TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025057765
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023167497
出願日
2023-09-28
発明の名称
ガスメタルアーク溶接継手
出願人
JFEスチール株式会社
代理人
個人
主分類
B23K
35/30 20060101AFI20250402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】極低温環境下で使用される高Mn鋼用の溶接継手として、母材又は溶接材料を変更せずとも、溶接金属の強度をさらに向上させ、高温割れの発生をより一層抑制できるガスメタルアーク溶接継手を提供する。
【解決手段】シールドガスとワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手であって、鋼材が高Mn含有オーステナイト鋼であり、溶接金属の化学組成が質量%で、C:0.15%~0.80%、Si:0.10%~1.00%、Mn:17.0%~30.0%、P:0.030%以下、S:0.030%以下、Al:0.001%~0.100%、Cr:0.4%~5.5%、Mo:0.01%~3.50%、Ni:0.01%~10.00%、N:0.0200%~0.1500%を含有し、残部がFe及び不可避的不純物からなることを特徴とする溶接継手である。
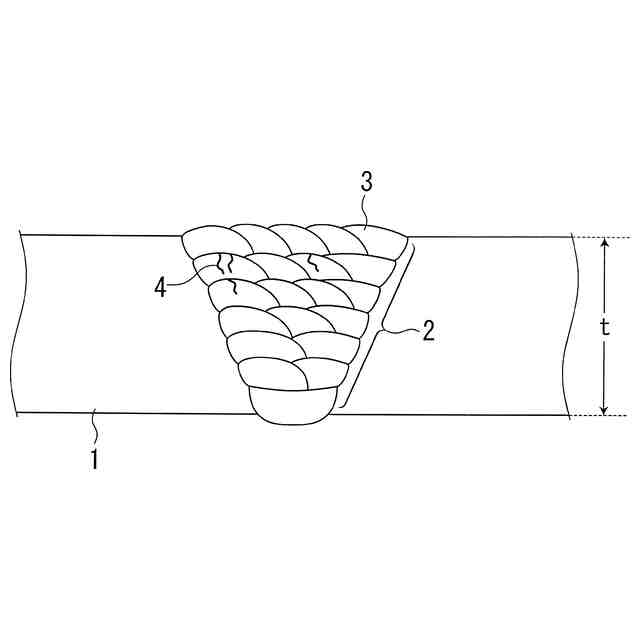
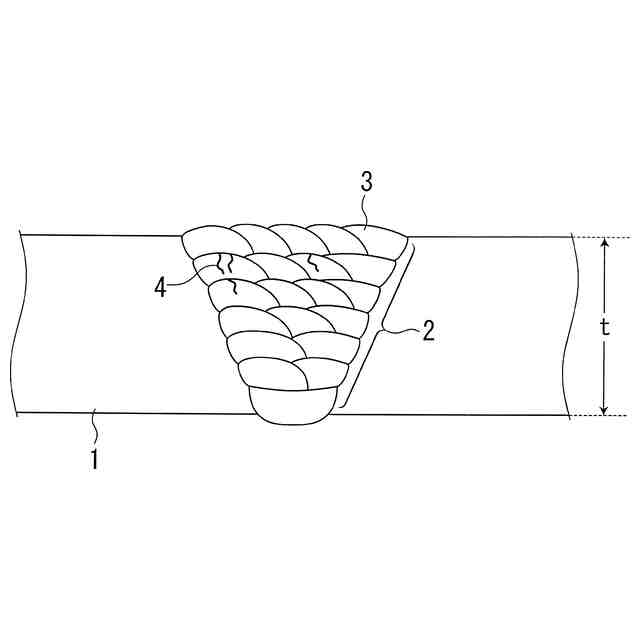
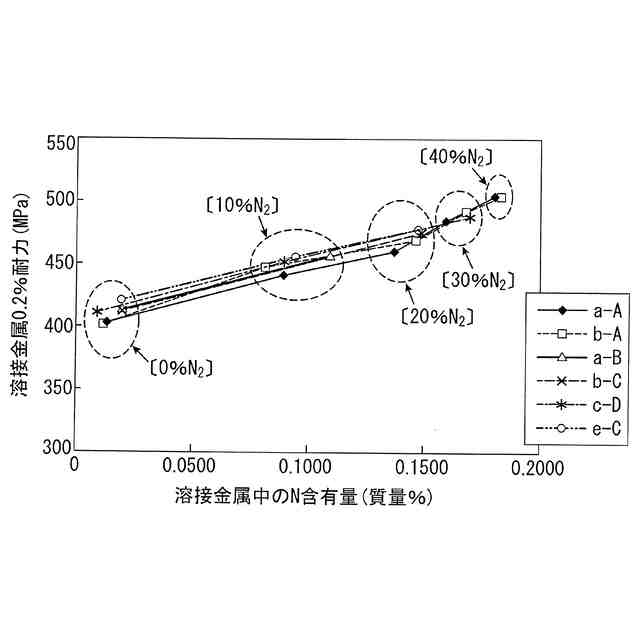
【選択図】図1
特許請求の範囲
【請求項1】
シールドガスとソリッドワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手であって、
前記鋼材が、高Mn含有オーステナイト鋼であり、
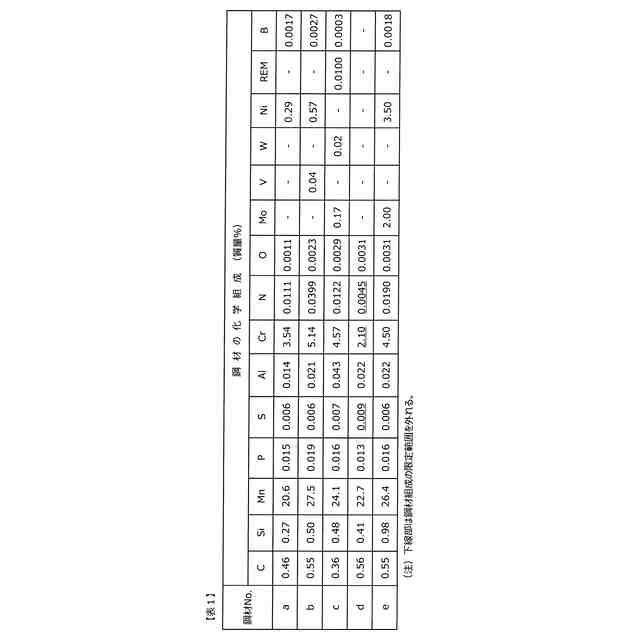
前記鋼材の化学組成が、質量%で、
C:0.10%~0.70%、
Si:0.05%~1.00%、
Mn:18.0%~30.0%、
P:0.030%以下、
S:0.007%以下、
Al:0.010%~0.070%、
Cr:2.50%~7.00%、
N:0.0050%~0.0500%、
O(酸素):0.0050%以下
を含有し、残部がFe及び不可避的不純物からなり、
前記溶接金属の化学組成が、質量%で、
C:0.15%~0.80%、
Si:0.10%~1.00%、
Mn:17.0%~30.0%、
P:0.030%以下、
S:0.030%以下、
Al:0.001%~0.100%、
Cr:0.4%~5.5%、
Mo:0.01%~3.50%、
Ni:0.01%~10.00%、
N:0.0200%~0.1500%
を含有し、残部がFe及び不可避的不純物からなる
ことを特徴とするガスメタルアーク溶接継手。
続きを表示(約 1,400 文字)
【請求項2】
前記鋼材の化学組成がさらに、質量%で、
Mo:0.01%~2.00%、
V:0.01%~2.00%、
W:0.01%~2.00%、
Ni:0.01%~4.00%、
REM:0.0010%~0.0200%及び
B:0.0003%~0.0030%
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とする請求項1に記載のガスメタルアーク溶接継手。
【請求項3】
前記溶接金属の化学組成がさらに、質量%で、
V:0.01%~1.00%、
Ti:0.010%~1.000%、
Nb:0.010%~1.000%、
W:0.01%~1.00%、
Cu:0.01%~1.00%及び
B:0.0015%以下
のうちから選ばれた1種又は2種以上を含有する
ことを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
【請求項4】
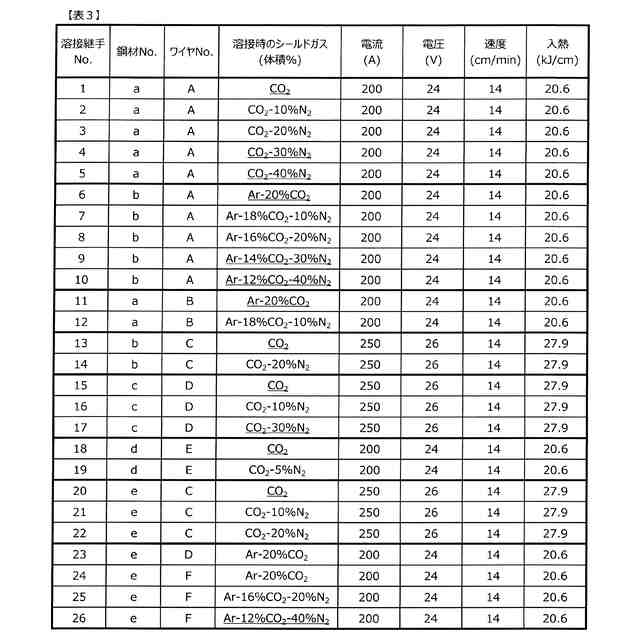
前記シールドガスが、下記の〔A〕又は〔B〕のいずれかのガスであることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
〔A〕体積%で1.0%以上30.0%未満の窒素ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔B〕体積%で1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
【請求項5】
前記シールドガスが、下記の〔A〕又は〔B〕のいずれかのガスであることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
〔A〕体積%で1.0%以上30.0%未満の窒素ガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
〔B〕体積%で1.0%以上30.0%未満の窒素ガス及び56.0%以上79.2%未満のArガスを含有し、残部が炭酸ガス及び不可避的不純物からなるガス
【請求項6】
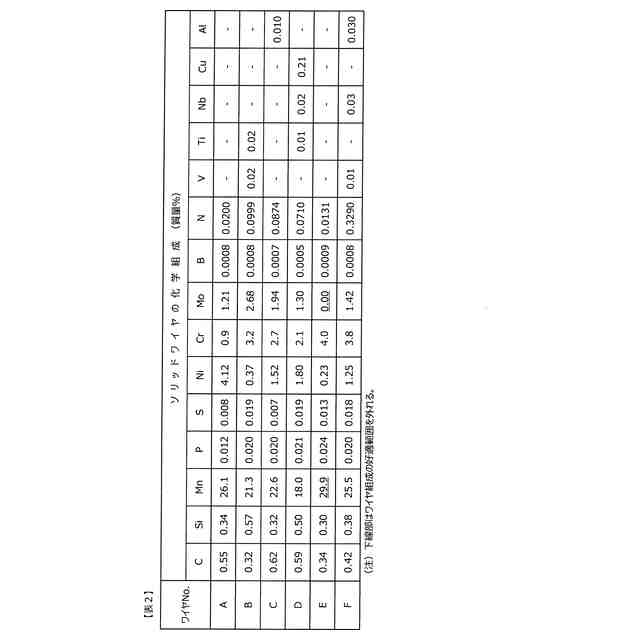
前記ソリッドワイヤのN含有量が、質量%で、0.4000%以下であることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
【請求項7】
前記ソリッドワイヤのN含有量が、質量%で、0.4000%以下であることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
【請求項8】
前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(
v
E
-196
)が28J以上であることを特徴とする請求項1又は2に記載のガスメタルアーク溶接継手。
【請求項9】
前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(
v
E
-196
)が28J以上であることを特徴とする請求項3に記載のガスメタルアーク溶接継手。
【請求項10】
前記溶接金属の降伏応力(0.2%耐力)が400MPa以上、引張強さが600MPa以上で、シャルピー衝撃吸収エネルギー(
v
E
-196
)が28J以上であることを特徴とする請求項4に記載のガスメタルアーク溶接継手。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シールドガスとソリッドワイヤを用いて溶接金属を形成してなる鋼材のガスメタルアーク溶接継手に関し、特に、極低温環境下で使用される高Mn含有オーステナイト鋼材のガスメタルアーク溶接継手に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、環境に対する規制が厳しくなっている。その中で、液化天然ガス(以下、LNGともいう)は、硫黄を含まないため、硫化物や硫黄酸化物等の大気汚染物質を発生させないクリーンな燃料と言われ、その需要が増加している。そして、LNGの輸送又は保管のために、LNGを輸送又は貯蔵する容器(タンク)は、LNGの液化温度である-162℃以下の温度で、優れた極低温衝撃靭性を保持することが求められている。
【0003】
この優れた極低温衝撃靭性を保持することの必要性から、容器(タンク)等の材料として、従来、アルミニウム合金、9%Ni鋼、オーステナイト系ステンレス鋼等が用いられてきた。
【0004】
しかしながら、アルミニウム合金は、引張強さが低いため、構造物の板厚を大きく設計する必要があり、また溶接作業性が低いという問題がある。また、9%Ni鋼は、溶接材料として高価なNi基材料を用いることが必要なため、経済的に不利となる。また、オーステナイト系ステンレス鋼は、高価であり、母材強度も低いという問題がある。
【0005】
このような問題から、LNGを輸送又は貯蔵する容器用の材料として、最近では、Mnを10~35質量%の範囲で含有する高Mn含有鋼材(以下、「高Mn鋼」ともいう。)の適用が検討されている。高Mn鋼は、極低温においても、金属組織がオーステナイト相であり、脆性破壊が発生せず、またオーステナイト系ステンレス鋼と比較して、高い強度を有するという特徴がある。しかしながら、高Mn鋼母材は、圧延による加工硬化で強度を向上させているが、溶接部においては、圧延による加工硬化の影響を受けないために母材と比較すると強度が低く、高Mn鋼本来の強度を十分に活かせないことが課題であった。そこで、高Mn鋼母材と同等の強度の溶接部を達成できる溶接材料及び溶接技術の開発が要望されていた。
【0006】
例えば、特許文献1においては、高Mn鋼材の化学組成に対して溶接材料(ソリッドワイヤ)の化学組成及び溶接条件を調整し、溶接金属への鋼材の希釈率を制御することにより、溶接部の強度及び極低温衝撃靭性が規定値を満足させる方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特許第6978613号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載された技術では、高Mn鋼材に合わせた溶接材料を選択する必要があるが、溶接材料製造のコストや工程を考慮すると、鋼材に合わせて溶接材料をその都度設計・製造するのは困難である。また、溶接条件を詳細に制御する必要があるために溶接施工管理が煩雑になってしまうという課題があった。
【0009】
本発明は、上記の課題を解決し、溶接ワイヤの細かな成分調整や溶接条件の調整を必要とせず、簡便に高強度かつ極低温靭性に優れた高Mn鋼のガスメタルアーク溶接継手を提供することを目的とする。
【課題を解決するための手段】
【0010】
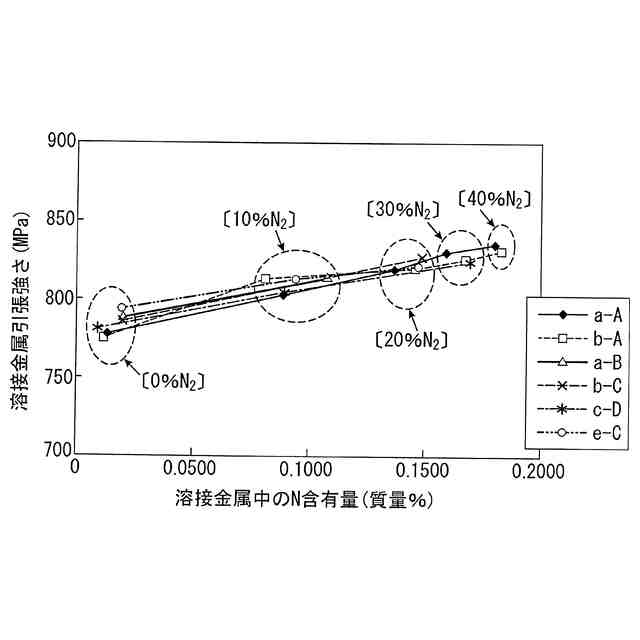
本発明者らは、上記目的を達成するために、溶接金属部の特性に及ぼす各種元素の影響を鋭意検討し、母材及び溶接材料(ソリッドワイヤ)以外から溶接部に添加することが可能で、強度の向上に寄与する元素として、窒素(N)が特に有効であることを見出した。また、溶接金属内のN含有量を増加させると、固液共存温度範囲を狭める効果を有し、溶接金属部に発生する高温割れを抑制させる効果も発揮することを知見した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
26日前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
3日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
16日前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
株式会社ナベヤ
締結装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社コスメック
クランプ装置
11日前
株式会社不二越
管用テーパタップ
5日前
オークマ株式会社
工作機械
25日前
ビアメカニクス株式会社
レーザ加工装置
3日前
オークマ株式会社
診断装置
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
20日前
津田駒工業株式会社
2連回転割出し装置
26日前
オークマ株式会社
工作機械
1か月前
オーエスジー株式会社
ドリル
12日前
トヨタ自動車株式会社
レーザ加工機
17日前
豊田鉄工株式会社
レーザー溶接装置
27日前
スター精密株式会社
工作機械
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
11日前
アサダ株式会社
バンドソー装置
16日前
宮川工機株式会社
プレカット加工装置
12日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社恵信工業
アプセット溶接方法
19日前
トヨタ自動車株式会社
グラフ生成方法
5日前
株式会社ダイヘン
サブマージアーク溶接装置
17日前
株式会社プロテリアル
クラッド材の製造方法
26日前
アサダ株式会社
バンドソー装置
16日前
株式会社プロテリアル
クラッド材の製造方法
26日前
株式会社恵信工業
アプセット溶接方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































