TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058809
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023207073
出願日
2023-12-07
発明の名称
ワイヤ放電加工装置
出願人
株式会社ソディック
代理人
SK弁理士法人
,
個人
,
個人
主分類
B23H
7/02 20060101AFI20250402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高精度な加工が可能であり、装置毎の加工寸法のばらつきを小さくし加工寸法の再現性を向上させることができるワイヤ放電加工装置を提供する。
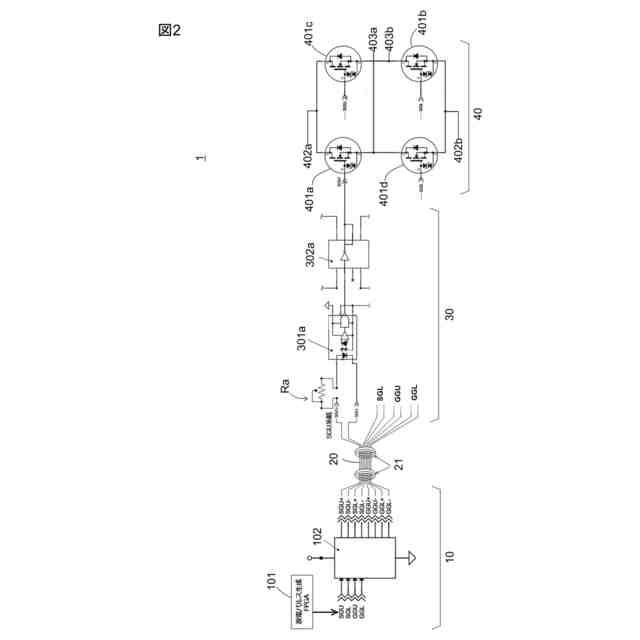
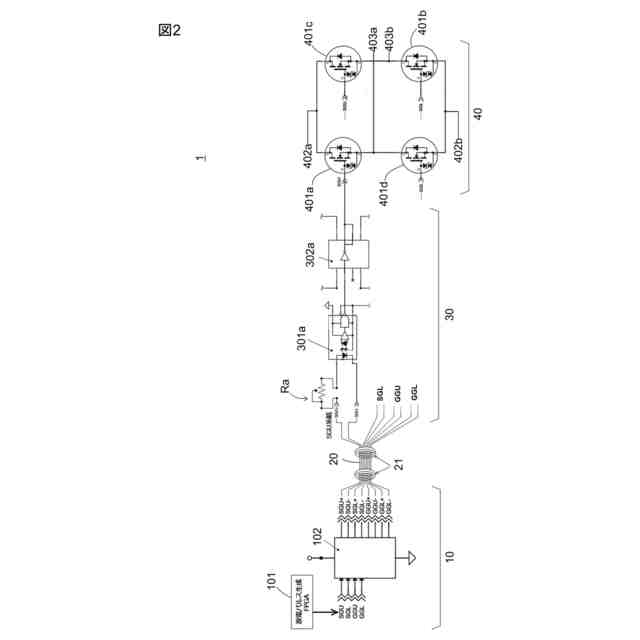
【解決手段】本発明によれば、両極性回路のスイッチング素子を制御するための電圧パルスをゲート信号生成回路に差動方式で出力するパルス生成回路と、フォトカプラとスイッチングドライバとを備えフォトカプラはパルス生成回路からの差動電圧パルスを受信してスイッチングドライバに出力しスイッチングドライバはスイッチング素子を駆動させるゲート信号を生成するゲート信号生成回路と、各辺にスイッチング素子が設けられているブリッジ回路でありゲート信号を受信することによりスイッチング素子が制御されワイヤと被加工物との間の加工間隙に極性が周期的に切り替わる電圧パルスを供給する両極性回路とを備え、フォトカプラは信号入力経路に半固定抵抗器を備えてなるワイヤ放電加工装置が提供される。
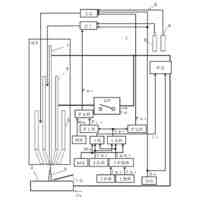
【選択図】図2
特許請求の範囲
【請求項1】
パルス生成回路と、ゲート信号生成回路と、両極性回路とを備えるワイヤ放電加工装置であって、
前記パルス生成回路は、前記両極性回路のスイッチング素子を制御するための電圧パルスを前記ゲート信号生成回路に差動方式で出力し、
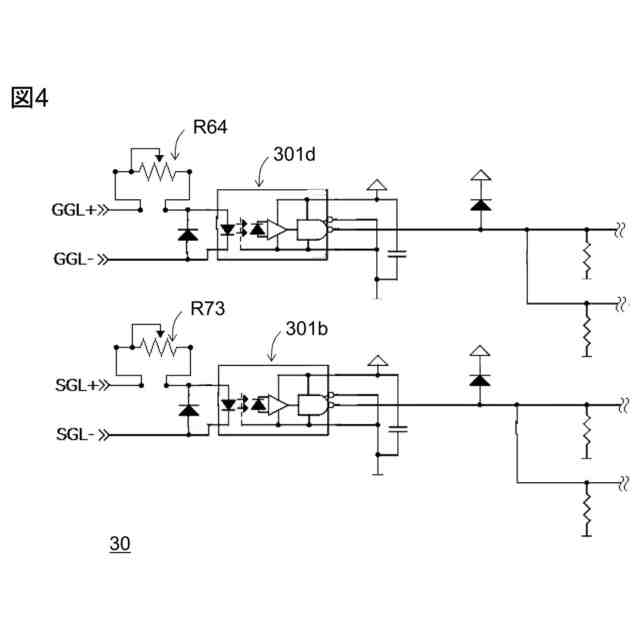
前記ゲート信号生成回路は、フォトカプラとスイッチングドライバとを備え、前記フォトカプラは前記パルス生成回路からの差動電圧パルスを受信して前記スイッチングドライバに出力し、前記スイッチングドライバは前記スイッチング素子を駆動させるゲート信号を生成し、
前記両極性回路は、各辺に前記スイッチング素子が設けられているブリッジ回路であり、前記ゲート信号を受信することにより前記スイッチング素子が制御され、ワイヤと被加工物との間の加工間隙に極性が周期的に切り替わる電圧パルスを供給し、
前記フォトカプラは信号入力経路に半固定抵抗器を備えてなる、ワイヤ放電加工装置。
続きを表示(約 82 文字)
【請求項2】
請求項1に記載のワイヤ放電加工装置であって、
前記半固定抵抗器に直列に配置された固定抵抗器を更に備える、ワイヤ放電加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤ放電加工装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
ワイヤとワークとの間に電圧を印加して、ワイヤとワークとの間に放電電流を発生させてワークを切断するワイヤ放電加工装置が知られている。
【0003】
特許文献1には、ワイヤとワークとの間の極間電圧を調整して、ワイヤとワークのとの極間距離を制御することにより、安定した品質及び加工性能を実現することができるワイヤ放電加工装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-202606号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
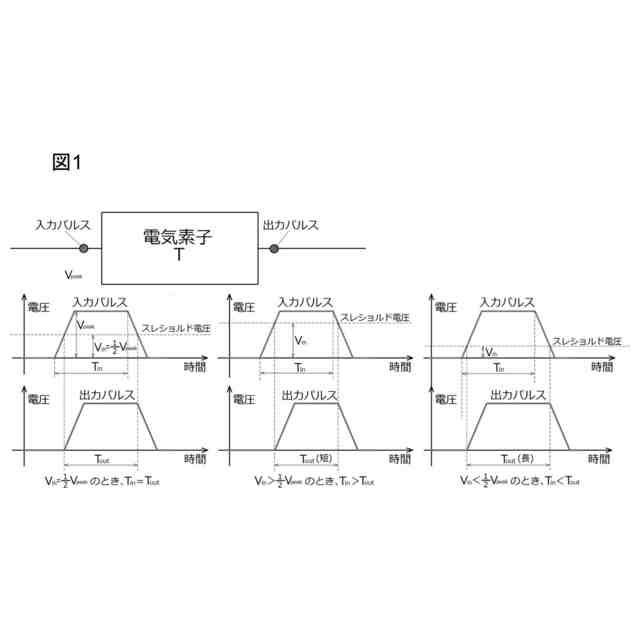
より安定した品質及び加工性能が求められる中で、ワイヤとワークとの間の極間電圧パルスをより高い周波数にすることで、細かい面粗さを高速で加工することが可能となってきた。しかしながら、高周波パルスによるワイヤ放電加工においては、放電パルスの伝達経路に存在する電気素子Tのスレショルド電圧の個体差によるバラツキを原因とするパルス幅の微小変化が最終段の極間パルス幅に累積して現れるという現象が発生する。この現象により機差が発生し、放電パルスの状態を指定する加工条件データベースの加工性能の再現性を阻害する大きな要因となっている。
【0006】
低周波領域において矩形波として扱える電圧パルスも実際には電圧の立ち上がり、立ち下りの遷移領域が存在する。そのため高周波領域では台形波としての性質が顕著に現れることになる。放電パルスを伝達する電気素子Tは、入力パルスに反応する閾値であるスレショルド電圧V
th
を個別に有している。電気素子Tのスレショルド電圧V
th
は仕様として1V程度の個体差を許容している場合が多い。このスレショルド電圧V
th
の個体差により入力パルスに対して出力パルスの立ち上がり、又は/及び立ち下りの開始のタイミングにズレが発生することになる。その結果として入力パルス幅T
in
と出力パルス幅T
out
がワイヤ放電加工機毎に異なる現象が発生する。
【0007】
例えば、入力ピーク電圧V
peak
の1/2を電気素子Tのスレショルド電圧V
th
の基準値とすると、電気素子Tのスレショルド電圧V
th
が入力ピーク電圧V
peak
の1/2より高い場合には出力パルス幅T
out
は入力パルス幅T
in
より短くなり、スレショルド電圧V
th
が入力ピーク電圧V
peak
の1/2よりも低い場合には出力パルス幅T
out
は入力パルス幅T
in
よりも長くなる(図1)。
【0008】
つまり、入力パルス幅T
in
が同一であっても、基準となるスレショルド電圧V
Rth
(以下、基準スレショルド電圧)よりもスレショルド電圧V
th
が高い場合には、基準時の出力パルス幅T
Rout
より出力パルス幅T
out
が短くなる。基準スレショルド電圧V
Rth
よりもスレショルド電圧V
th
が低い場合には、基準時の出力パルス幅T
Rout
より出力パルス幅T
out
が長くなる。一般的な電圧設定では、スレショルド電圧V
th
が、基準スレショルド電圧V
Rth
よりも高く設定される組み合わせが使われることが多い。そのため放電パルスが電気素子Tを通過する度にパルス幅の減少が累積し、段を経る毎に短くなっていく傾向にある。
【0009】
よって、入力パルス幅T
in
が同一であっても、各電気素子Tのスレショルド電圧V
th
の個体差から、出力パルス幅T
out
の機差が生じ、これにより、同一仕様の回路であっても最終段の放電パルス幅に機差が発生することになる。そして放電パルス幅と放電加工エネルギーは比例するので同機種の装置においても装置毎に放電加工の状況が異なる結果になる。この影響によって単一のワイヤ放電加工装置の加工性能が向上していても、量産した各ワイヤ放電加工装置において同一の加工条件で加工を行っても加工結果にばらつきが生じ、各装置による加工寸法の再現性が低くなる。そのため加工条件データベース全体の加工寸法精度を向上させることが難しいという、高周波パルスによるワイヤ放電加工特有の課題があった。
【0010】
本発明はこのような事情に鑑みてなされたものであり、放電パルスの伝達経路に存在する電気素子のスレショルド電圧V
th
の個体差が累積することで発生する最終段のパルス幅の違いを解消する。これにより各装置による加工寸法のばらつきを小さくし、加工寸法と加工性能の再現性を向上させることができるワイヤ放電加工装置を提供するものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
多軸ねじ締め機
3日前
株式会社FUJI
工作機械
6日前
有限会社 ナプラ
金属粒子
26日前
株式会社FUJI
チャック装置
16日前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
津田駒工業株式会社
2連回転割出し装置
26日前
株式会社不二越
管用テーパタップ
5日前
株式会社コスメック
クランプ装置
11日前
株式会社プロテリアル
金属箔の溶接方法
3日前
オークマ株式会社
工作機械
25日前
株式会社コスメック
クランプ装置
20日前
大和ハウス工業株式会社
溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
3日前
オーエスジー株式会社
ドリル
12日前
スター精密株式会社
工作機械
1か月前
豊田鉄工株式会社
レーザー溶接装置
27日前
トヨタ自動車株式会社
レーザ加工機
17日前
株式会社プロテリアル
クラッド材の製造方法
26日前
宮川工機株式会社
プレカット加工装置
12日前
株式会社マキタ
ジグソー
20日前
株式会社プロテリアル
クラッド材の製造方法
26日前
株式会社恵信工業
アプセット溶接方法
19日前
アサダ株式会社
バンドソー装置
16日前
アサダ株式会社
バンドソー装置
16日前
エンシュウ株式会社
摩擦撹拌接合装置
11日前
株式会社恵信工業
アプセット溶接方法
12日前
トヨタ自動車株式会社
グラフ生成方法
5日前
株式会社ダイヘン
サブマージアーク溶接装置
17日前
東レエンジニアリング株式会社
レーザ加工装置
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社東芝
レーザ溶接方法
18日前
株式会社ダイヘン
熱加工用電源装置
26日前
ライズワークス株式会社
異物除去用タップ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ