TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025046802
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2023148699
出願日
2023-09-13
発明の名称
溶接方法
出願人
株式会社丸島アクアシステム
,
国立大学法人大阪大学
代理人
個人
,
個人
主分類
B23K
9/16 20060101AFI20250327BHJP(工作機械;他に分類されない金属加工)
要約
【課題】安価な設備で、被溶接材の材質に左右されること無く簡単に溶込み深さを増加させることができ、しかも施工性の良い溶接方法を提供する。
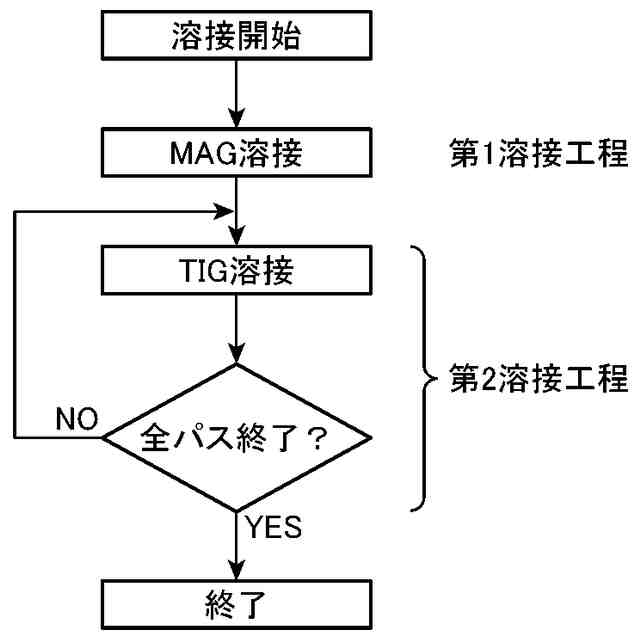
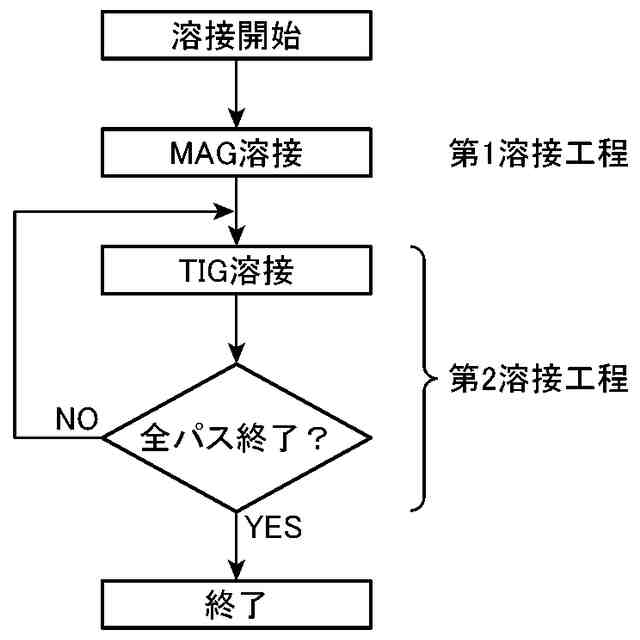
【解決手段】被溶接材と消耗電極との間でアークを発生させる共に、前記消耗電極を囲繞するように、前記被溶接材に対して不活性ガスを主成分とする第1シールドガスを放出しながらMAG溶接を行う第1溶接工程と、前記第1溶接工程で形成された溶接部と非消耗電極との間でアークを発生させると共に、前記非消耗電極を囲繞するように、前記被溶接材に対して不活性ガスからなる第2シールドガスを放出しながらTIG溶接を行う第2溶接工程と、を含み、前記第1溶接工程では、酸素成分を含むシールドガスを用い、前記第2溶接工程では、溶加材を用いることなく溶接を行う。
【選択図】図1
特許請求の範囲
【請求項1】
被溶接材と消耗電極との間でアークを発生させる共に、前記消耗電極を囲繞するように、前記被溶接材に対して不活性ガスを主成分とする第1シールドガスを放出しながら溶接を行う第1溶接工程と、
前記第1溶接工程で形成された溶接部と非消耗電極との間でアークを発生させると共に、前記非消耗電極を囲繞するように、前記被溶接材に対して不活性ガスからなる第2シールドガスを放出しながら溶接を行う第2溶接工程と、を含み、
前記第1溶接工程では、酸素成分を含む第1シールドガス及び/又は酸素成分を含む消耗電極を用い、
前記第2溶接工程では、溶加材を用いることなく溶接を行う、ことを特徴とする溶接方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の溶接方法において、
前記第1溶接工程では、当該第1溶接工程において形成される前記溶接部の酸素濃度が900ppm~1800ppmとなるように、シールドガス及び/又は消耗電極が含む酸素成分の量を設定する、ことを特徴とする溶接方法。
【請求項3】
請求項1又は2に記載の溶接方法において、
前記第1溶接工程の後に、前記第2溶接工程を複数回行う、ことを特徴とする溶接方法。
【請求項4】
請求項1又は2に記載の溶接方法において、
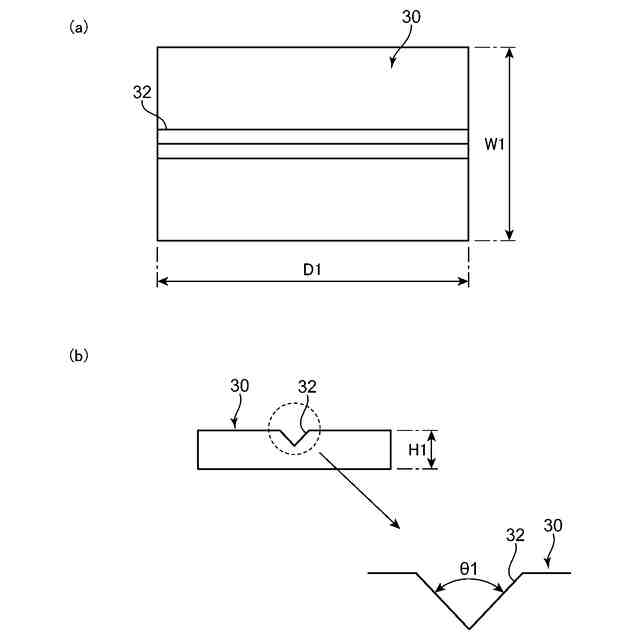
当該溶接方法は、被溶接材同士を突合わせて開先部を形成し、当該開先部に溶接を施すことにより被溶接材を接合する、突き合わせ溶接の方法であり、
前記開先部は、互いに突き合わせ方向に対向して各被溶接材の厚み方向に延びるルート面と、前記厚み方向にける前記ルート面の一端から互いに突き合わせ方向と平行にかつ互いに反対方向に延びる延設面と、開先角度を規定する面であって前記延設面の反突き合わせ面側の末端から当該延設面に対して前記厚み方向に斜めに延びる開先面とを含む、台形状であり、
前記第1溶接工程では、前記突き合わせ面の前記一端の側から各被溶接材の突き合わせ部分に対して溶接を行う、ことを特徴とする溶接方法。
【請求項5】
請求項4に記載の溶接方法において、
前記開先部は、前記延設面同士の間に当該開先部の延在方向に延びるV溝を有する、ことを特徴とする溶接方法。
【請求項6】
被溶接材と消耗電極との間でアークを発生させる共に、前記消耗電極を囲繞するように、前記被溶接材に対して炭酸ガスを放出しながら溶接を行う第1溶接工程と、
前記第1溶接工程で形成された溶接部と非消耗電極との間でアークを発生させると共に、前記非消耗電極を囲繞するように、前記被溶接材に対して不活性ガスからなるシールドガスを放出しながら溶接を行う第2溶接工程と、を含み、
前記第2溶接工程では、溶加材を用いることなく溶接を行う、ことを特徴とする溶接方法。
【請求項7】
請求項6に記載の溶接方法において、
前記第1溶接工程では、当該第1溶接工程において形成される前記溶接部の酸素濃度が900ppm~1800ppmとなるように、炭酸ガスの量を設定する、ことを特徴とする溶接方法。
【請求項8】
請求項6に記載の溶接方法において、
前記第1溶接工程では、酸素成分を含む消耗電極を用いるとともに、当該第1溶接工程において形成される前記溶接部の酸素濃度が900ppm~1800ppmとなるように、炭酸ガスの量及び消耗電極が含む酸素成分の量を設定する、ことを特徴とする溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク溶接による溶接方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
アーク溶接の一つであるTIG(Tangsten Inert Gas)溶接は、溶接施工が比較的容易で、高品質な溶接金属部を得られることから、ステンレス鋼、炭素鋼等の鉄鋼系材料や非鉄金属の構造物(被溶接材)の溶接に広く利用されている。しかし、TIG溶接は、溶け込み深さ(溶込み量)が比較的少ない。溶接部の溶込み深さが十分でない場合には、ガウジング処理を実施した後に被溶接材の裏溶接を行う必要があり、被溶接材が大型の構造物の場合には、溶接作業に過大な労力と時間を要する。
【0003】
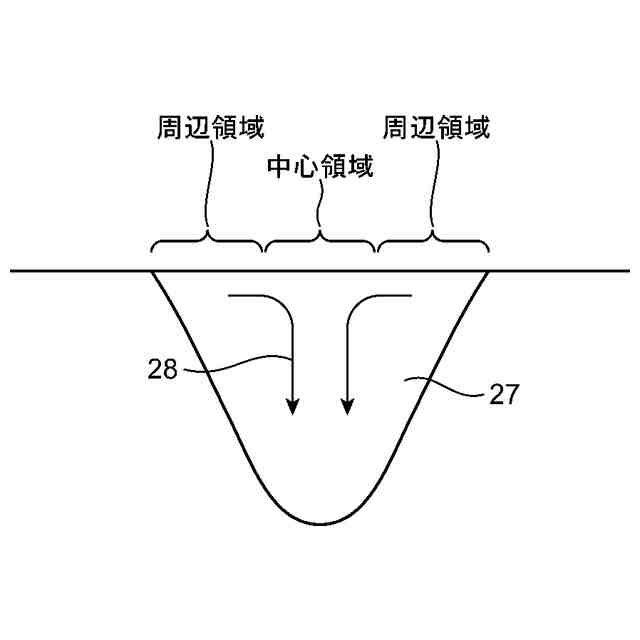
近年、係る課題を解決するために、溶融池(溶融金属のたまり)に対して積極的に酸素を供給することで、溶込み深さを増加させて溶接効率を向上させる技術が提案されている。例えば、特許文献1には、被溶接材の被溶接面に酸化物のフラックスを塗布した上で、TIG溶接を行う方法が提案されている。この方法によると、フラックスの分解により溶融池に溶け込んだ酸素が表面活性元素として働き、溶融池に内向きの対流(マランゴニ対流)が発生する。この現象により溶込み深さが増加する。
【0004】
また、特許文献2には、溶接時に、不活性ガスからなる第1シールドガスを被溶接材に向けて放出するとともに、酸化性ガスを含む第2シールドガスを、第1電極を囲むようにシールドガスの周囲で被溶接材に向けて放出する方法が提案されている。この方法によると、第2シールドガスにより溶融池に酸素が供給される。この酸素の供給により、上記同様に、溶融池に内向きの対流が発生して溶込み深さが増加する。なお、第1シールドガス(不活性ガス)を被溶接材に向けて供給するのは、酸素によるタングステン電極の消耗を抑制するためである。
【0005】
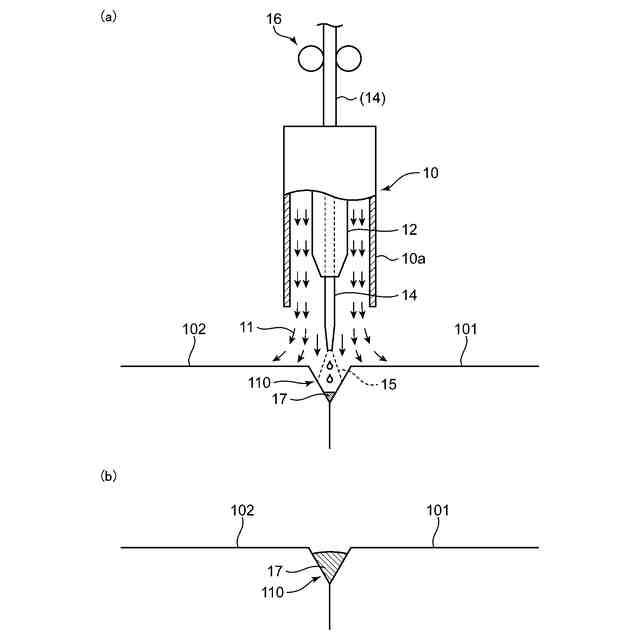
さらに、特許文献3には、内筒と当該内筒よりも短い外筒とを備えた二重筒構造の溶接ノズルを溶接トーチの先端に装着し、溶接時に、溶接ノズルの内筒を通じて被溶接材に向けて不活性ガスを供給する方法が提案されている。このような溶接ノズルを使用する方法によると、不活性ガスの流れにより溶接ノズルの内筒と外筒との隙間に圧力低下が生じ、雰囲気中の酸素が当該隙間を通じて吸引されながら溶融池に供給される。その結果、溶融池に内向きの対流が発生し、溶込み深さが増加する。
【先行技術文献】
【特許文献】
【0006】
特開2004-114089号公報
特開2004-298963号公報
国際公開第2013/168513号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1に開示された方法では、フラックスを塗布する前処理作業に労力を要し、また、溶接されないまま硬化したフラックスを剥離する等の後処理作業も必要となる。そのため、被溶接材が大型の構造物の場合などには、施工性が著しく悪くなる。
【0008】
一方、特許文献2、3に開示された方法は、フラックスの塗布やその後処理作業が不要なため、特許文献1に開示された方法に比べると施工性が良い。しかし、特許文献2に開示された溶接方法は、2種類のシールドガスを被溶接材に対して放出するための特別かつ高価な設備が必要となる。また、被溶接材が炭素鋼材の場合、特許文献2や特許文献3のように溶融池に酸素を吹き付ける方法では、溶融池表面に酸化膜が形成され易い。溶融池に酸化膜が形成されると、溶融池への酸素導入が抑制されて前記対流が発生し難くなり、溶込み深さの増加が阻害される。つまり、特許文献2、3に開示された方法は、被溶接材が炭素鋼材の場合には効果が殆どない。
【0009】
本発明は、上記のような事情に鑑みてなされたものであり、安価な設備で、被溶接材の材質に左右されること無く簡単に溶込み深さを増加させることができ、しかも施工性の良い溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の溶接方法は、被溶接材と消耗電極との間でアークを発生させる共に、前記消耗電極を囲繞するように、前記被溶接材に対して不活性ガスを主成分とする第1シールドガスを放出しながら溶接を行う第1溶接工程と、前記第1溶接工程で形成された溶接部と非消耗電極との間でアークを発生させると共に、前記非消耗電極を囲繞するように、前記被溶接材に対して不活性ガスからなる第2シールドガスを放出しながら溶接を行う第2溶接工程と、を含み、前記第1溶接工程では、酸素成分を含む第1シールドガス及び/又は酸素成分を含む消耗電極を用い、前記第2溶接工程では、溶加材を用いることなく溶接を行う、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ