TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062462
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171557
出願日
2023-10-02
発明の名称
ホルダ、切削工具及び切削加工物の製造方法
出願人
京セラ株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B23B
27/00 20060101AFI20250407BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高い精度で切削負荷を検出することが可能な切削工具を提供する。
【解決手段】ホルダは、第1端から第2端にかけて中心軸に沿って延びた本体及び第1歪みセンサを有する。本体は、第1端面と、上面と、下面と、第1外側面と、第2外側面と、第1端の側に位置し、切削インサートを搭載可能なポケットと、第1端の側に位置する凹部と、を有する。第1歪みセンサは、凹部に設置される。凹部は、第1端面よりも第2端の近くに位置し、且つ、中心軸に直交する第1内側面を有し、第1歪みセンサは、第1内側面の上に位置する。
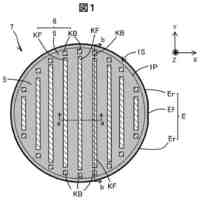
【選択図】図1
特許請求の範囲
【請求項1】
第1端から第2端にかけて中心軸に沿って延びた形状を有し、
前記第1端の側に位置する第1端面と、
前記第1端面から前記第2端に向かって延びた上面と、
前記上面の反対に位置する下面と、
前記上面、前記下面及び前記第1端面に接続された第1外側面と、
前記第1外側面の反対に位置し、且つ、前記上面、前記下面及び前記第1端面に接続された第2外側面と、
前記第1端の側に位置し、前記上面及び前記第1外側面に開口し、且つ、切削インサートを搭載可能なポケットと、
前記第1端の側に位置し、前記下面及び前記第2外側面に開口する凹部と、
を有する本体と、
前記凹部に設置された、平板形状の第1歪みセンサと、
を有し、
前記凹部は、前記第1端面よりも前記第2端の近くに位置し、且つ、前記中心軸に直交する第1内側面を有し、
前記第1歪みセンサは、前記第1内側面の上に位置する、ホルダ。
続きを表示(約 740 文字)
【請求項2】
前記凹部は、前記ポケットの直下から離れている、請求項1に記載のホルダ。
【請求項3】
前記第1歪みセンサは、前記ポケットよりも前記第2端の近くに位置する、請求項1に記載のホルダ。
【請求項4】
前記凹部に設置された、平板形状の第2歪みセンサをさらに有し、
前記凹部は、前記上面に平行な第2内側面をさらに有し、
前記第2歪みセンサは、前記第2内側面の上に位置する、請求項1に記載のホルダ。
【請求項5】
前記第2歪みセンサを複数有する、請求項4に記載のホルダ。
【請求項6】
複数の前記第2歪みセンサは、前記中心軸に沿った方向において並んでいる、請求項5に記載のホルダ。
【請求項7】
前記第1内側面は、前記第2内側面に対して直交する、請求項4に記載のホルダ。
【請求項8】
前記凹部に設置された、平板形状の第3歪みセンサをさらに有し、
前記凹部は、前記第1外側面に平行な第3内側面をさらに有し、
前記第3歪みセンサは、前記第3内側面の上に位置する、請求項4に記載のホルダ。
【請求項9】
前記第3内側面は、前記第1内側面及び前記第2内側面に対して直交する、請求項8に記載のホルダ。
【請求項10】
前記凹部は、
前記上面に平行な第2内側面と、
前記第1外側面に平行な第3内側面と、をさらに有し、
前記第1内側面の面積が前記第2内側面の面積よりも小さく、且つ、前記第3内側面の面積が前記第2内側面の面積よりも大きい、請求項1に記載のホルダ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、被削材の切削加工に用いられるホルダ、切削工具、及び切削加工物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
切削加工物を製造するための被削材の切削加工において用いられる切削工具として、例えば、特許文献1に記載の切削工具が知られている。特許文献1に記載の切削工具は、検知子が取り付けられた棒形状のホルダを有している。ホルダが長溝を有し、長溝は、ホルダの中心軸に沿って延びた底面を有し、この底面に検知子が取り付けられている。
【先行技術文献】
【特許文献】
【0003】
特開昭57-079431号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
切削加工において、切削工具には切削負荷が加わる。切削負荷は、主分力、背分力及び送り分力の3つの分力に区分され得る。一般的には、これらの分力のうち、主分力が最も大きく、次いで送り分力が大きい。特許文献1に記載の切削工具における検知子は、背分力及び送り分力を検出できる一方で、主分力の検出が困難である。そのため、切削負荷の検出精度が十分でなく、より高い精度で切削負荷を検出することが可能な切削工具が求められていた。
【0005】
本開示は上記課題に鑑みてなされたものであり、高い精度で切削負荷を検出することが可能な切削工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
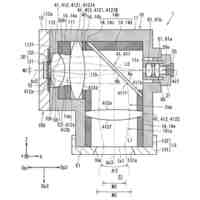
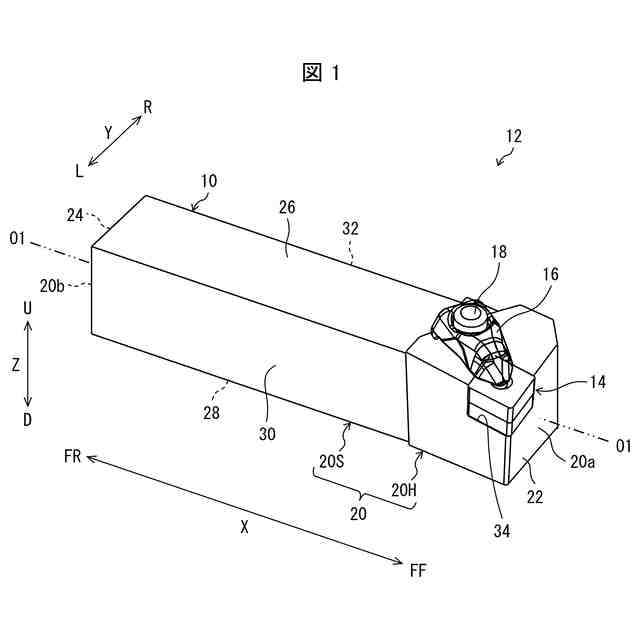
本開示の限定されない一態様のホルダは、第1端から第2端にかけて中心軸に沿って延びた形状の本体と、平板形状の第1歪みセンサと、を有する。本体は、第1端の側に位置する第1端面と、第1端面から第2端に向かって延びた上面と、上面の反対に位置する下面と、上面、下面及び第1端面に接続された第1外側面と、第1外側面の反対に位置し、且つ、上面、下面及び第1端面に接続された第2外側面と、第1端の側に位置し、上面及び第1外側面に開口し、且つ、切削インサートを搭載可能なポケットと、第1端の側に位置し、下面及び第2外側面に開口する凹部と、を有する。第1歪みセンサは、凹部に設置される。凹部は、第1端面よりも第2端の近くに位置し、且つ、中心軸に直交する第1内側面を有し、第1歪みセンサは、第1内側面の上に位置する。
【発明の効果】
【0007】
本開示の一態様のホルダは、高い精度で切削負荷を検出することが可能である。
【図面の簡単な説明】
【0008】
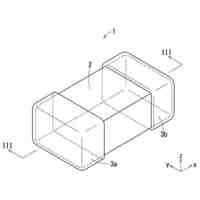
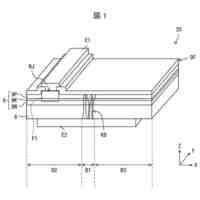
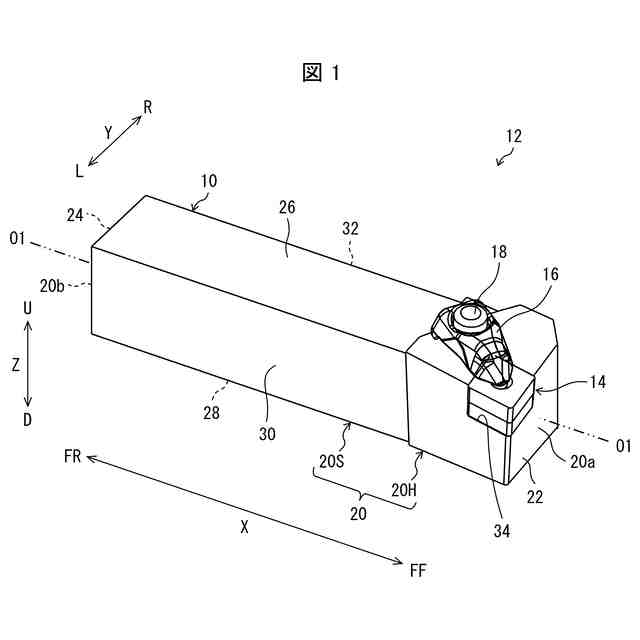
本開示の限定されない一面の切削工具の模式的な斜視図である。
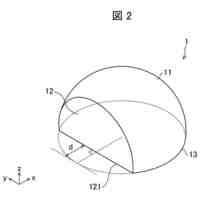
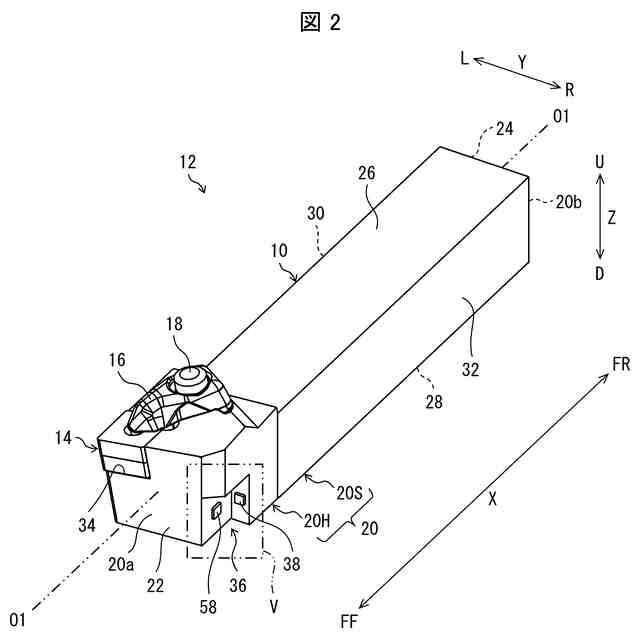
図1に示す切削工具を別の角度から見た模式的な斜視図である。
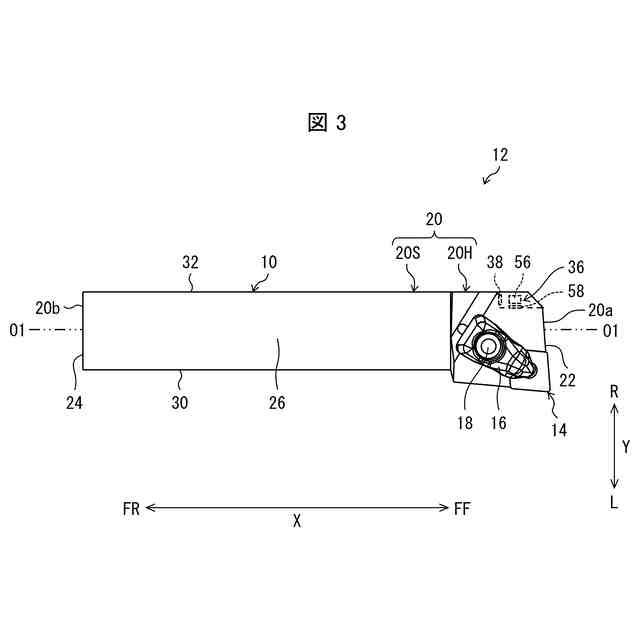
図1に示す切削工具の模式的な上面図である。
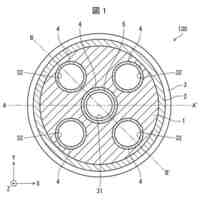
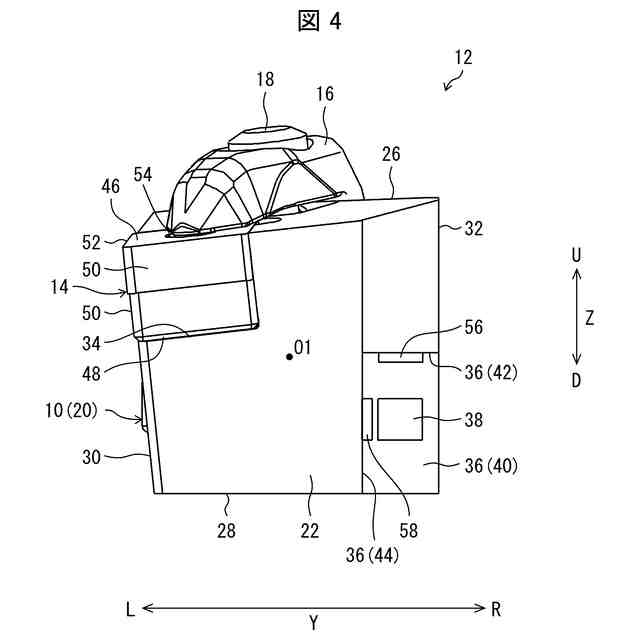
図1に示す切削工具を先端側から見た模式的な正面図である。
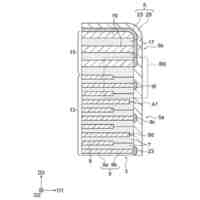
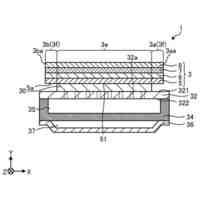
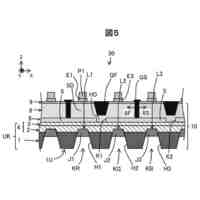
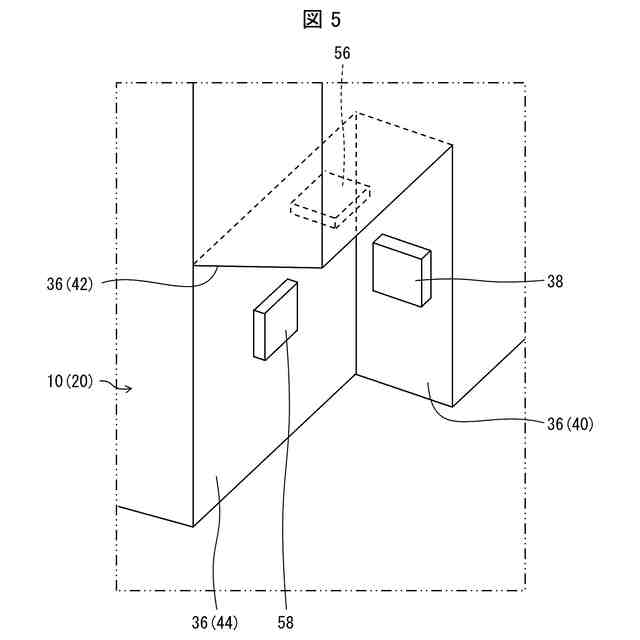
図2に示す切削工具における領域Vを拡大した模式的な拡大図である。
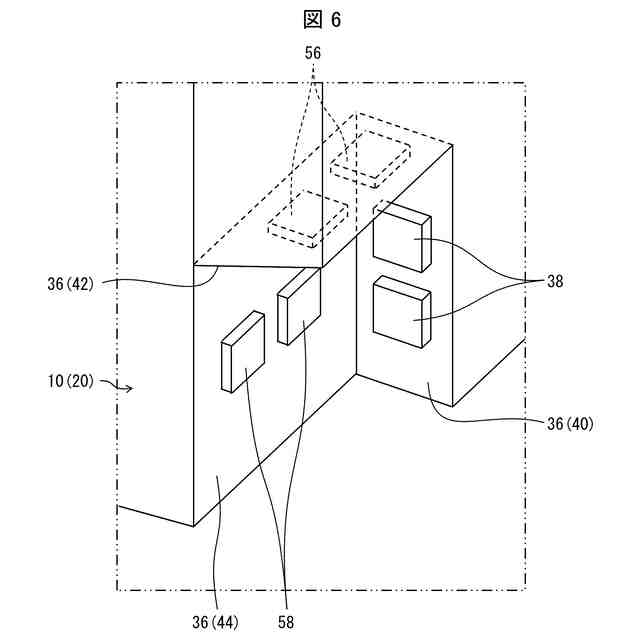
本開示の他の実施形態に係る切削工具であって、図5に相当する領域を拡大した模式的な拡大図である。
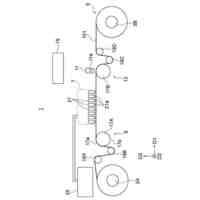
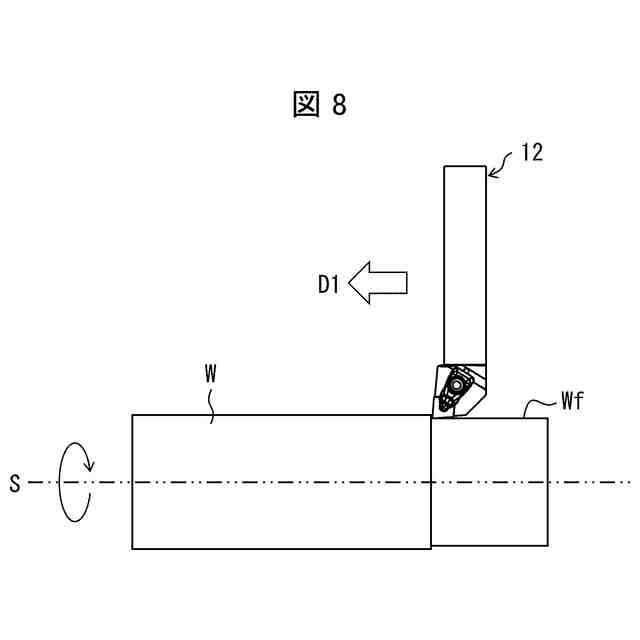
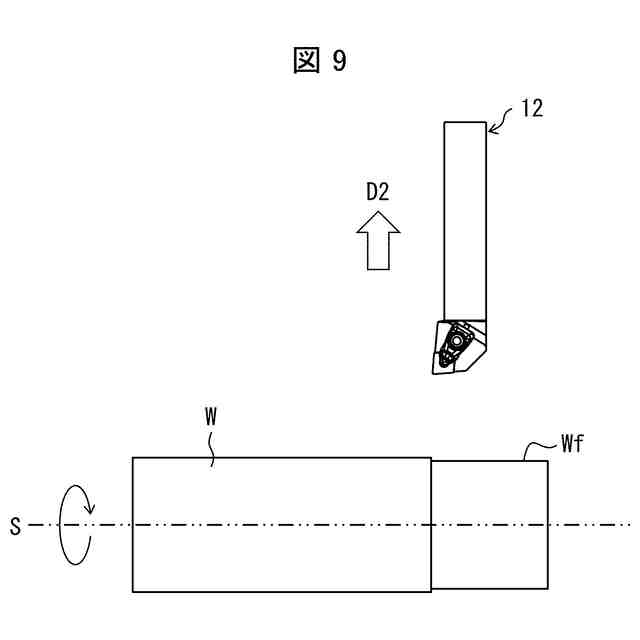
本開示の実施形態に係る切削加工物の製造方法を説明する模式図である。
本開示の実施形態に係る切削加工物の製造方法を説明する模式図である。
本開示の実施形態に係る切削加工物の製造方法を説明する模式図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施形態に係るホルダ10、切削工具12及び切削加工物の製造方法について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、実施形態を説明する上で必要な構成要素のみを簡略化して示したものである。従って、本開示の実施形態に係るホルダ10などは、参照する各図に示されていない任意の構成要素を備え得る。各図中の構成要素の寸法は、実際の構成要素の寸法及び各部材の寸法比率等を忠実に表したものではない。
【0010】
また、参照する各図において、互いに直交する3方向で規定される直交座標系XYZを示し、本開示において、実施形態に係るホルダ10などについて直交座標系XYZに基づいて説明する。X方向とは、ホルダ10または切削工具12など(以下、対象物)の前後方向のことであり、X方向の一方側は、対象物の前側又は前方向であり、X方向の他方側は、対象物の後側又は後方向である。Y方向とは、対象物の左右方向のことであり、Y方向の一方側は、対象物の左側又は左方向であり、Y方向の他方側は、対象物の右側又は右方向である。Z方向とは、対象物の上下方向のことであり、Z方向の一方側は、対象物の上側又は上方向であり、Z方向の他方側は、対象物の下側又は下方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
京セラ株式会社
構造体
17日前
京セラ株式会社
照明装置
16日前
京セラ株式会社
制御装置及び制御方法
28日前
京セラ株式会社
積層セラミックコンデンサ
22日前
京セラ株式会社
ボールトライアル、および手術器具システム
28日前
京セラ株式会社
印刷装置
21日前
京セラ株式会社
照明装置
10日前
京セラ株式会社
積層型電子部品
3日前
京セラ株式会社
情報処理システム、情報処理装置、情報処理方法、及びプログラム
15日前
京セラ株式会社
情報処理システム、情報処理装置、情報処理方法、及びプログラム
15日前
京セラ株式会社
コネクタ及び電子機器
17日前
京セラ株式会社
電気化学セル、電気化学セル装置、モジュールおよびモジュール収容装置
16日前
京セラ株式会社
半導体デバイスの製造方法
3日前
京セラ株式会社
燃料電池システム及び設備管理方法
3日前
京セラ株式会社
人工関節用シェルおよびその製造方法
28日前
京セラ株式会社
半導体基板、半導体デバイスの製造方法
3日前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
10日前
京セラ株式会社
電子機器、電子機器の制御方法、及びプログラム
10日前
京セラ株式会社
学習済みモデル管理装置及び学習済みモデル管理方法
28日前
京セラ株式会社
テンプレート基板、半導体基板、半導体デバイスの製造方法
21日前
京セラ株式会社
発光デバイスおよび表示デバイス、発光デバイスの製造方法
3日前
京セラ株式会社
光照射システム、光照射装置、制御方法、および制御プログラム
18日前
京セラ株式会社
ロボット制御装置、処理方法、プログラムおよびロボットシステム
3日前
京セラ株式会社
インクジェット用処理液、並びに、それを用いたインクセット及び捺染方法
3日前
京セラ株式会社
通信制御方法、遠隔ユーザ装置、システム、プロセッサ、プログラム及びネットワークノード
21日前
京セラ株式会社
通信方法、ユーザ装置、ネットワークノード、チップセット、プログラム、及び移動通信システム
3日前
個人
タップ
22日前
個人
加工機
16日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
9日前
株式会社不二越
ドリル
15日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
日進工具株式会社
エンドミル
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ