TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054579
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023163699
出願日
2023-09-26
発明の名称
チャッキング位置決め治具
出願人
有限会社プロフィット
代理人
個人
主分類
B23Q
3/06 20060101AFI20250331BHJP(工作機械;他に分類されない金属加工)
要約
【課題】円板形状のワークを、傷つけず且つ歪まずに保持することができるとともに、高い精度で位置決めして精密加工を施すことができるチャッキング位置決め治具を提供する。
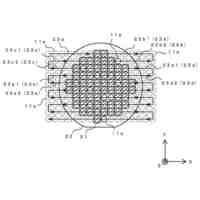
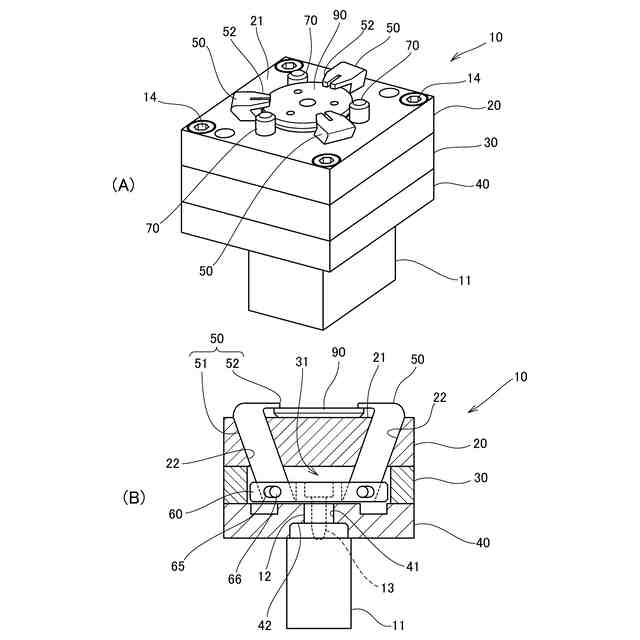
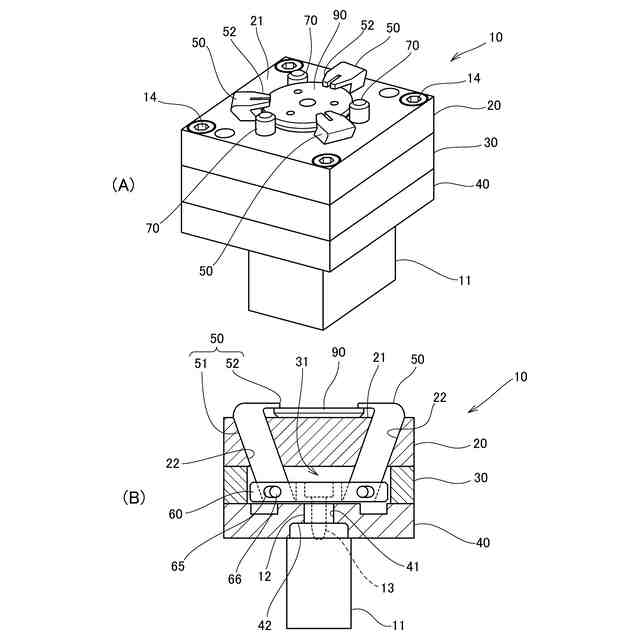
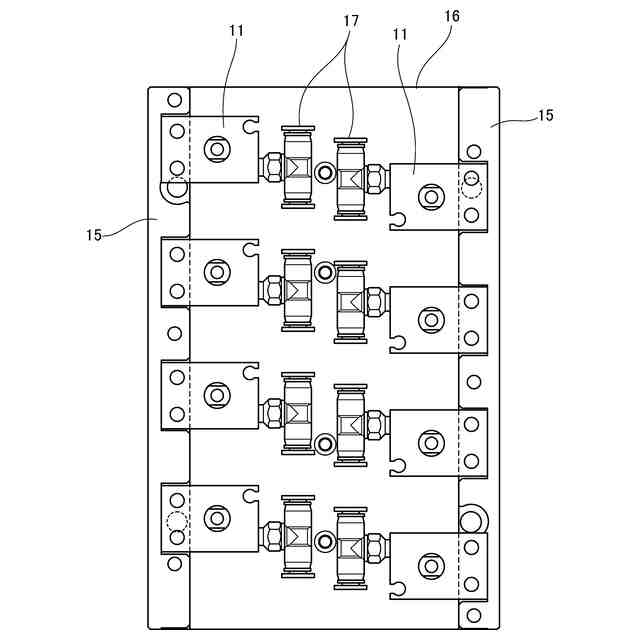
【解決手段】チャッキング位置決め治具10は、円板形状のワーク90を着脱可能に保持するとともに位置決めする治具である。チャッキング位置決め治具10は、ワーク90が載置されるとともにワーク90の中心軸から外方に向かって外上がりに傾斜する傾斜ガイド孔22が形成された上段プレート20と、上段プレート20に上方に突出して設けられワーク90の外周面部94を案内する位置決めピン70と、上段プレート20の傾斜ガイド孔22に移動可能に設けられ斜めに下降してワーク90を上方から押さえて保持するチャック部材50とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
円板形状のワークを着脱可能に保持するとともに位置決めするチャッキング位置決め治具であって、
前記ワークが載置されるとともに前記ワークの中心軸から外方に向かって外上がりに傾斜する傾斜ガイド孔が形成された上段プレートと、前記上段プレートに上方に突出して設けられ前記ワークの外周面部を案内する位置決めピンと、前記上段プレートの前記傾斜ガイド孔に移動可能に設けられ斜めに下降して前記ワークを上方から押さえて保持するチャック部材とを備えていることを特徴とするチャッキング位置決め治具。
続きを表示(約 1,000 文字)
【請求項2】
請求項1記載のチャッキング位置決め治具であって、
前記位置決めピンは、載置された前記ワークの外周面部に接する円柱形状の本体部と、前記本体部の上端に繋がり上方に向けて縮径する第1テーパ部と、前記第1テーパ部の上端に繋がり前記第1テーパ部のテーパ角度よりも大きいテーパ角度の第2テーパ部とを備えていることを特徴とするチャッキング位置決め治具。
【請求項3】
請求項1又は請求項2記載のチャッキング位置決め治具であって、
前記上段プレートの上面には、載置された前記ワークを囲う位置に下方に向かってピン孔が形成され、
前記位置決めピンは、前記ピン孔に上下方向移動可能に設けられるとともに、前記ピン孔の底部に設けられ上下方向に伸縮する弾性部材に前記位置決めピンの基端部が支持されていることを特徴とするチャッキング位置決め治具。
【請求項4】
請求項1又は請求項2記載のチャッキング位置決め治具であって、
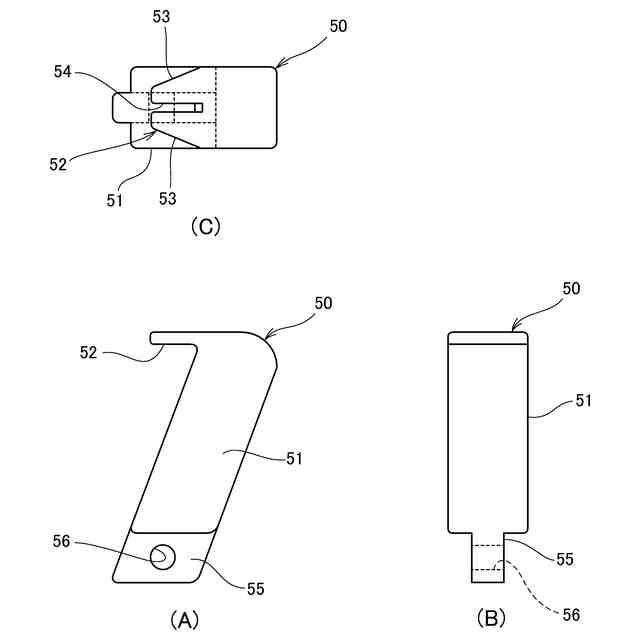
前記チャック部材は、前記傾斜ガイド孔を摺動する摺動部と、前記摺動部の上端に設けられ前記ワークの中心軸側に延出して前記ワークの上面部に当接する爪部と、前記爪部に設けられ先端に向かって幅が小さくなる先細り部と、前記先細り部の中心部に設けられた切り欠きとを備えていることを特徴とするチャッキング位置決め治具。
【請求項5】
請求項4記載のチャッキング位置決め治具であって、
前記チャック部材は、前記摺動部の下端に設けられピン用貫通孔が形成された段部を備え、載置された前記ワークの中心軸に対して平面視で放射線上に複数方向に配置され、
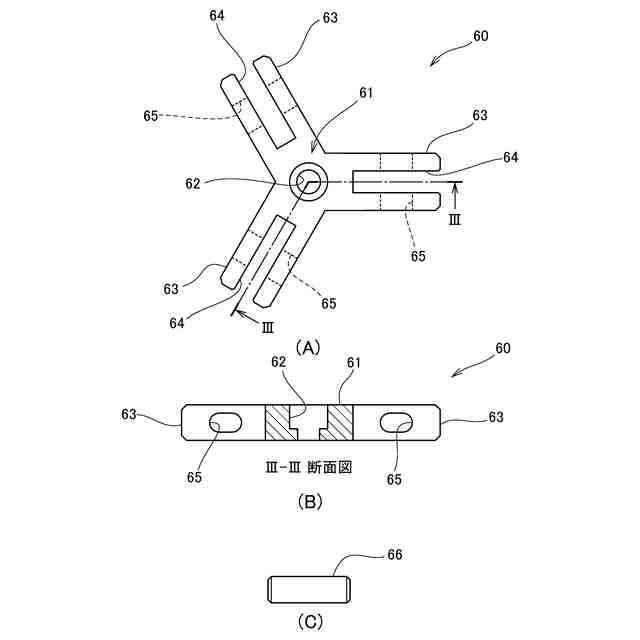
前記段部は、前記チャック部材を一括して昇降させるリンク部材に接続され、
前記リンク部材は、本体となる中央部と、前記中央部から放射状に延出するとともに先端部分に横方向が長径となる長孔が形成された複数のアーム部と、前記長孔の長径方向に移動可能に設けられ前記ピン用貫通孔に挿通された支持ピンとを備え、
前記中央部に前記リンク部材を昇降させるシリンダが接続されていることを特徴とするチャッキング位置決め治具。
【請求項6】
請求項5記載のチャッキング位置決め治具であって、
前記上段プレートの下に前記リンク部材が昇降する空間となる空洞部が形成された中段プレートが設けられ、前記中段プレートの下に前記シリンダを支持する下段プレートが設けられていることを特徴とするチャッキング位置決め治具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、円板形状のワークを着脱可能に保持するとともに位置決めするチャッキング位置決め治具に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
一般的に、円板形状のワークを加工する際、円板形状のワークの外周や上面を治具等で位置決めして保持し、保持されたワークに対してドリルなどで穴あけ加工等を施す。ワークによっては、加工を施す部分以外に傷を付けてはならないものや、撓ませてはならないものなどがあるため、治具側にも工夫が要求される。このような、円板形状のワークを位置決めして保持する治具として、特許文献1に記載された技術が知られている。
【0003】
特許文献1のチャック機構は、カムプレートと、このカムプレートに対し同軸的に配置したガイド本体とを備える。ガイド本体には、4つの固定治具を介装する。固定治具は、ガイド本体中心から互いに外方に指向する爪部を有する。カムプレートを、レバーにより回転操作することで、ばね部材Sの付勢力に抗して、爪部をガイド本体中心側に移動させ、チャック待機状態とする。円板形状のワークを爪部によってチャックする際、爪部の先端下面内側のテーパ面を、ワークの円形中央口の周縁の面取部に接触するようにする。
【0004】
ワークの面取部に爪部のテーパ面が押し込められる結果、ワークが浮き上がらないように押さえ込まれた状態で保持される。この際、爪部のテーパ面は、ワークの既加工部位に触れることがないようにし、ワークが損傷しないようにしたものである。
【0005】
ところで、樹脂製の精密部品等において、ワークによっては加工部位以外であっても全面に傷を付けることができないものもある。
【0006】
しかし、特許文献1のチャック機構では、テーパ面を有する爪部が横方向に移動してワークの面取り部に押し込められるので、ワークの面取り部が擦られる状態となり、面取り部が損傷する。また、円板形状で中心に孔が形成されたワークに対し、中心軸(センタースピンドル)のような閉じた状態の4つの爪部を、ワークの孔に挿通させてから横方向(水平方向)に拡径するように開き、最終的にテーパ面が接した状態で位置決めされる態様のため、正確な位置決めができない。さらには、ワークが横方向に移動する爪部によって押さえられることで、ワークが横方向に力を受けて横方向に歪んだ状態で加工が施されるため、ワークが精密部品の場合に精密加工ができない。
【先行技術文献】
【特許文献】
【0007】
特開2009-12081号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、以上の点に鑑み、円板形状のワークを、傷つけず且つ歪まずに保持することができるとともに、高い精度で位置決めして精密加工を施すことができるチャッキング位置決め治具を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の実施例によれば、円板形状のワークを着脱可能に保持するとともに位置決めするチャッキング位置決め治具であって、
前記ワークが載置されるとともに前記ワークの中心軸から外方に向かって外上がりに傾斜する傾斜ガイド孔が形成された上段プレートと、前記上段プレートに上方に突出して設けられ前記ワークの外周面部を案内する位置決めピンと、前記上段プレートの前記傾斜ガイド孔に移動可能に設けられ斜めに下降して前記ワークを上方から押さえて保持するチャック部材とを備えていることを特徴とする。
【0010】
かかる構成によれば、チャッキング位置決め治具は、上段プレートに上方に突出して設けられワークの外周面部を案内する位置決めピンと、上段プレートの傾斜ガイド孔に移動可能に設けられ斜めに下降してワークを上方から押さえて保持するチャック部材とを備えており、ワークの位置決めとチャッキング(保持)を別々の部材で行うので、それぞれ機能を高品質で行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
6日前
有限会社 ナプラ
金属粒子
26日前
日東精工株式会社
多軸ねじ締め機
3日前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
株式会社FUJI
チャック装置
16日前
株式会社コスメック
クランプ装置
11日前
ビアメカニクス株式会社
レーザ加工装置
3日前
株式会社不二越
管用テーパタップ
5日前
株式会社コスメック
クランプ装置
20日前
株式会社プロテリアル
金属箔の溶接方法
3日前
大和ハウス工業株式会社
溶接方法
1か月前
津田駒工業株式会社
2連回転割出し装置
26日前
オークマ株式会社
工作機械
25日前
豊田鉄工株式会社
レーザー溶接装置
27日前
オーエスジー株式会社
ドリル
12日前
スター精密株式会社
工作機械
1か月前
トヨタ自動車株式会社
レーザ加工機
17日前
宮川工機株式会社
プレカット加工装置
12日前
アサダ株式会社
バンドソー装置
16日前
トヨタ自動車株式会社
グラフ生成方法
5日前
エンシュウ株式会社
摩擦撹拌接合装置
11日前
株式会社ダイヘン
サブマージアーク溶接装置
17日前
株式会社恵信工業
アプセット溶接方法
12日前
株式会社恵信工業
アプセット溶接方法
19日前
株式会社マキタ
ジグソー
20日前
株式会社プロテリアル
クラッド材の製造方法
26日前
株式会社プロテリアル
クラッド材の製造方法
26日前
アサダ株式会社
バンドソー装置
16日前
東レエンジニアリング株式会社
レーザ加工装置
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社東芝
レーザ溶接方法
18日前
二九精密機械工業株式会社
小径金属パイプの識別
16日前
ライズワークス株式会社
異物除去用タップ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ