TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025058675
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168761
出願日
2023-09-28
発明の名称
研磨治具および研磨装置
出願人
京セラ株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23D
71/04 20060101AFI20250402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被研磨面の全体を均等に研磨することができる研磨治具および研磨装置を提供する。
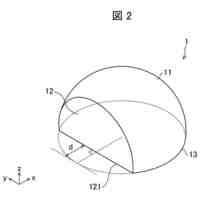
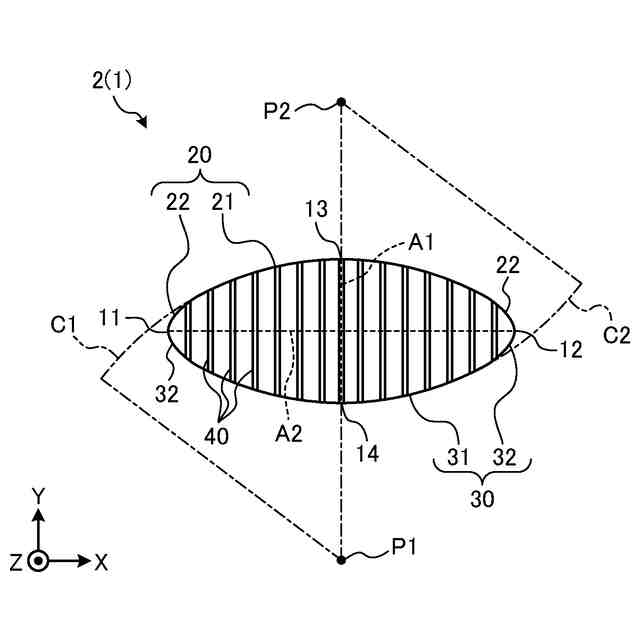
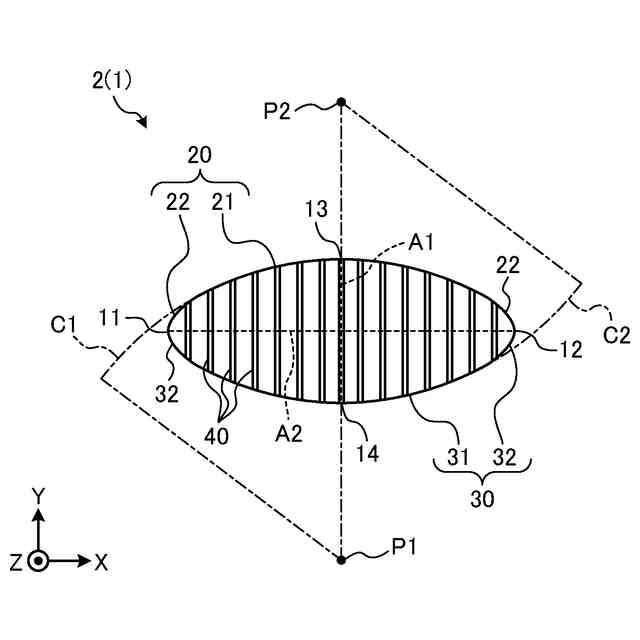
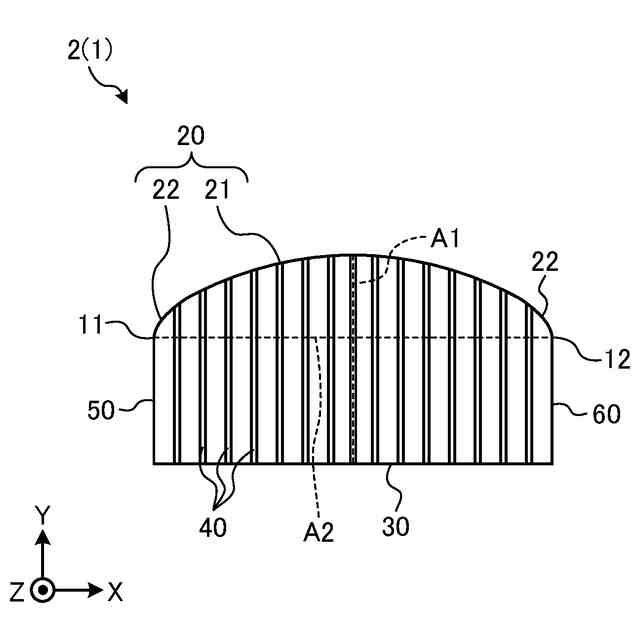
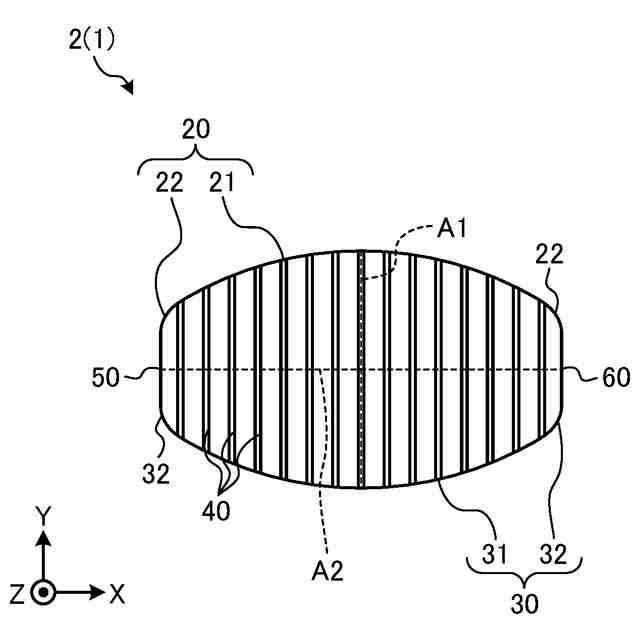
【解決手段】研磨治具は、研磨面である第1面と、第1面の反対側に位置する第2面と、を有する。第1面を平面視した場合に、第1面は短軸と、短軸と交差する方向に延びる長軸とを有する。長軸に沿う第1面の長辺を第1長辺および第2長辺とした場合に、第1長辺の少なくとも一部は、外側に膨らむ円弧状である。
【選択図】図2
特許請求の範囲
【請求項1】
研磨面である第1面と、該第1面の反対側に位置する第2面と、を有し、
前記第1面を平面視した場合に、前記第1面は短軸と、該短軸と交差する方向に延びる長軸とを有し、
該長軸に沿う前記第1面の長辺を第1長辺および第2長辺とした場合に、前記第1長辺の少なくとも一部は、外側に膨らむ円弧状である
研磨治具。
続きを表示(約 610 文字)
【請求項2】
前記第1長辺において円弧状である部位は、曲率一定の円弧である
請求項1に記載の研磨治具。
【請求項3】
前記第2長辺の少なくとも一部は、外側に膨らむ円弧状である
請求項1または2に記載の研磨治具。
【請求項4】
前記長軸の長さに対する前記短軸の長さの比率は、0.1~0.86である
請求項1または2に記載の研磨治具。
【請求項5】
前記短軸の長さは、20mm~60mmである
請求項1または2に記載の研磨治具。
【請求項6】
前記第1面と前記第2面とは平行であり、
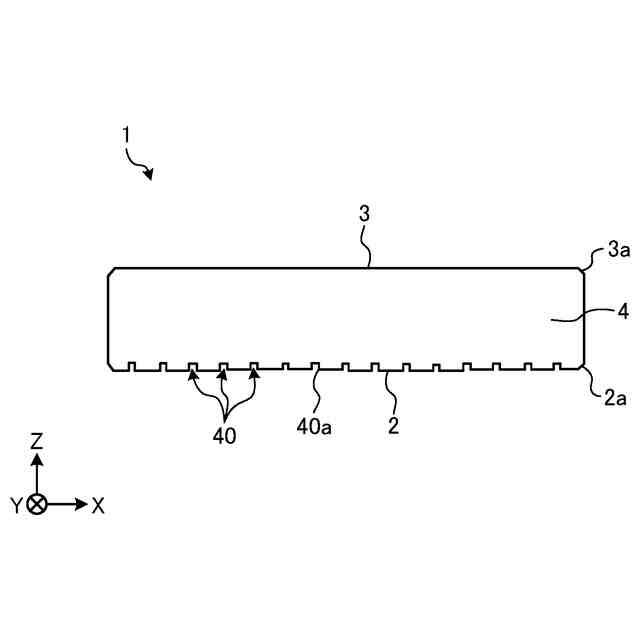
前記第1面と前記第2面との距離は10mm~60mmである
請求項1または2に記載の研磨治具。
【請求項7】
鋳鉄、銅または錫を主成分とする
請求項1または2に記載の研磨治具。
【請求項8】
前記第1面は、前記長軸と交差する方向に延びる複数の溝を有する
請求項1または2に記載の研磨治具。
【請求項9】
前記溝の開口部に位置する角部は、C0.2mm以下の糸面取り形状である
請求項8に記載の研磨治具。
【請求項10】
前記第2面は、C面またはR面を有する
請求項1または2に記載の研磨治具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
開示の実施形態は、研磨治具および研磨装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、作業者の手の動きによって、対象物に対して研磨作業を施すハンドラップ用の研磨治具が知られている。
【先行技術文献】
【特許文献】
【0003】
特開平10-329041号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方で、上記の従来技術のように、研磨面が四角形の研磨治具では、機械加工で研磨することが困難な、凹部の底面または四方をリブで囲まれた被研磨面を研磨しようとした場合に、隅部を研磨しにくいという問題があった。これにより、被研磨面の全体を均等に研磨することが困難であった。
【0005】
本開示は、上記に鑑みてなされたものであって、被研磨面の全体を均等に研磨することができる研磨治具および研磨装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の研磨治具は、研磨面である第1面と、該第1面の反対側に位置する第2面と、を有する。前記第1面を平面視した場合に、前記第1面は短軸と、該短軸と交差する方向に延びる長軸とを有する。該長軸に沿う前記第1面の長辺を第1長辺および第2長辺とした場合に、前記第1長辺の少なくとも一部は、外側に膨らむ円弧状である。
【発明の効果】
【0007】
実施形態の一態様によれば、被研磨面の全体を均等に研磨することができる研磨治具および研磨装置を提供することができる。
【図面の簡単な説明】
【0008】
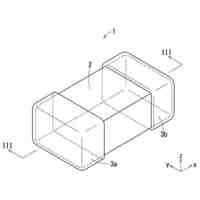
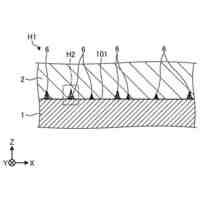
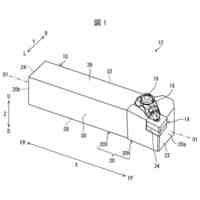
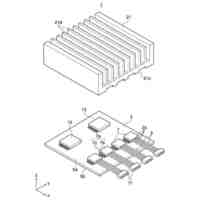
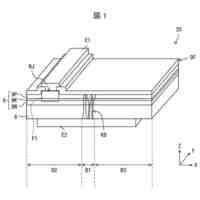
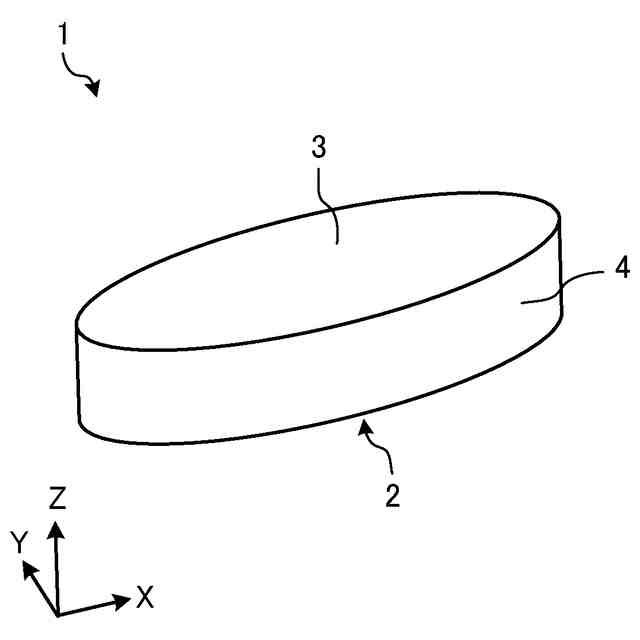
図1は、実施形態に係る研磨治具の構成の一例を示す斜視図である。
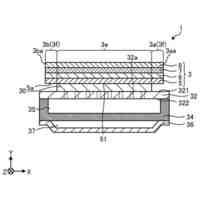
図2は、実施形態に係る研磨治具の第1面の構成の一例を示す平面図である。
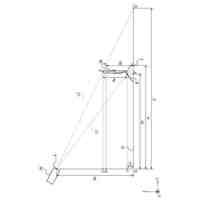
図3は、実施形態に係る研磨治具の構成の一例を示す側面図である。
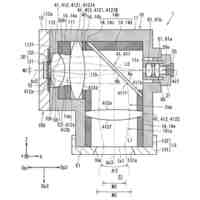
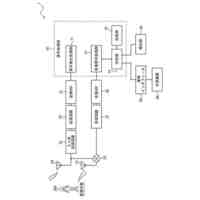
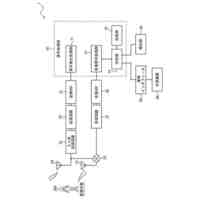
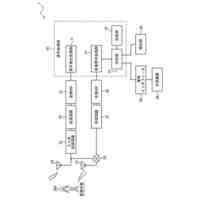
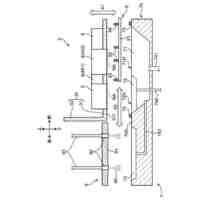
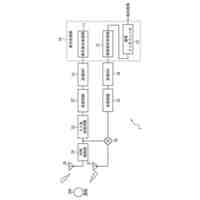
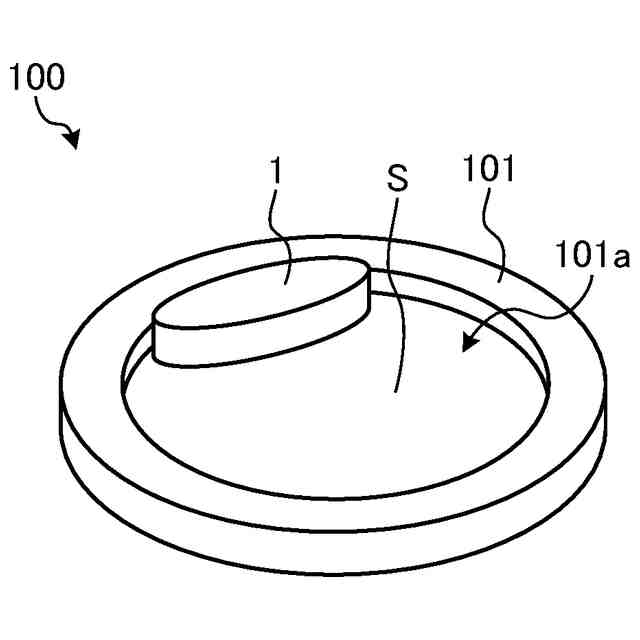
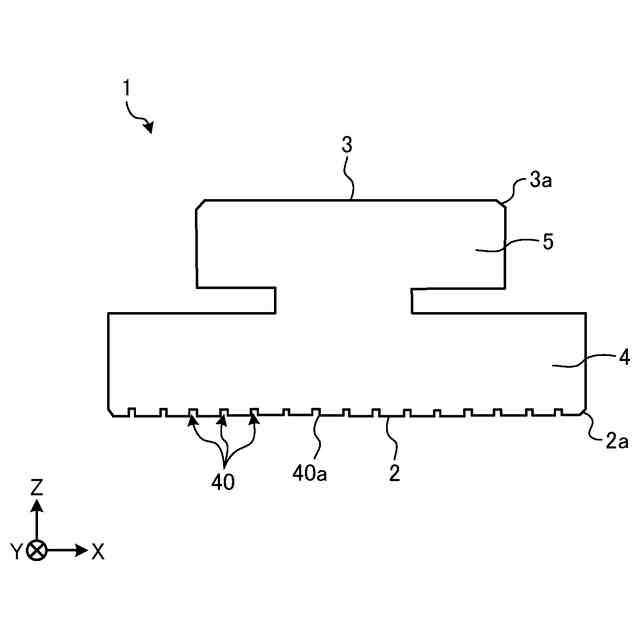
図4は、実施形態に係る研磨装置の構成の一例を示す斜視図である。
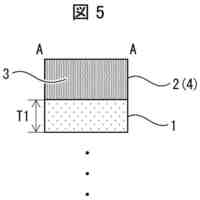
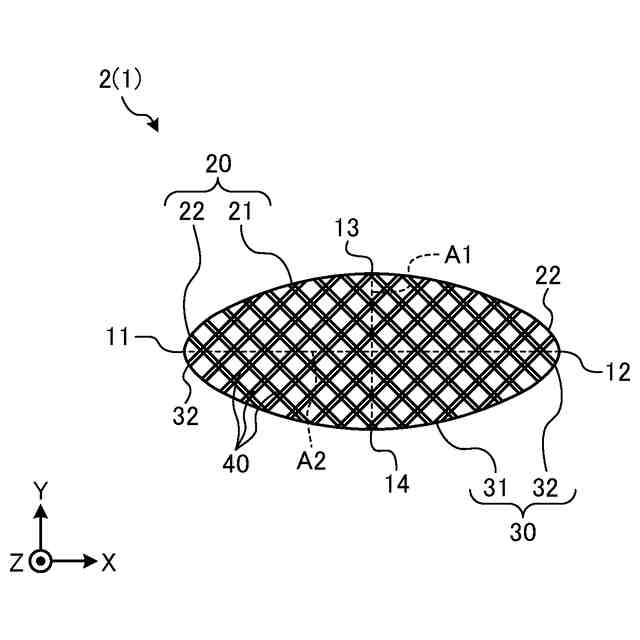
図5は、別の実施形態1に係る研磨治具の第1面の構成の一例を示す平面図である。
図6は、別の実施形態2に係る研磨治具の第1面の構成の一例を示す平面図である。
図7は、別の実施形態3に係る研磨治具の第1面の構成の一例を示す平面図である。
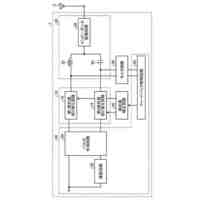
図8は、別の実施形態4に係る研磨治具の構成の一例を示す側面図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本願の開示する研磨治具および研磨装置の実施形態について説明する。なお、以下に示す実施形態によりこの本開示が限定されるものではない。また、各実施形態は、処理内容を矛盾させない範囲で適宜組み合わせることが可能である。また、以下の各実施形態において同一の部位には同一の符号を付し、重複する説明は省略される。
【0010】
また、以下に示す実施形態では、「均等」、「同一」、「直交」あるいは「平行」といった表現が用いられる場合があるが、これらの表現は、厳密に「均等」、「同一」、「直交」あるいは「平行」であることを要しない。すなわち、上記した各表現は、例えば製造精度、設置精度などのずれを許容するものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
京セラ株式会社
構造体
16日前
京セラ株式会社
照明装置
15日前
京セラ株式会社
弾性波装置
1か月前
京セラ株式会社
制御装置及び制御方法
27日前
京セラ株式会社
積層セラミックコンデンサ
21日前
京セラ株式会社
配線基板および半導体デバイス
1か月前
京セラ株式会社
配線基板および半導体デバイス
1か月前
京セラ株式会社
電子機器及び電子機器の施工方法
1か月前
京セラ株式会社
電子機器、制御方法、及びプログラム
1か月前
国立大学法人東京科学大学
伝送回路
1か月前
京セラ株式会社
ボールトライアル、および手術器具システム
27日前
京セラ株式会社
ホルダ、切削工具及び切削加工物の製造方法
1か月前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
1か月前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
1か月前
京セラ株式会社
印刷装置
20日前
京セラ株式会社
観察装置
29日前
京セラ株式会社
照明装置
9日前
京セラ株式会社
積層型電子部品
2日前
京セラ株式会社
情報処理システム、情報処理装置、情報処理方法、及びプログラム
14日前
京セラ株式会社
情報処理システム、情報処理装置、情報処理方法、及びプログラム
14日前
京セラ株式会社
発光素子の製造方法
29日前
京セラ株式会社
コネクタ及び電子機器
16日前
京セラ株式会社
電気化学セル、電気化学セル装置、モジュールおよびモジュール収容装置
15日前
京セラ株式会社
インクジェット記録装置
1か月前
京セラ株式会社
半導体デバイスの製造方法
2日前
京セラ株式会社
第1の情報処理装置、第2の情報処理装置、情報処理方法、及びプログラム
1か月前
京セラ株式会社
電子機器およびプログラム
29日前
京セラ株式会社
電力管理サーバ及び電力管理方法
1か月前
京セラ株式会社
光モジュール及び光通信デバイス
29日前
京セラ株式会社
燃料電池システム及び設備管理方法
2日前
京セラ株式会社
人工関節用シェルおよびその製造方法
27日前
京セラ株式会社
半導体基板、半導体デバイスの製造方法
2日前
京セラ株式会社
画像処理装置、制御方法、及びプログラム
29日前
京セラ株式会社
携帯端末装置、画像処理装置及びプログラム
1か月前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
9日前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ