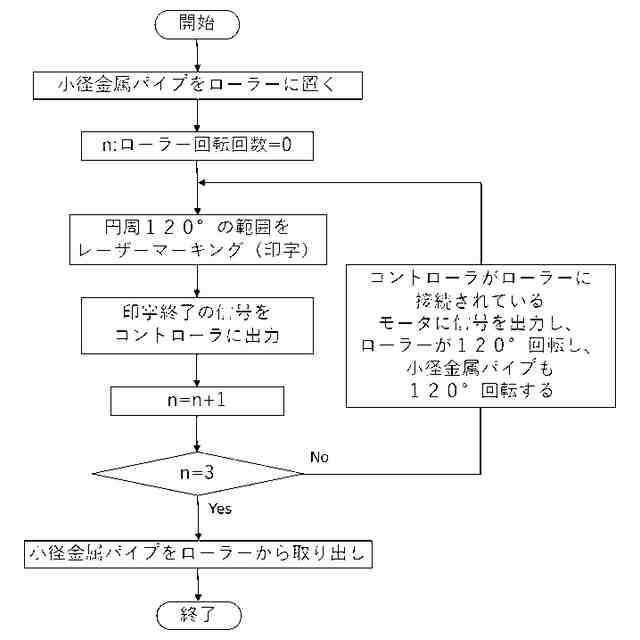
【解決手段】小径金属パイプ1を回転可能なローラー3が持ち、レーザーマーカー2の信号を受けて、コントローラにより上記ローラーが回転できるシステムを持つレーザーマーカーにより、小径金属パイプ全周にバーコード(独自IDを表現する)の印字を実施する。
【選択図】図1
特許請求の範囲
【請求項1】
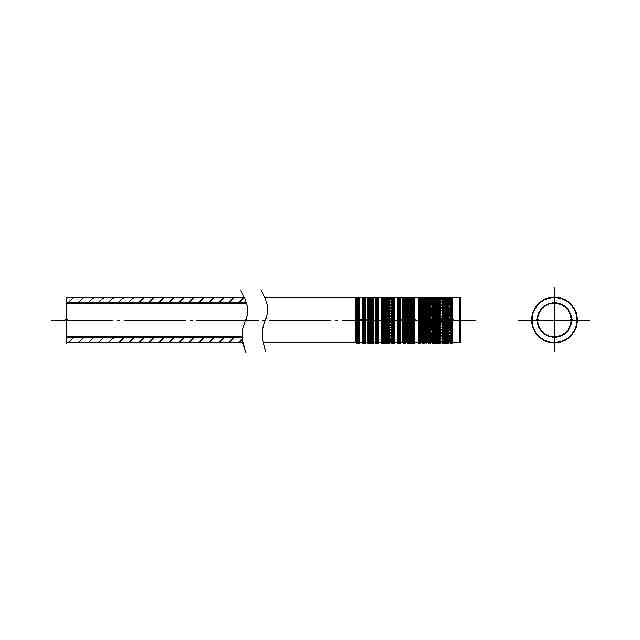
小径金属パイプのパイプ外径全周へのバーコード(ID)のレーザーマーキング(印字)。
続きを表示(約 580 文字)
【請求項2】
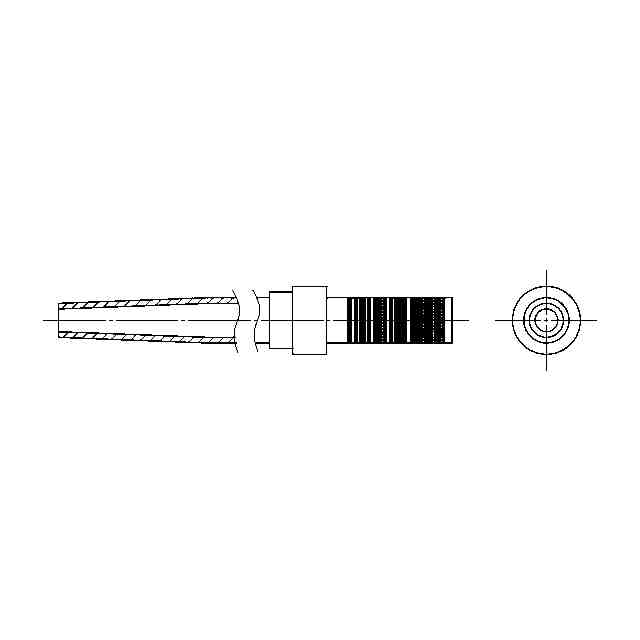
複数の直径を持つ小径金属多段パイプのパイプ外径全周へのバーコード(ID)のレーザーマーキング(印字)
【請求項3】
直径が徐々に変化するテーパ形状を持つ小径金属パイプのパイプ外径全周へのバーコード(ID)のレーザーマーキング(印字)。
【請求項4】
請求項2、請求項3を併せ持つ小径金属パイプのパイプ外径全周へのバーコード(ID)のレーザーマーキング(印字)。
【請求項5】
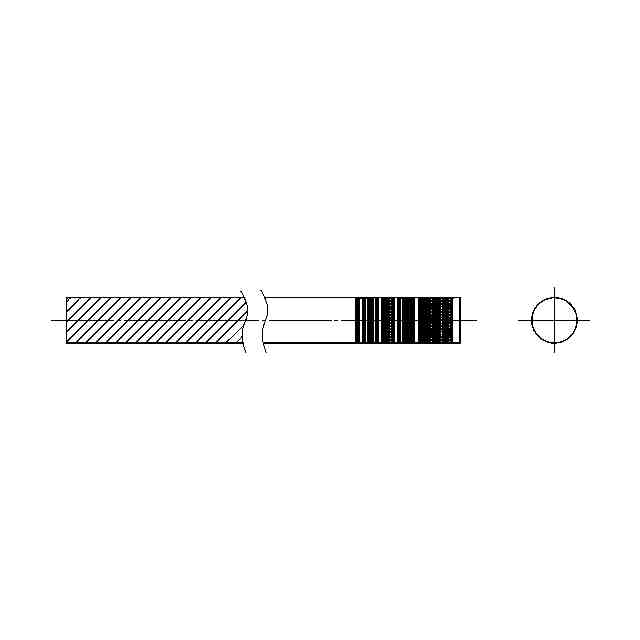
小径金属線、小径金属柱の外径全周へのバーコード(ID)のレーザーマーキング(印字)。
【請求項6】
複数の直径を持つ小径多段金属線、小径多段金属柱の外径全周へのバーコード(ID)のレーザーマーキング(印字)
【請求項7】
直径が徐々に変化するテーパ形状を持つ小径金属線、小径金属柱のバーコード(ID)のレーザーマーキング(印字)。
【請求項8】
請求項6、請求項7を併せ持つ小径金属線、小径金属柱のバーコード(ID)のレーザーマーキング(印字)。
【請求項9】
請求項1~請求項8を実施するための、小径金属パイプの回転装置。
【請求項10】
請求項1~請求項8を実施するため、請求項9とレーザーマーキング(印字)が連動したプロセス。
発明の詳細な説明
【技術分野】
【0001】
本発明は、小径金属パイプの識別の付加に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
医療機器や分析機器で使用される小径金属パイプ(ここでは内径2mm以下の金属パイプをいう)は、
管内を気体、液体がスムースに流れる必要があり、そのために内面を滑らかにするような内面研磨を施したりする。品質管理ための、小径金属パイプは通常ロット管理が行われている。医療機器や分析機器に使用する小径金属パイプは当然ながら精密部品であり、精密部品の品質管理には本来なら個々のパイプ毎に識別を行うのが理想的である。個々のパイプ毎の識別を行う場合、識別のためのタグを添付する等が考えられる。
識別タグの添付方法としては、「特開平8-140816」のような先行技術があるが、この例は衣料用ハンガーにバーコードチップを添付するもので、バーコードチップを取り外すことを考慮されている。そして添付するためにハンガーとバーコードチップに嵌め込み形状を設けるというものである。この事例は、小径金属パイプに嵌め込み形状を設けるようなもので、小径金属パイプには適さない。
【先行技術文献】
【特許文献】
【0003】
特開平8-140816
【発明の概要】
【発明が解決しようとする課題】
【0004】
小径金属パイプでは、小径が故に識別のタグが添付しづらく、また仮に添付しても、パイプの製造工程を進むなかでタグが脱落するという懸念がある。
【0005】
タグの代わりに、識別のためのバーコード、二次元コードのシールを、パイプ表面に巻き付けて貼り付けることも考えられるが、一般的に公差の厳しい精密部品においてはシールの厚さが問題となる。また、シールの剥がれの懸念がある。さらに、バーコード、二次元コードをカメラで認証させるには、パイプをカメラの真下に移動させる必要があり、その過程で、パイプが回転するなどして、バーコード、二次元コードの位置が不明となる。そうなると、バーコード、二次元コードがパイプ円周上のどこにあるのかを探すためにパイプを回転させる、もしくはカメラを回転させるかしなくてはならず、認証する装置が非常に複雑な機構になってしまう。
【0006】
シールではなく金属パイプに直にバーコード、二次元コードをレーザーマーカーで印字することも可能であり、この場合シールの厚みの問題、剥がれの懸念はなくなるが、バーコード、二次元コードをカメラで認証する時の課題(金属パイプ円周上のどこにコードが印字されているのかを探す)が残ってしまう。また、レーザーマーカーでの印字は、通常、印字面に焦点を合わせて印字を実施する。このため平面には適するが、パイプ表面のような高さが異なる面に対しては、焦点から離れるほど印字がボケることになり、バーコード、二次元コードをパイプ表面に印字したとしても、カメラでのバーコード、二次元コードの認識時に、認識の範囲が狭くなってしまうという懸念が出てくる。
【0007】
上記の理由により、小径金属パイプはパイプを個々に識別しての品質管理は行われにくいと考えられる。
【課題を解決するための手段】
【0008】
小径金属パイプを回転可能なローラーが持ち、レーザーマーカーの信号を受けて、コントローラにより上記ローラーが回転できるシステムを持つレーザーマーカーにより、小径金属パイプ全周にバーコード(独自IDを表現する)の印字を実施する。
【0009】
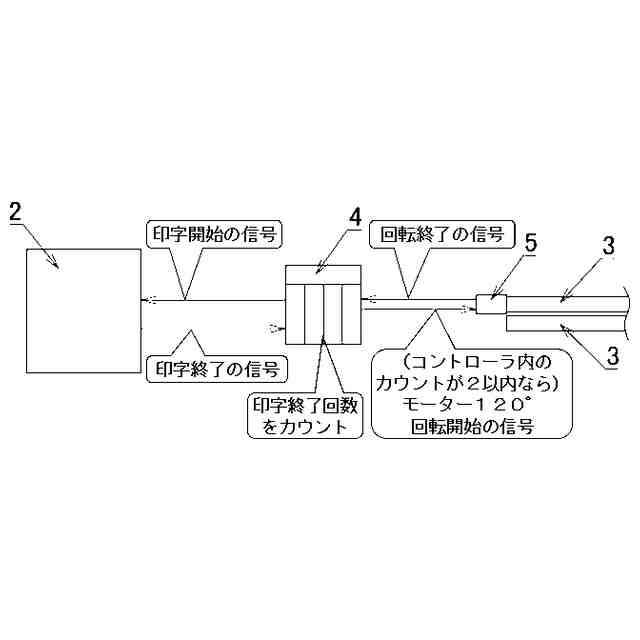
バーコードを印字する際、レーザーマーカーで印字する小径金属パイプを、モーターにより回転が可能なローラー2本に置く。ここで、レーザーマーカーコントローラにより制御されており、コントローラはレーザーマーカーに印字開始の信号を出力し、レーザーマーカーから印字終了の信号を入力できる仕組みとなっている。また、コントローラはローラーの1つには、回転させることができるモーターに接続しており、コントローラはレーザーマーカーの印字終了の信号を受信後、モーターへ回転の信号を出力することができるようになっている。
【0010】
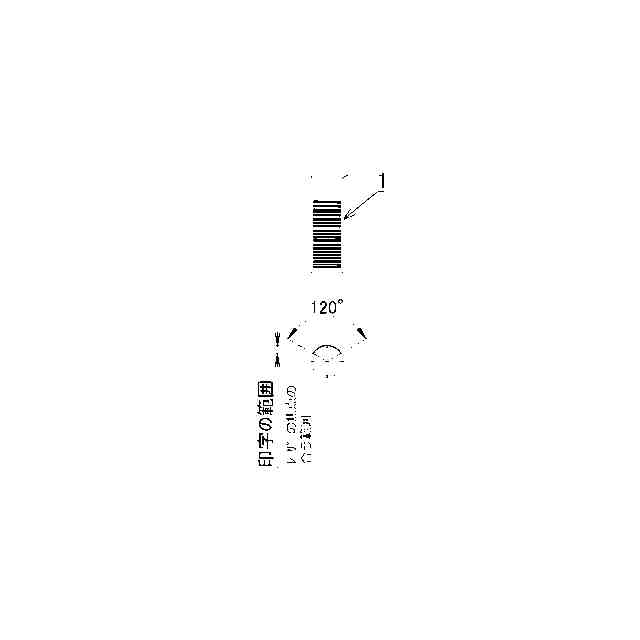
小径金属パイプにレーザーマーカーで印字できるバーコードの範囲は、レーザーの焦点が合う範囲であるため、たとえば、パイプ円周の120°つまり円周1/3の範囲についてバーコードの印字を実施する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
23日前
個人
複合金属回転式ホーン
2か月前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
8日前
トヨタ自動車株式会社
取付装置
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社ツガミ
工作機械
2か月前
株式会社ナベヤ
締結装置
1か月前
株式会社コスメック
クランプ装置
3日前
オークマ株式会社
工作機械
29日前
大和ハウス工業株式会社
溶接方法
24日前
オークマ株式会社
診断装置
29日前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
17日前
株式会社コスメック
クランプ装置
12日前
津田駒工業株式会社
2連回転割出し装置
18日前
株式会社関本管工
エルボ管保持装置
2か月前
スター精密株式会社
工作機械
23日前
豊田鉄工株式会社
レーザー溶接装置
19日前
トヨタ自動車株式会社
レーザ加工機
9日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
オーエスジー株式会社
ドリル
4日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社恵信工業
アプセット溶接方法
4日前
宮川工機株式会社
プレカット加工装置
4日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
エンシュウ株式会社
摩擦撹拌接合装置
3日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社マキタ
ジグソー
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































