TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044754
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152508
出願日
2023-09-20
発明の名称
レーザ溶接方法
出願人
パナソニックホールディングス株式会社
代理人
個人
主分類
B23K
26/32 20140101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】銅系材料を想定したレーザ加工の容易化とレーザ光による熱拡散の抑制とを両立する。
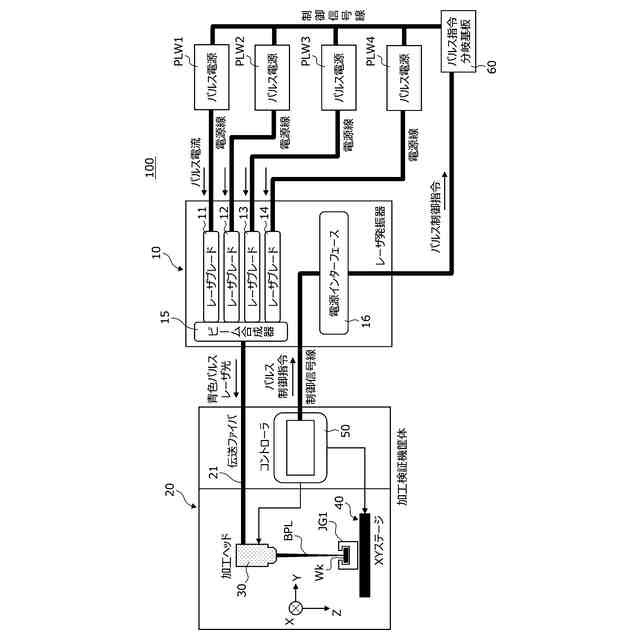
【解決手段】銅系材料のレーザ溶接方法は、銅系材料をレーザ溶接システムの治具上に配置する工程と、レーザ溶接システムを構成する1台以上の電源によるパルス駆動に基づいて、青色レーザ光を発振する工程と、発振された青色レーザ光を、伝送ファイバ及び加工ヘッドを介して銅系材料の加工箇所にパルス照射する工程と、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
銅系材料のレーザ溶接方法であって、
前記銅系材料をレーザ溶接システムの治具上に配置する工程と、
前記レーザ溶接システムを構成する1台以上の電源によるパルス駆動に基づいて、青色レーザ光を発振する工程と、
発振された前記青色レーザ光を、伝送ファイバ及び加工ヘッドを介して前記銅系材料の加工箇所にパルス照射する工程と、を有する、
レーザ溶接方法。
続きを表示(約 520 文字)
【請求項2】
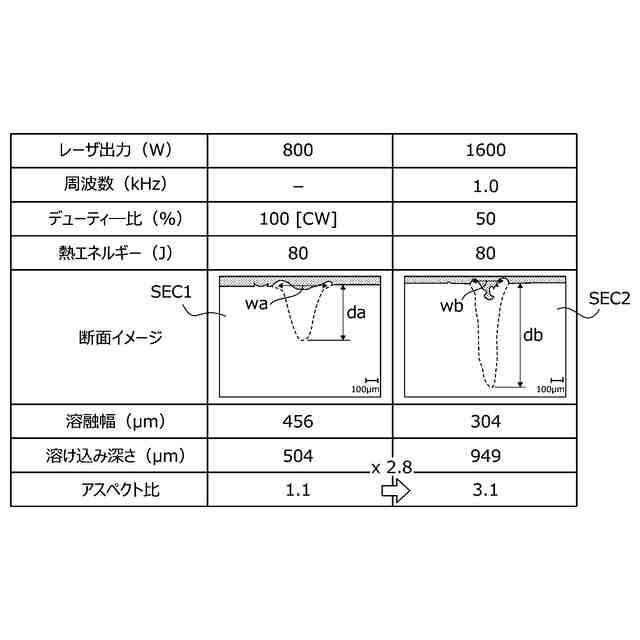
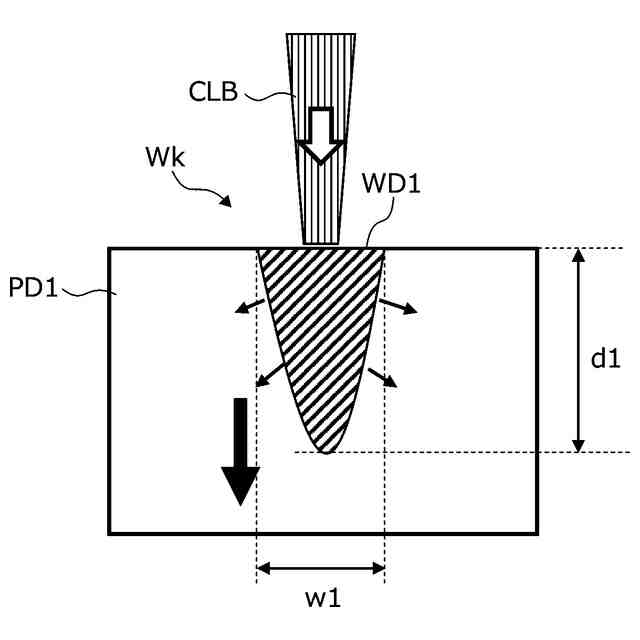
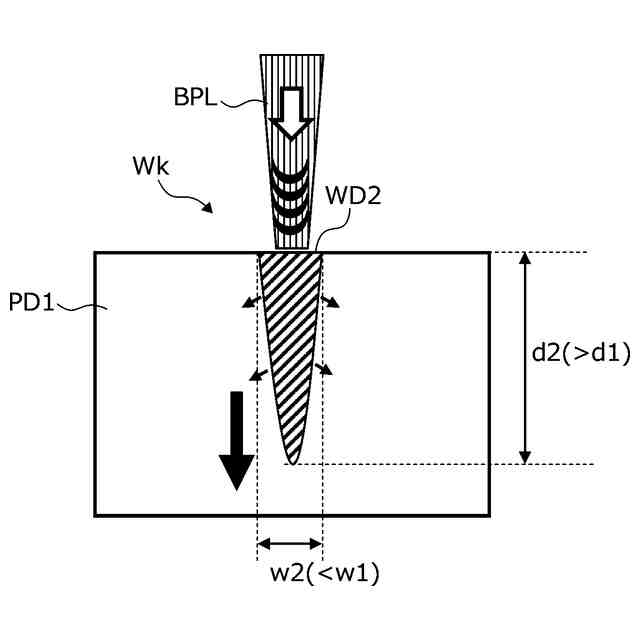
前記青色レーザ光のパルス照射に基づいて前記加工箇所に形成される第1溶融部の溶融幅を示す第1溶融幅は、前記青色レーザ光が連続照射される場合の前記加工箇所に形成される第2溶融部の溶融幅を示す第2溶融幅に比べて小さい、
請求項1に記載のレーザ溶接方法。
【請求項3】
前記第1溶融部の溶け込み深さを示す第1深さは、前記第2溶融部の溶け込み深さを示す第2深さに比べて大きい、
請求項2に記載のレーザ溶接方法。
【請求項4】
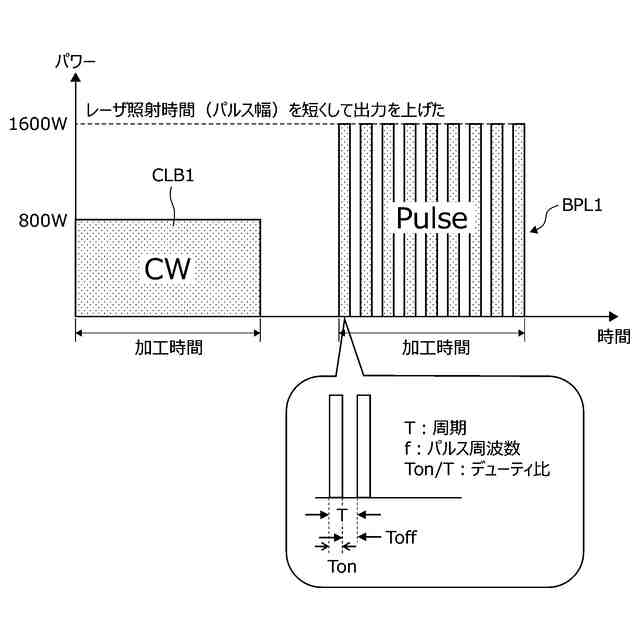
前記青色レーザ光を前記パルス照射する時のパルス幅は所定値以下である、
請求項1に記載のレーザ溶接方法。
【請求項5】
前記パルス幅は、前記青色レーザ光を前記パルス照射する時のデューティ比に基づいて調整可能である、
請求項4に記載のレーザ溶接方法。
【請求項6】
前記パルス幅は、前記青色レーザ光を前記パルス照射する時のパルス周波数に基づいて調整可能である、
請求項4に記載のレーザ溶接方法。
【請求項7】
前記パルス周波数は2kHzよりも大きい、
請求項6に記載のレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ溶接方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、無機物の被加工物に紫外線レーザビームをパルス照射して溝切り加工又は切断加工を行うレーザ加工方法が開示されている。このレーザ加工方法では、溝切り加工又は切断加工の加工深さが深い程、又は紫外線レーザビームの走査速度が速い程、紫外線レーザビームのパルス幅が長く設定される。
【先行技術文献】
【特許文献】
【0003】
特開2006-123004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、銅系材料を想定したレーザ加工の容易化とレーザ光による熱拡散の抑制とを両立するレーザ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示は、銅系材料のレーザ溶接方法であって、前記銅系材料をレーザ溶接システムの治具上に配置する工程と、前記レーザ溶接システムを構成する1台以上の電源によるパルス駆動に基づいて、青色レーザ光を発振する工程と、発振された前記青色レーザ光を、伝送ファイバ及び加工ヘッドを介して前記銅系材料の加工箇所にパルス照射する工程と、を有する、レーザ溶接方法を提供する。
【発明の効果】
【0006】
本開示によれば、銅系材料を想定したレーザ加工の容易化とレーザ光による熱拡散の抑制とを両立できる。
【図面の簡単な説明】
【0007】
本実施の形態に係るレーザ溶接システムの構成例を示す概略図
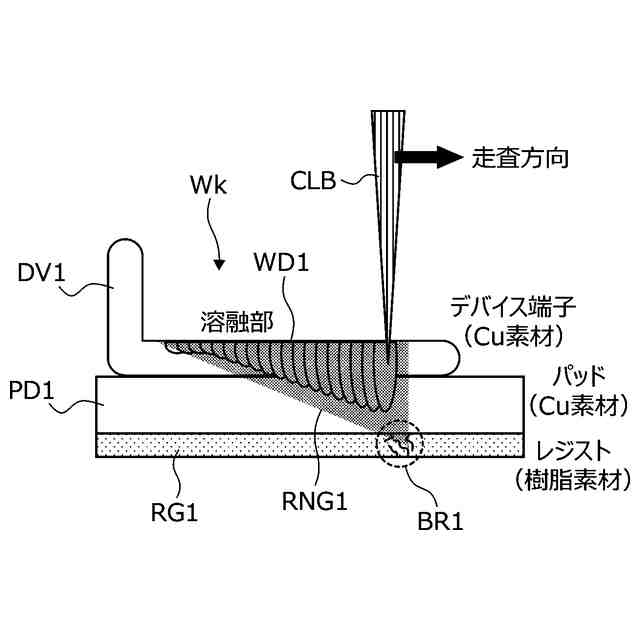
銅系材料をCW発振に基づくレーザ照射による加工プロセスの一例を模式的に示す図
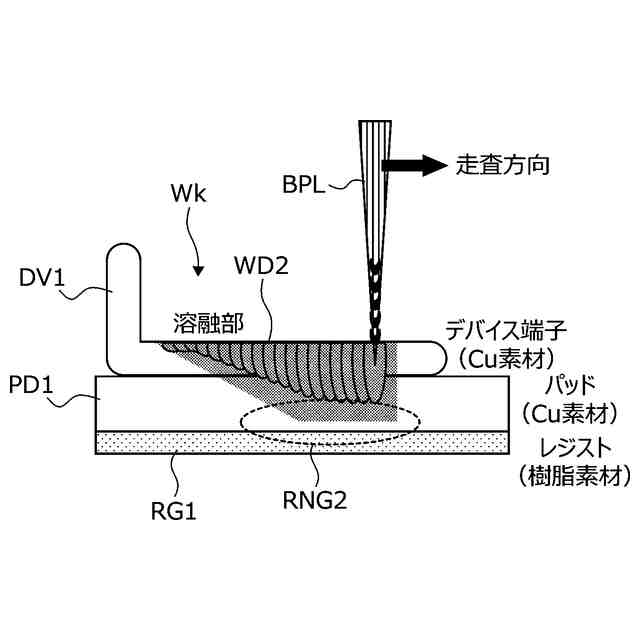
銅系材料をパルス発振に基づくレーザ照射による加工プロセスの一例を模式的に示す図
CW青色レーザ光と青色パルスレーザ光におけるパワーの時間特性例を模式的に示す図
CW青色レーザ光の照射により銅系材料に生じた溶融部の溶融幅及び溶け込み深さの一例を模式的に示す図
青色パルスレーザ光の照射により銅系材料に生じた溶融部の溶融幅及び溶け込み深さの一例を模式的に示す図
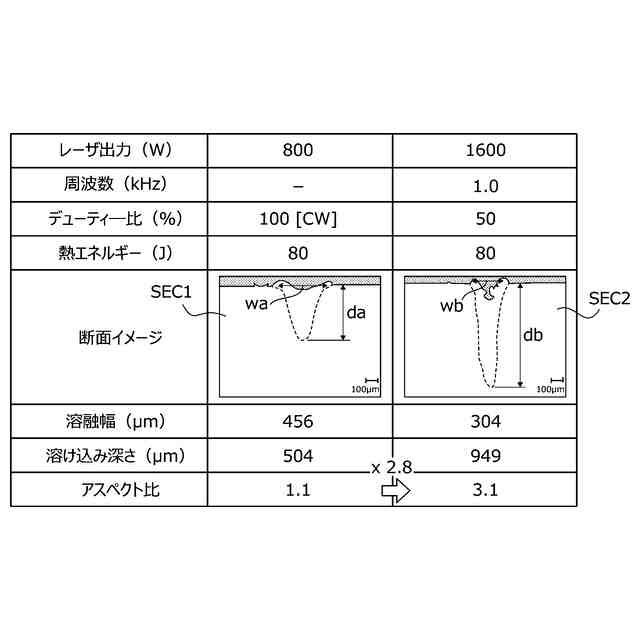
CW青色レーザ光と青色パルスレーザ光における加工パラメータの比較例を示す図
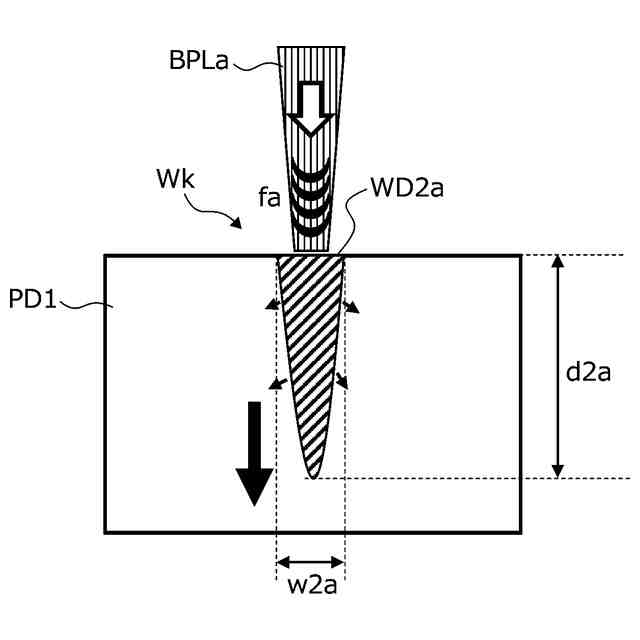
低周波パルスレーザの照射により銅系材料に生じた溶融部の溶融幅及び溶け込み深さの一例を模式的に示す図
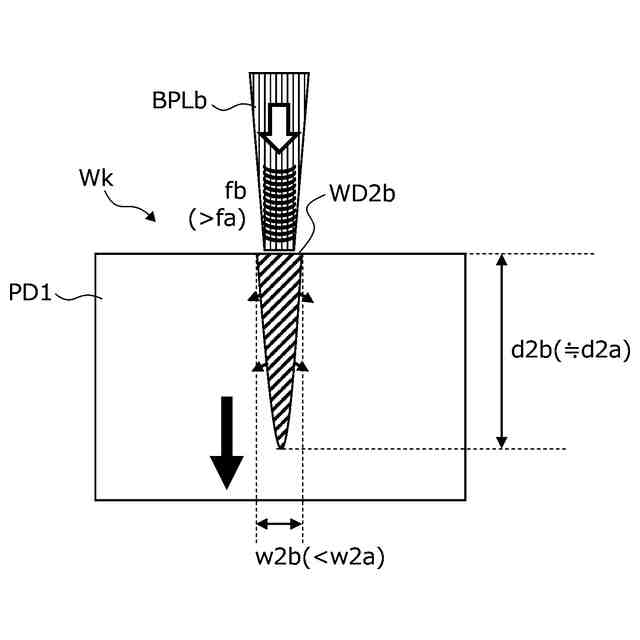
高周波パルスレーザの照射により銅系材料に生じた溶融部の溶融幅及び溶け込み深さの一例を模式的に示す図
低周波パルスレーザと高周波パルスレーザとのパルス幅及びパワーの関係例を模式的に示す図
加工速度ごとのワーク厚2mmの銅系材料の溶融部における溶融幅とパルス周波数との関係例を模式的に示すグラフ
【発明を実施するための形態】
【0008】
0.本開示に至る経緯
一般的に、銅を主成分とする銅系材料は高い反射率、高い熱伝導性及び高い熱容量を有する。このため、銅系材料のレーザ加工(レーザ溶接)は非常に難しいことが知られている。銅系材料の加工の容易化は、例えば近年普及しているElectric Vehicle(EV:電気自動車)内に搭載されかつ大電流を扱うパワーコントロールユニット内或いはバッテリ内に設けられる1以上の電極の製造において求められている。これは、例えば銅系材料のランドと銅系材料の電極端子とを既存の半田によって接続する電極構成とすると、大電流による発熱によって半田が溶けランドと電極端子との接続が乖離することによって電気伝導度が劣化することに基づく。また、ランドを支持する樹脂等のベース板材は低耐熱材であることが多く、ランドからベース板材へのレーザ光による熱拡散によってベース板材が劣化或いは破損することも想定され、レーザ光による熱拡散をできる限り抑えることも求められている。
【0009】
特許文献1には、無機物の被加工物に紫外線レーザビームをパルス照射する技術が開示されている。しかしながら、この文献で開示されているレーザ加工は上述した銅系材料を被加工物として想定したものではなく、更に、レーザ光による熱拡散を抑えるための技術的対策も開示されていない。つまり、上述した銅系材料を想定したレーザ加工の容易化とレーザ光による熱拡散の抑制を両立する技術は依然として確立されていないと想定される。
【0010】
そこで、以下の実施の形態では、銅系材料を想定したレーザ加工の容易化とレーザ光による熱拡散の抑制とを両立するレーザ溶接方法の例を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
23日前
有限会社 ナプラ
金属粒子
18日前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
検査方法
2か月前
株式会社FUJI
チャック装置
8日前
株式会社ナベヤ
締結装置
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社ツガミ
工作機械
2か月前
オークマ株式会社
診断装置
29日前
株式会社コスメック
クランプ装置
12日前
津田駒工業株式会社
2連回転割出し装置
18日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
3日前
オークマ株式会社
工作機械
29日前
オークマ株式会社
工作機械
17日前
大和ハウス工業株式会社
溶接方法
24日前
オーエスジー株式会社
ドリル
4日前
スター精密株式会社
工作機械
23日前
株式会社ダイヘン
溶接トーチ
2か月前
豊田鉄工株式会社
レーザー溶接装置
19日前
株式会社関本管工
エルボ管保持装置
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
トヨタ自動車株式会社
レーザ加工機
9日前
DMG森精機株式会社
工作機械
2か月前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社マキタ
ジグソー
12日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
アサダ株式会社
バンドソー装置
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































