TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044622
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152311
出願日
2023-09-20
発明の名称
被覆切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/14 20060101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、高速加工と、高送り加工との双方において工具寿命を延長することのできる被覆切削工具を提供することを目的とする。
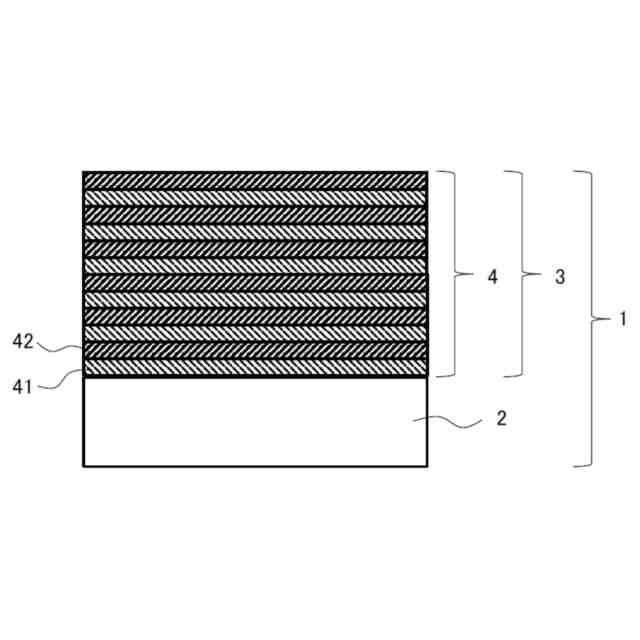
【解決手段】基材と、基材の上に形成された被覆層と、を含む被覆切削工具であって、被覆層は、A層とB層とが交互にそれぞれ2層以上形成された第1交互積層構造を有し、A層は、(Al
a
Cr
b
Ti
1-a-b
)Nを含有し、B層は、(Al
c
Ti
1-c-d
B
d
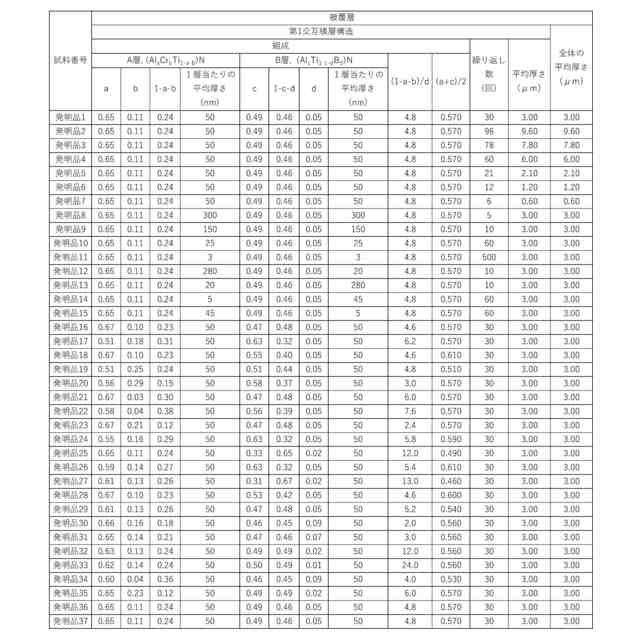
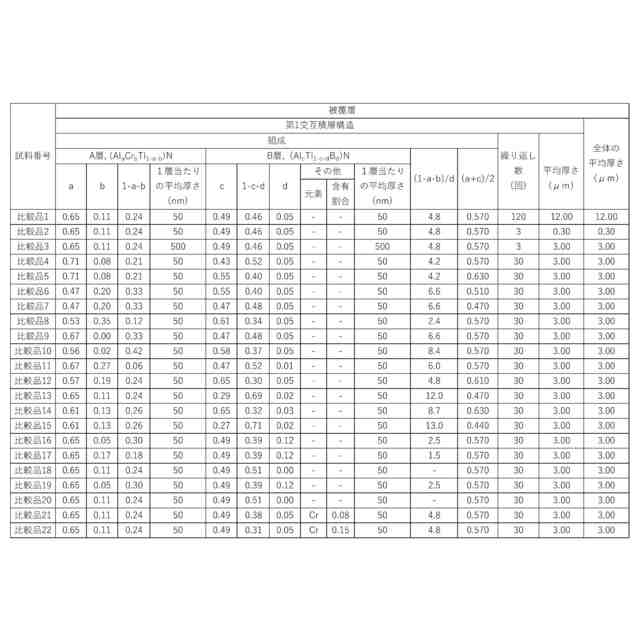
)Nを含有し、第1交互積層構造の平均厚さが、0.50μm以上10.00μm以下であり、第1交互積層構造におけるA層及びB層の各々の1層当たりの平均厚さが、2nm以上300nm以下である、被覆切削工具。
【選択図】図1
特許請求の範囲
【請求項1】
基材と、前記基材の上に形成された被覆層と、を含む被覆切削工具であって、
前記被覆層は、A層とB層とが交互にそれぞれ2層以上形成された第1交互積層構造を有し、
前記A層は、下記式(1)で表される組成を有する化合物を含有し、
(Al
a
Cr
b
Ti
1-a-b
)N (1)
(式(1)中、aはAl元素、Cr元素及びTi元素の合計に対するAl元素の含有割合(原子比)であり、
0.50≦a≦0.68を満たし、
bはAl元素、Cr元素及びTi元素の合計に対するCr元素の含有割合(原子比)であり、
0.02≦b≦0.30を満たし、
1-a-bはAl元素、Cr元素及びTi元素の合計に対するTi元素の含有割合(原子比)であり、
0.11≦1-a-b≦0.40を満たす。)
前記B層は、下記式(2)で表される組成を有する化合物を含有し、
(Al
c
Ti
1-c-d
B
d
)N (2)
(式(2)中、cはAl元素、Ti元素及びB元素の合計に対するAl元素の含有割合(原子比)であり、
0.30≦c≦0.64を満たし、
dはAl元素、Ti元素及びB元素の合計に対するB元素の含有割合(原子比)であり、
0.01≦d≦0.10を満たし、
1-c-dはAl元素、Ti元素及びB元素の合計に対するTi元素の含有割合(原子比)であり、
0.30≦1-c-d≦0.69を満たす。)
前記第1交互積層構造の平均厚さが、0.50μm以上10.00μm以下であり、
前記第1交互積層構造における前記A層の1層当たりの平均厚さが、2nm以上300nm以下であり、
前記第1交互積層構造における前記B層の1層当たりの平均厚さが、2nm以上300nm以下である、
被覆切削工具。
続きを表示(約 1,900 文字)
【請求項2】
前記B層におけるB元素の含有割合(原子比)に対する前記A層におけるTi元素の含有割合(原子比)の比((1-a-b)/d)が、2.0以上25.0以下である、
請求項1に記載の被覆切削工具。
【請求項3】
前記A層におけるAl元素の含有割合(原子比)及び前記B層におけるAl元素の含有割合(原子比)の平均値((a+c)/2)が、0.50以上0.62以下である、
請求項1又は2に記載の被覆切削工具。
【請求項4】
前記被覆層は、さらに前記A層とC層とが交互にそれぞれ2層以上形成された第2交互積層構造を有し、
前記C層は、下記式(3)で表される組成を有する化合物を含有し、
(Al
e
Ti
1-e
)N (3)
(式(3)中、eはAl元及びTi元素の合計に対するAl元素の含有割合(原子比)であり、
0.30≦e≦0.64を満たし、
1-eはAl元及びTi元素の合計に対するTi元素の含有割合(原子比)であり、
0.36≦1-e≦0.70を満たす。)
前記第2交互積層構造の平均厚さが、0.50μm以上5.00μm以下であり、
前記第2交互積層構造における前記A層の1層当たりの平均厚さが、2nm以上30nm未満であり、
前記第2交互積層構造における前記C層の1層当たりの平均厚さが、2nm以上30nm未満である、
請求項1に記載の被覆切削工具。
【請求項5】
前記第1交互積層構造における前記A層の1層当たりの平均厚さが、30nm以上300nm以下であり、
前記第1交互積層構造における前記B層の1層当たりの平均厚さが、30nm以上300nm以下である、
請求項1又は2に記載の被覆切削工具。
【請求項6】
前記被覆層は、前記第1交互積層構造と前記第2交互積層構造とが交互に合計で3回以上形成された第3交互積層構造を有し、
前記第3交互積層構造における前記第1交互積層構造の1構造当たりの平均厚さが、0.1μm以上1.5μm以下であり、
前記第3交互積層構造における前記第2交互積層構造の1構造当たりの平均厚さが、0.1μm以上1.5μm以下である、
請求項4に記載の被覆切削工具。
【請求項7】
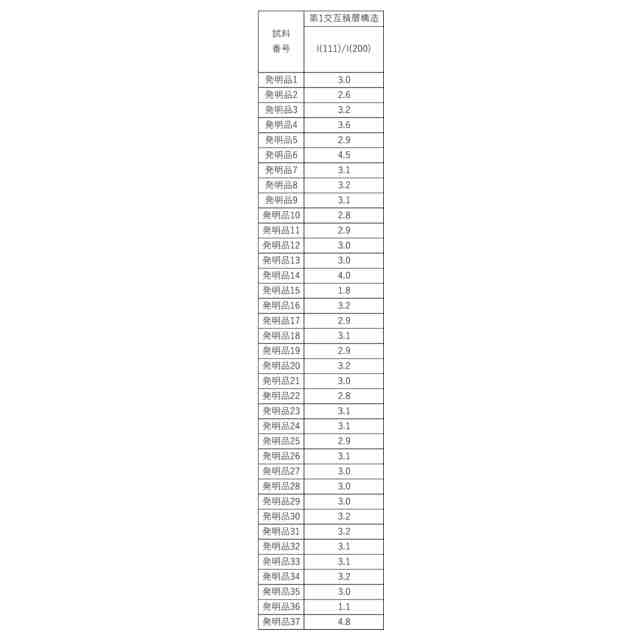
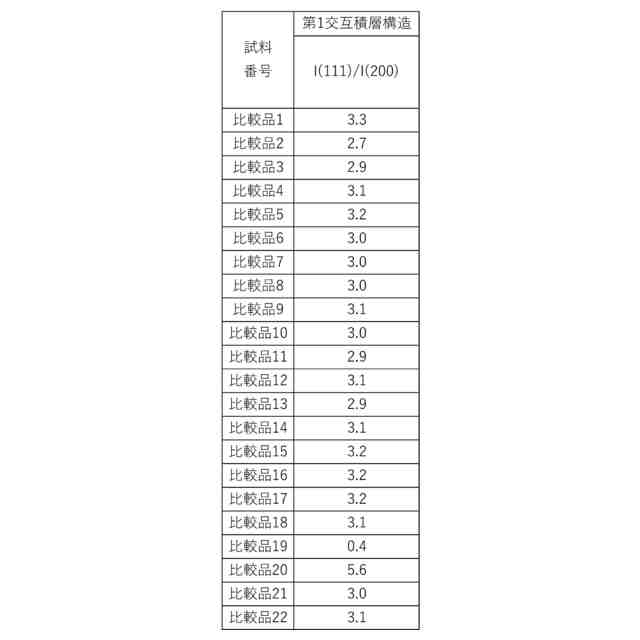
前記第1交互積層構造のX線回折において、立方晶(200)面の回折ピーク強度(I(200))に対する立方晶(111)面の回折ピーク強度(I(111))の比(I(111)/I(200))が、0.5以上5.0以下である、
請求項1又は2に記載の被覆切削工具。
【請求項8】
前記第3交互積層構造のX線回折において、立方晶(200)面の回折ピーク強度(I(200))に対する立方晶(111)面の回折ピーク強度(I(111))の比(I(111)/I(200))が、0.5以上5.0以下である、
請求項6に記載の被覆切削工具。
【請求項9】
前記被覆層は、前記第1交互積層構造又は前記第3交互積層構造における前記基材と反対側の表面に、上部層を有し、
前記上部層は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、Al、Si及びYからなる群より選ばれる少なくとも1種の元素と、C、N、O及びBからなる群より選ばれる少なくとも1種の元素とからなる化合物の単層又は多層(ただし、前記上部層を構成する化合物の組成は、前記上部層と接する、前記第1交互積層構造又は前記第2交互積層構造の層を構成する化合物の組成とは異なる。)であり、
前記上部層の平均厚さが、0.01μm以上2.00μm以下である、
請求項1又は6に記載の被覆切削工具。
【請求項10】
前記被覆層は、前記基材と前記第1交互積層構造又は前記第3交互積層構造との間に、下部層を有し、
前記下部層は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、Al、Si及びYからなる群より選ばれる少なくとも1種の元素と、C、N、O及びBからなる群より選ばれる少なくとも1種の元素とからなる化合物の単層又は多層(ただし、前記下部層を構成する化合物の組成は、前記下部層と接する、前記第1交互積層構造又は前記第2交互積層構造の層を構成する化合物の組成とは異なる。)であり、
前記下部層の平均厚さが、0.01μm以上2.00μm以下である、
請求項1又は6に記載の被覆切削工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆切削工具に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、鋼などの切削加工には超硬合金や立方晶窒化硼素(cBN)焼結体からなる切削工具が広く用いられている。中でも超硬合金基材の表面にTiN層、TiAlN層、TiCrN層などの硬質被覆膜を1又は2以上含む表面被覆切削工具は汎用性の高さから様々な加工に使用されている。
【0003】
例えば、特許文献1では、工具基体と被覆層を含む表面被覆切削工具であって、前記被覆層は、0.2~10.0μmの厚みを有し、第1層と第2層が交互にそれぞれ少なくとも1つ以上積層された構造を含み、前記少なくとも1つの第1層は、それぞれ、0.5~100.0nmの平均厚みを有し、式:(Al
x
Ti
1-x-y-z
M
y
)B
z
N(ただし、Mは周期表の4族、5族、6族、ランタノイドから1種又は2種以上の元素であり、xが0.100~0.640、yが0.001~0.100、zが0.060~0.400である)で表わされる平均組成を有し、前記少なくとも1つの第2層は、それぞれ、0.5~100.0nmの平均厚みを有し、式:(Al
p
Cr
1-p-q-r
M’
q
)B
r
N(ただし、M’は周期表の4族、5族、6族、ランタノイドから1種又は2種以上の元素であり、pが0.650~0.900、qが0.000~0.100、rが0.000~0.050である)で表される平均組成を有することを特徴とする表面被覆切削工具が提案されている。
【0004】
また、例えば、特許文献2では、超硬合金ボディとPVDコーティングとを含むコーティング切削工具であって、超硬合金ボディは、5~18重量%のCo、0.1~2.5重量%のCr、元素の周期律表の第4、5及び6族の金属の炭化物又は炭窒化物(WC以外)0~10重量%、及び残りのWCである組成を有し、PVDコーティングは、平均組成Ti
a
Al
b
Cr
c
N(a=0.25~0.7、b=0.3~0.7、及びc=0.01~0.2、a+b+c=1)を有する(Ti,Al,Cr)Nナノ層状PVDコーティングであり、該PVDコーティングは、ナノ層状PVDコーティングA/B/A/B/A・・・であり、ここで、副層AはTi
u
Al
v
Cr
w
N(u=0.1~0.4、v=0.5~0.8、w=0.01~0.3、u+v+w=1)、副層BはTi
x
Al
y
Cr
z
N(x=0.4~0.7、y=0.3~0.6、z=0~0.2、x+y+z=1、u<x及びv>y)からそれぞれなり、ナノ層状PVDコーティングの厚さは、0.5~10μmである、コーティング切削工具が提案されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2022/176230号
国際公開第2017/009101号
【発明の概要】
【発明が解決しようとする課題】
【0006】
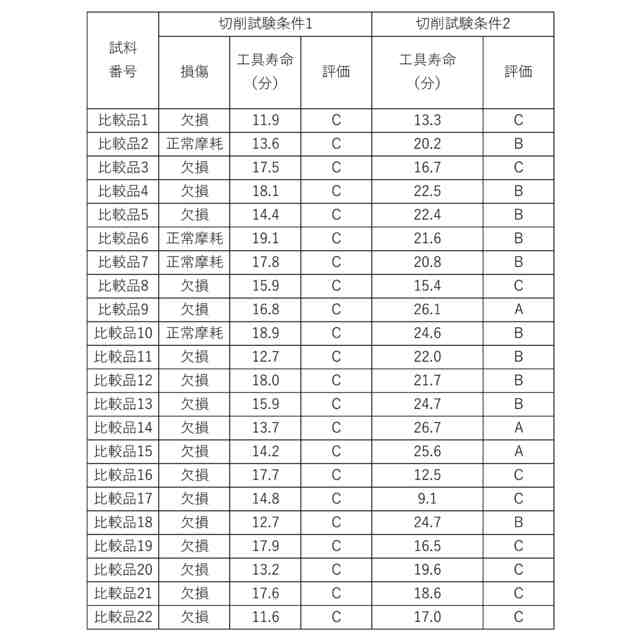
近年、切削加工に対する省力化及び省エネ化、さらに低コスト化の要求は強く、これに伴い、被覆切削工具にはより効率的な加工に耐えうる性能が求められている。より効率的な加工として、例えば加工条件は高速化及び/又は高送り化の傾向にあるが、これらの条件において、被覆切削工具に求められる性能は大きく異なる。
【0007】
高速加工においては、被覆切削工具に用いられる材料は硬度を高くして耐摩耗性を高めることに加え、高温下での耐熱衝撃性の向上、材料の変質による脆化を抑制することが求められる。一方で高送り加工においては、工具刃先にかかる負荷が大きくなりやすいため、被覆切削工具に用いられる材料には高い靭性が求められる。
【0008】
これらの高速加工及び高送り加工において被覆切削工具に求められる性質は、一般的に両立することが困難であるため、通常はそれぞれの加工に適した被覆切削工具を選択し、用いられている。一方で、これらの2つの性質を両立し、高めることは、1種の被覆切削工具で様々な加工条件に対応することができるため、低コスト化の観点より好ましい。
【0009】
特許文献1の表面被覆切削工具は、被覆層において、B元素を含む第1層と、B元素を含んでいなくてもよい第2層との交互積層が形成され、高速加工における耐熱衝撃性に優れる。しかしながら、特許文献1の表面被覆切削工具は、被覆層において、第1層と第2層との界面近傍の熱的安定性及び靭性が不十分であり、さらなる改善の余地がある。以上の理由から、特許文献1の表面被覆切削工具は、高速加工における耐欠損性と、高送り加工における耐欠損性との双方において改善の余地がある。
【0010】
また、特許文献2のコーティング切削工具は、被覆層において、副層Aと副層Bとの交互積層が形成され、高送り加工における耐欠損性に優れる。一方で、特許文献2のコーティング切削工具は、被覆層がB元素を含まないため、被覆層の硬さが不十分であり、また、B元素を含む層と、B元素を含まない層との交互積層が形成されていないため、高速加工における耐熱衝撃性が不十分である。以上の理由から、特許文献2のコーティング切削工具は、高速加工における耐摩耗性及び耐欠損性において改善の余地がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
今日
日東精工株式会社
ねじ締め装置
28日前
有限会社 ナプラ
金属粒子
23日前
日東精工株式会社
多軸ねじ締め機
今日
株式会社FUJI
工作機械
3日前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社FUJI
チャック装置
13日前
株式会社不二越
管用テーパタップ
2日前
株式会社コスメック
クランプ装置
17日前
津田駒工業株式会社
2連回転割出し装置
23日前
ビアメカニクス株式会社
レーザ加工装置
今日
オークマ株式会社
工作機械
22日前
株式会社プロテリアル
金属箔の溶接方法
今日
大和ハウス工業株式会社
溶接方法
29日前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
8日前
オークマ株式会社
診断装置
1か月前
スター精密株式会社
工作機械
28日前
トヨタ自動車株式会社
レーザ加工機
14日前
豊田鉄工株式会社
レーザー溶接装置
24日前
オーエスジー株式会社
ドリル
9日前
アサダ株式会社
バンドソー装置
13日前
アサダ株式会社
バンドソー装置
13日前
株式会社ダイヘン
サブマージアーク溶接装置
14日前
株式会社恵信工業
アプセット溶接方法
16日前
宮川工機株式会社
プレカット加工装置
9日前
株式会社マキタ
ジグソー
17日前
株式会社恵信工業
アプセット溶接方法
9日前
株式会社プロテリアル
クラッド材の製造方法
23日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
株式会社プロテリアル
クラッド材の製造方法
23日前
トヨタ自動車株式会社
グラフ生成方法
2日前
東レエンジニアリング株式会社
レーザ加工装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
14日前
株式会社東芝
レーザ溶接方法
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ