TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024079207
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022192011
出願日
2022-11-30
発明の名称
はんだ付けパイプ
出願人
アポロ精工株式会社
代理人
個人
主分類
B23K
3/06 20060101AFI20240604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パイプの内壁面にはんだ片が触れても、はんだ片がパイプ内に付着しにくいはんだ付けパイプを提供する。
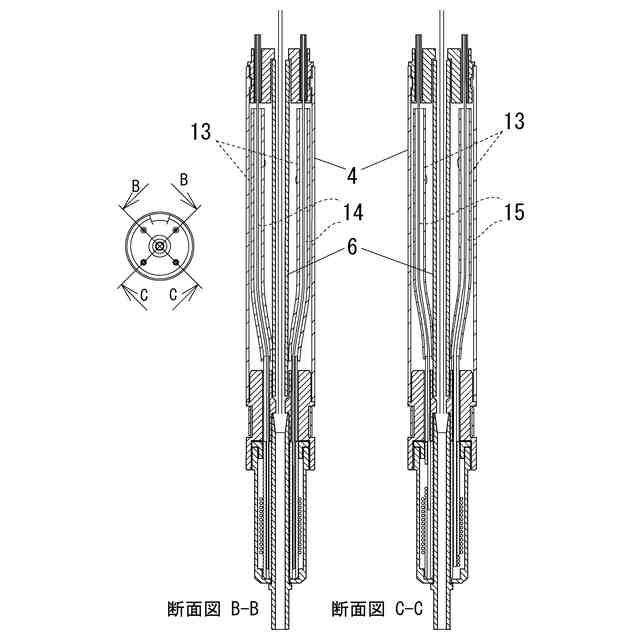
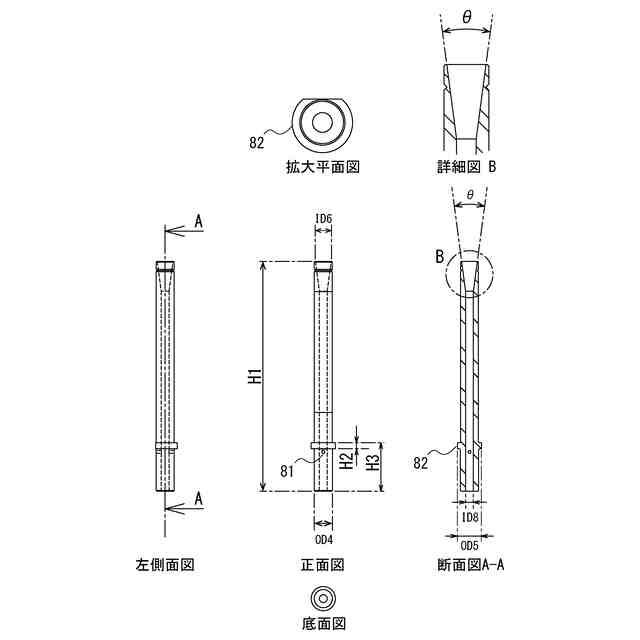
【解決手段】はんだ片が落下可能な内径を有する筒状の第1のパイプと、はんだ片が落下可能な内径を有し、かつ前記第1のパイプの下方に配置される筒状の第2のパイプと、前記第1のパイプの下端部が挿入される挿入部と、前記第2のパイプの上端部が嵌入される嵌入部とが形成され、該挿入部と該嵌入部とが連結されて貫通孔が形成される断熱部材と、前記第2のパイプを加熱する前記第2のパイプの周囲に配置された加熱手段と、を有し、前記第1のパイプの下端部の下端面は、前記第2のパイプの上端部の上端面の近傍に配置されており、前記第1のパイプの下端部の外周面は、前記挿入部の内周面に接触しておらず、前記第1のパイプの下端部の内径は、前記第2のパイプの上端部の内径以下である。
【選択図】図1
特許請求の範囲
【請求項1】
はんだ片が落下可能な内径を有する筒状の第1のパイプと、
はんだ片が落下可能な内径を有し、かつ前記第1のパイプの下方に配置される筒状の第2のパイプと、
前記第1のパイプの下端部が挿入される挿入部と、前記第2のパイプの上端部が嵌入される嵌入部とが形成され、該挿入部と該嵌入部とが連結されて貫通孔が形成されている断熱部材と、
前記第2のパイプを加熱するために前記第2のパイプの周囲に配置された加熱手段と、を有し、
前記第1のパイプの下端部の下端面は、前記第2のパイプの上端部の上端面の近傍に配置されており、
前記第1のパイプの下端部の外周面は、前記挿入部の内周面に接触しておらず、
前記第1のパイプの下端部の内径は、前記第2のパイプの上端部の内径以下である、
ことを特徴とするはんだ付けパイプ。
続きを表示(約 260 文字)
【請求項2】
前記第1のパイプは、第3のパイプに内挿され、
前記挿入部の下方部の内径は、
前記挿入部の上方部の内径よりも小さく、かつ
前記嵌入部の内径よりも小さく、
前記第3のパイプの下端部は、前記挿入部の上方部に嵌入され、
前記第1のパイプの下端面は、第3のパイプの下端面よりも下方に位置する請求項1に記載のはんだ付けパイプ。
【請求項3】
前記第2のパイプは、上端部の内径が上端面から下端面方向へ進むにつれて小さくなる請求項1又は2に記載のはんだ付けパイプ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切り取られた糸はんだを溶融してはんだ付けを行う装置に装着されるダイレクトヒートはんだ付けパイプに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
糸はんだを切り取るカッターユニットと、切り取られた糸はんだ(以下、はんだ片とも記載する。)が落下可能な内径を有し、両端が開口した筒と、はんだ片を筒の先端部で溶融させるためのヒーター(加熱手段)とを備える、はんだ付け装置が知られている(特許文献1参照)。このはんだ付け装置では、切り取られたはんだ片は筒の上方の貫通口から筒の先端部まで落下し、そしてその先端部においてヒーターによって加熱されて溶融され、筒の下方の貫通口から筒内に入れられている被はんだ付け部がはんだ付けされる。
【先行技術文献】
【特許文献】
【0003】
特許第6140350号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のはんだ付けパイプにおいては、ヒーターによって加熱されたパイプは、パイプの下端部近傍においてパイプ内のはんだ片が溶融する温度まで上昇し、またパイプの下端部近傍だけではなく、パイプの中間部の温度や上方部の温度も上昇する。そして、はんだ片がパイプの内壁面(内周面)に囲まれた内部空間を通過(落下)する途中で、パイプの上方部又は中間部の内壁面に触れて、はんだ片の一部が溶けて、内壁面に付着し、内部空間が狭くなり、次第にはんだ片が落下しにくくなることがある。その結果、はんだ片が被はんだ付け部に到達するタイミングが不安定になったり、はんだ片が被はんだ付け部に到達できなかったりすることなどがある。
【0005】
本発明は、このような点に鑑みて創作されたものであり、その目的は、パイプの内壁面にはんだ片が触れても、はんだ片がパイプ内に付着しにくいはんだ付けパイプを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係るはんだ付けパイプは、
はんだ片が落下可能な内径を有する筒状の第1のパイプと、
はんだ片が落下可能な内径を有し、かつ前記第1のパイプの下方に配置される筒状の第2のパイプと、
前記第1のパイプの下端部が挿入される挿入部と、前記第2のパイプの上端部が嵌入される嵌入部とが形成され、該挿入部と該嵌入部とが連結されて貫通孔が形成されている断熱部材と、
前記第2のパイプを加熱するために前記第2のパイプの周囲に配置された加熱手段と、を有し、
前記第1のパイプの下端部の下端面は、前記第2のパイプの上端部の上端面の近傍に配置されており、
前記第1のパイプの下端部の外周面は、前記挿入部の内周面に接触しておらず、
前記第1のパイプの下端部の内径は、前記第2のパイプの上端部の内径以下である、
ことを特徴とする。
【0007】
「嵌入する」とは「嵌め入れる」ことを意味する。例えば、「パイプを孔に嵌入する」ために、パイプの外径と孔の内径とが略等しいことが必要であり、「パイプが孔に嵌入される」と、嵌入されたパイプの外周面と孔の内周面とが隙間なく接した状態となる。
第1のパイプの下端部の外周面が、挿入部の内周面に接触していないため、断熱部材から第1のパイプへ熱が伝わりにくい。
第1のパイプの下端部の内径が、第2のパイプの上端部の内径以下であるため、第1のパイプ内を落下してきたはんだ片は、第2のパイプ内にスムーズに落下できる。
【0008】
前記第1のパイプは、第3のパイプに内挿され、
前記挿入部の下方部の内径は、
前記挿入部の上方部の内径よりも小さく、かつ
前記嵌入部の内径よりも小さく、
前記第3のパイプの下端部は、前記挿入部の上方部に嵌入され、
前記第1のパイプの下端面は、第3のパイプの下端面よりも下方に位置する
ことが好ましい。
【0009】
挿入部の下方部の内径が、挿入部の上方部の内径よりも小さく、かつ嵌入部の内径よりも小さいため、はんだ片が落下する際に中心部に行き易くしている。
【0010】
前記第2のパイプは、上端部の内径が上端面から下端面方向へ進むにつれて小さくなることが好ましい。
上端部の内径が上端面から下端面方向へ進むにつれて小さくなることにより、はんだ片が滑らかに落下するようにしている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
3か月前
個人
コンタクトチップ
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
トヨタ自動車株式会社
治具
3か月前
有限会社津谷工業
切削工具
1か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
トヨタ自動車株式会社
積層コア
7日前
ブラザー工業株式会社
工作機械
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社FUJI
ワーク置き台
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
インチング制御方法
3か月前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
6日前
光精工株式会社
クーラントタンク
3か月前
旭精工株式会社
シャフトブレーキ
3か月前
株式会社不二越
歯車研削盤
1か月前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社ムラタ溶研
剪断装置
3か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
古川精機株式会社
タッピングガイド
3か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
三和テッキ株式会社
レーザ付着物除去装置
3か月前
株式会社ダイヘン
アークスタート制御方法
3か月前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社FUJI
自動化用パレット
22日前
株式会社メタルクリエイト
切削装置
2か月前
トヨタ自動車株式会社
位相測定方法
6日前
サムテック株式会社
加工物製造方法
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































