TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024139220
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023050066
出願日
2023-03-27
発明の名称
レーザ付着物除去装置
出願人
三和テッキ株式会社
代理人
主分類
B23K
26/36 20140101AFI20241002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ付着物除去装置を小径の管体にも適用すると共に、製作コストの低廉化を図る。
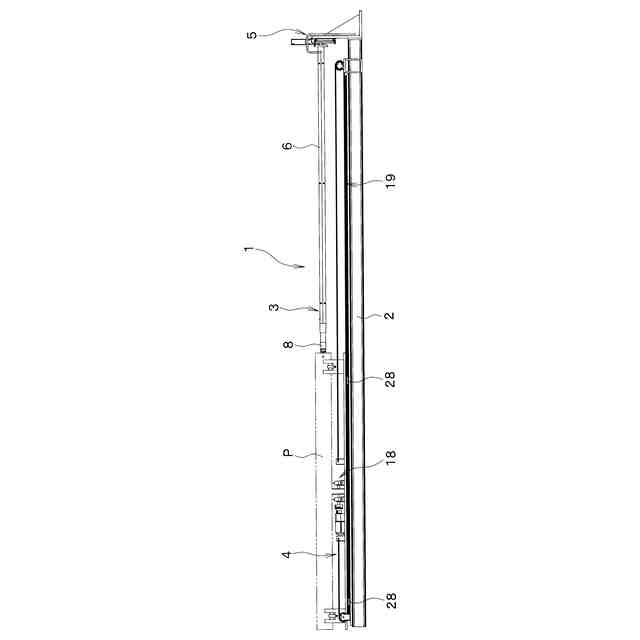
【解決手段】レーザ付着物除去装置1は、管体Pを支持する管体支持部4と、管体Pの内部に挿入されるレーザ照射ユニット13とを具備させて、管体Pの内面へレーザ光Lを照射することにより付着物を除去する。管体支持部4には、管体Pと共にその軸線方向に移動するスライド機構19と、管体Pを軸線周りに回転させるロール機構18とを具備させる。レーザ照射ユニット13は、レーザ光Lを収束させる集光レンズ15と、集光レンズ15を通したレーザ光Lを管体内面へ屈折させるプリズム16とを備え、管体支持部4上の管体Pの移動途上に固定され、相対移動に伴って管体Pの内部に挿入される。レーザ照射ユニット13によるレーザ光Lの焦点を管体Pの内面へ合致させるようにレーザ照射ユニット13を管体軸線直交方向に位置変更可能な焦点位置調整部5で支持する。
【選択図】 図1
特許請求の範囲
【請求項1】
付着物を除去すべき管体を支持する管体支持部と、
前記管体の内部に挿入され、レーザ光を管体の内面へ照射して管体内の付着物を除去するレーザ照射ユニットとを具備し、
前記レーザ照射ユニットは、管体軸線方向のレーザ光に収束させる集光レンズと、前記集光レンズを通したレーザ光を管体内面へ屈折させるプリズムとを具備するレーザ付着物除去装置において、
前記管体支持部は、前記管体と共に管体の軸線方向に移動するスライド機構と、管体を軸線周りに回転させるロール機構とを具備し、
前記レーザ照射ユニットは、管体支持部との相対移動に伴って管体の内部に挿入されるように、前記管体支持部上の前記管体の移動途上に固定され、
レーザ光の焦点を管体内面へ合致させるように、前記レーザ照射ユニットを管体の軸線直交方向に位置変更可能に支持する焦点位置調整部を具備することを特徴とするレーザ付着物除去装置。
続きを表示(約 1,000 文字)
【請求項2】
前記焦点位置調整部は、前記レーザ照射ユニットを先端部に固定して前記管体支持部上の前記管体の一端に突き合わせる位置に管体軸線方向に固定され、外部からレーザ照射ユニットへのレーザ光の導光路となるユニット支持管と、
このユニット支持管の基端を固定するスライドブラケットと、前記管体支持部を支持する枠体に立設され、前記スライドブラケットと管体軸線直交方向に摺動可能に係合する固定ブラケットと、このスライドブラケットを前記固定ブラケットに対して移動させるブラケット駆動モータとを具備することを特徴とする請求項1に記載のレーザ付着物除去装置。
【請求項3】
前記スライド機構は、前記管体支持部に管体軸線方向へ移動可能に係合する枠体と、
この枠体に回転自在に軸支される駆動歯車と、
この駆動歯車を回転駆動するスライド駆動モータと、
前記枠体に前記駆動歯車と移動方向に異なる対向位置に回転自在に軸支されるガイド歯車と、
一端が前記管体支持部に、他端が管体支持部の移動方向に異なる位置に係止され、前記駆動歯車及び前記ガイド歯車に掛け回されて、前記スライド駆動モータにより引き回されることにより前記管体支持部を移動させるチェーンとを具備することを特徴とする請求項1に記載のレーザ付着物除去装置。
【請求項4】
前記ロール機構は、前記管体の両端部を支持するホルダと、管体の中間部に接触して外周を転動することにより管体を回転させる回転駆動ローラとを具備し、
前記ホルダは、前記管体支持部に固定され、前記管体を載せ受ける凹部を備えた支持ブロックと、
この支持ブロックにおける前記凹部の対向する傾斜面の下方に下端部を中心に直交方向に揺動可能にそれぞれ軸支される対向一対のローラ脚と、
これらのローラ脚の上端部に回転自在に軸支される対向一対の支持ローラと、
前記ブラケットと前記ローラ脚との間に係止されて、前記支持ローラの外周面を前記傾斜面から突出させて前記管体の外周に接触するように支持ローラを互いに接近する方向に付勢する押しばねと、
前記ブラケットに螺合して前記ローラ脚に接触し、前記支持ローラを前記傾斜面から突出する位置に保持する調整ねじとを具備することを特徴とする請求項1に記載のレーザ付着物除去装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、管体の内面に付着した汚染物や錆等の付着物をレーザ光照射により除去する装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、固定された管体の内面にレーザ光を反射ミラーで管体軸線直交方向に屈折させて照射し、管体の内面に付着した放射性物質等の除染を行い回収する管体内面除染装置が特許文献1に開示されている。この管体内面除染装置は、レーザー光を管体内面に照射するレーザー光照射プローブと、レーザー光照射プローブを管体内に挿入して管軸方向に移動させる直動機構と、反射ミラーを羽根車と共に管体軸線周りに回転させる回転機構と、管体内に圧縮空気を供給する圧縮空気送気手段とを備える。レーザー光照射プローブを管体内で直動させると共に羽根車を圧縮空気で回転させて反射ミラーを回転させ、レーザ光を管体内面に照射して管体内面の放射性物質を削剥し、管体内に形成された空気流で削剥された除染物を管体から排出させる。
【先行技術文献】
【特許文献】
【0003】
特開2022-54423号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の装置は、配管内に挿入するレーザ光照射プローブに回転機構を光学系部材に組み付けなければならず、レーザ光照射プローブを小型にしたり配置の工夫等が必要となって複雑な機構にならざるを得ず、小型化に制約があり、従って小径の管体に適用できないし、製作が容易でなくコスト高になるという問題がある。
そこで本発明は、管体に挿入する光学系部材を最小限に抑えて簡易な構成にし、小型化して小径の管体にも適用されると共に、製作コストの低廉化を図るレーザ付着物除去装置を提供することを課題とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本発明のレーザ付着物除去装置1は、付着物を除去すべき管体Pを支持する管体支持部4と、管体Pの内部に挿入され、レーザ光Lを管体Pの内面へ照射して管体P内の付着物を除去するレーザ照射ユニット13とを具備させる。レーザ照射ユニット13は、管体軸線方向のレーザ光Lに収束させる集光レンズ15と、集光レンズ15を通したレーザ光Lを管体P内面へ屈折させるプリズム16とを具備させる。管体支持部4は、管体Pと共に管体Pの軸線方向に移動するスライド機構19と、管体Pを軸線周りに回転させるロール機構18とを具備させる。レーザ照射ユニット13は、管体支持部4との相対移動に伴って管体Pの内部に挿入されるように、管体支持部4上の管体Pの移動途上に固定され、レーザ光Lの焦点を管体Pの内面へ合致させるように、レーザ照射ユニット13を管体Pの軸線直交方向に位置変更可能に支持する焦点位置調整部5を具備させる。
【発明の効果】
【0006】
本発明のレーザ付着物除去装置によれば、光学系を固定して管体を回転させつつ移動させるため、管体に挿入する光学系の部材を最小限に抑えた簡易な構成により、小型化して小径の管体にも適用できると共に、安価に提供できるという効果を有する。
【図面の簡単な説明】
【0007】
本発明のレーザ付着物除去装置の斜視図である。
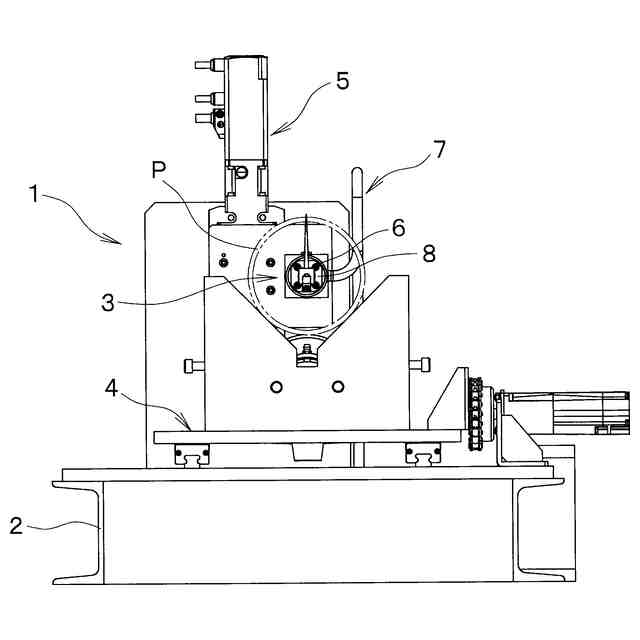
図1のレーザ付着物除去装置の正面図である。
図1のレーザ付着物除去装置の平面図である。
図1のレーザ付着物除去装置の側面図である。
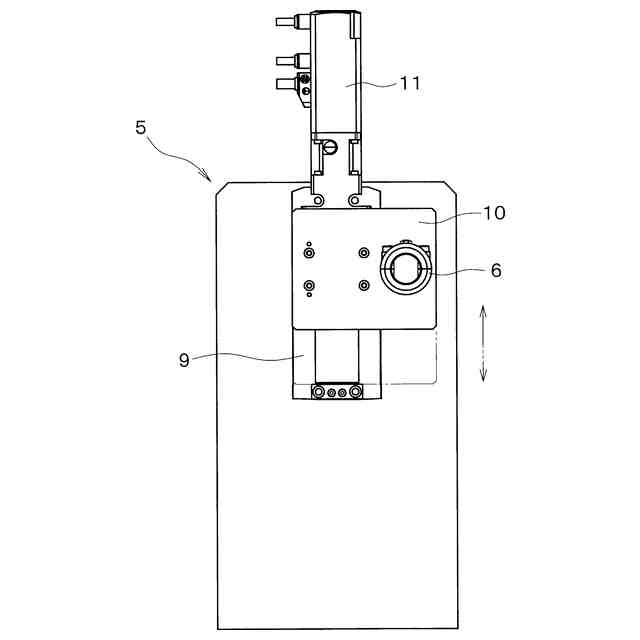
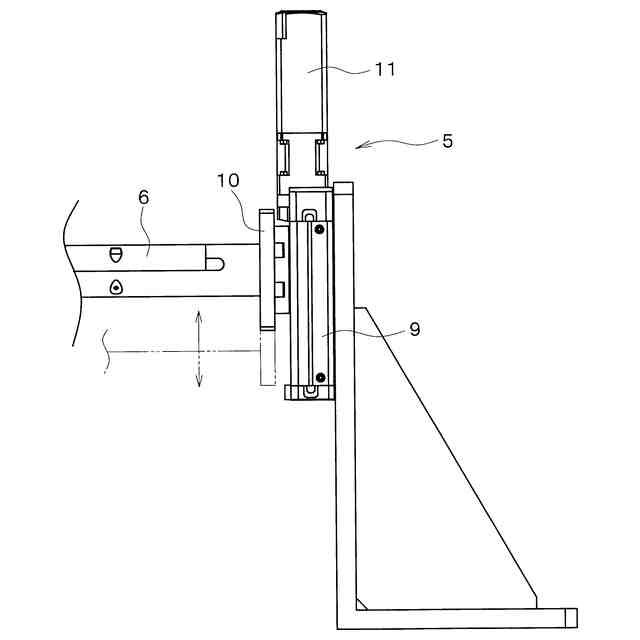
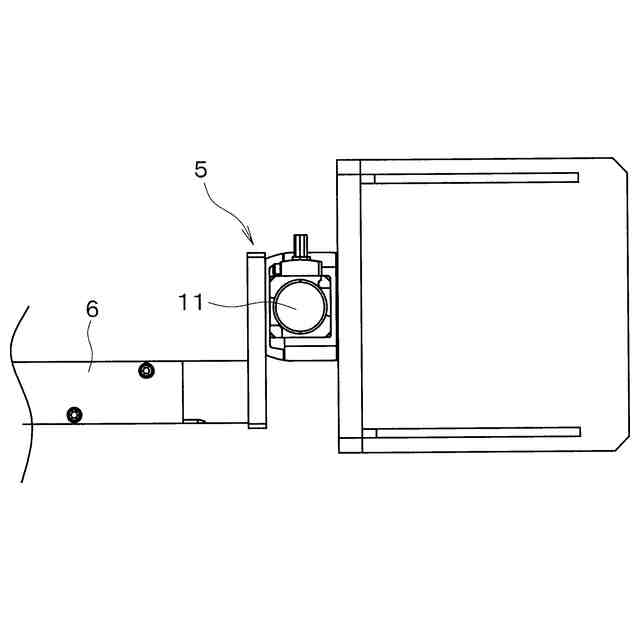
焦点位置調整部の斜視図である。
焦点位置調整部の正面図である。
焦点位置調整部の側面図である。
焦点位置調整部の平面図である。
レーザ照射ユニットの縦断面図である。
レーザ照射ユニットの平面図である。
レーザ照射ユニットの正面図である。
移動前後のレーザ照射ユニットの正面図である。
管体支持部の斜視図である。
ホルダの断面図である。
ホルダの平面図である。
ホルダの正面図である。
スライド機構の一部の斜視図である。
スライド機構の他の一部の斜視図である。
スライド機構の他の一部の正面図である。
【発明を実施するための形態】
【0008】
本発明の実施の一形態について図面を参照して説明する。
図1,図2に示すように、レーザ付着物除去装置1は、内周面に錆などの付着物がある管体Pを管軸線周りに回転させつつ管軸線方向に直線的に移動させて、管内周面に照射したレーザ光のアブレーションにより管体Pの内面の付着物を除去する装置である。
【0009】
レーザ付着物除去装置1は、枠体2に沿って平行に延びる本体3と、この本体3の先端にセットした管体Pを突き合わせるように支持する管体支持部4とを具備する。
【0010】
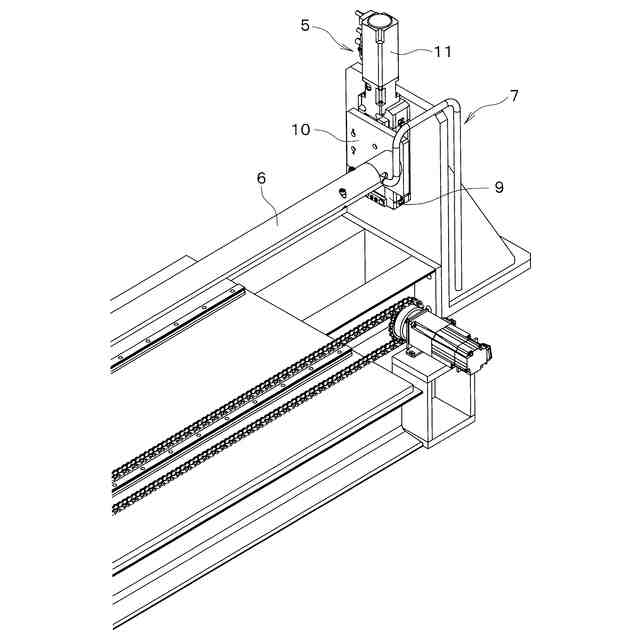
本体3は、長尺の矩形をなす枠体2の長手方向一端に直立する焦点位置調整部5と、焦点位置調整部5から枠体2に沿って長手方向他端側へ平行に延びるユニット支持管6と、ユニット支持管6内を通って先端部のレーザ照射ユニット8に達する光学系7とを具備する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ