TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129733
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023039122
出願日
2023-03-13
発明の名称
剪断装置
出願人
株式会社ムラタ溶研
代理人
個人
,
個人
主分類
B23D
15/08 20060101AFI20240919BHJP(工作機械;他に分類されない金属加工)
要約
【課題】剪断ヘッドのさらなる剛性向上を構造的に可能とする剪断装置を提供する。
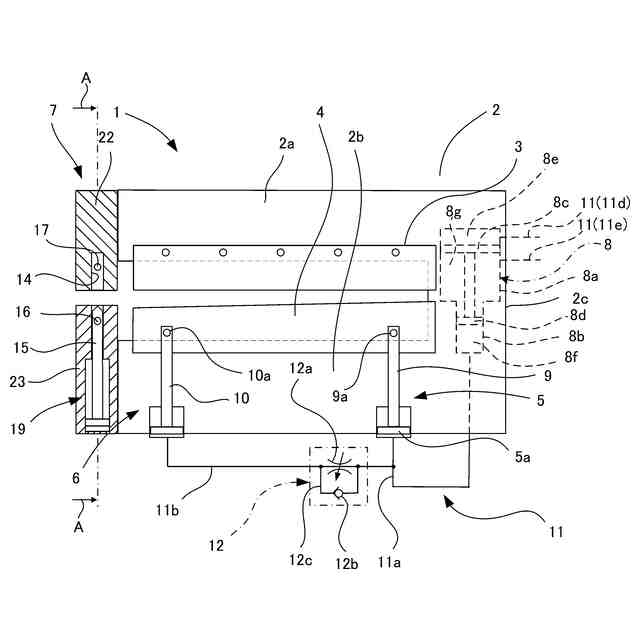
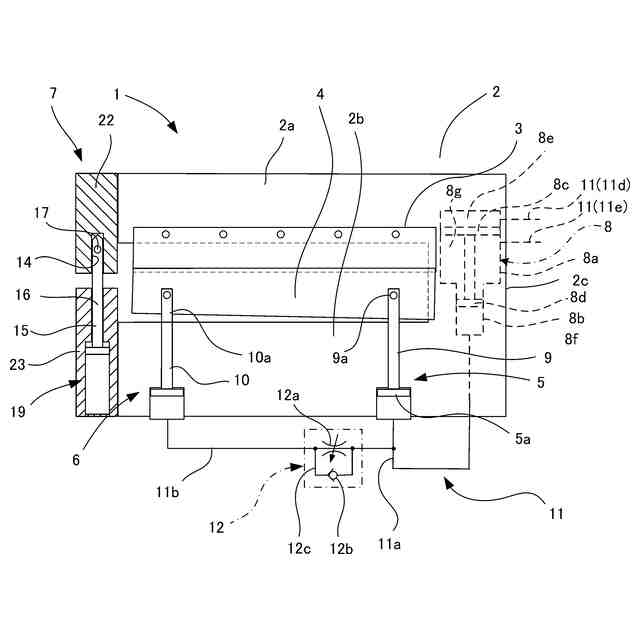
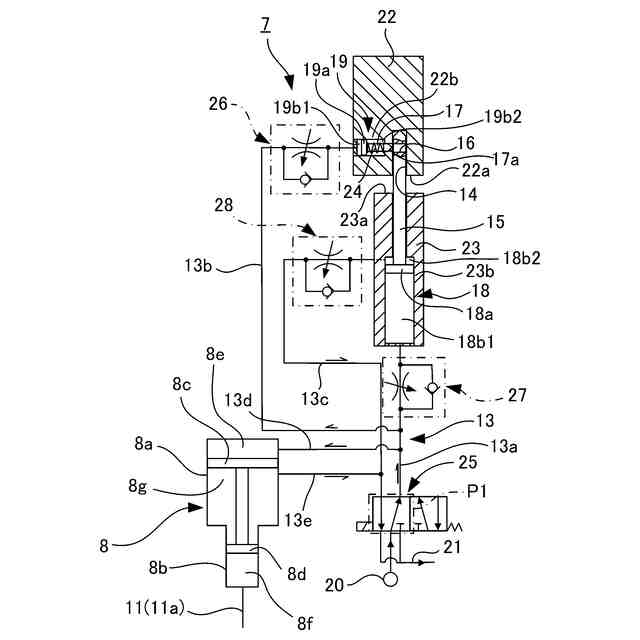
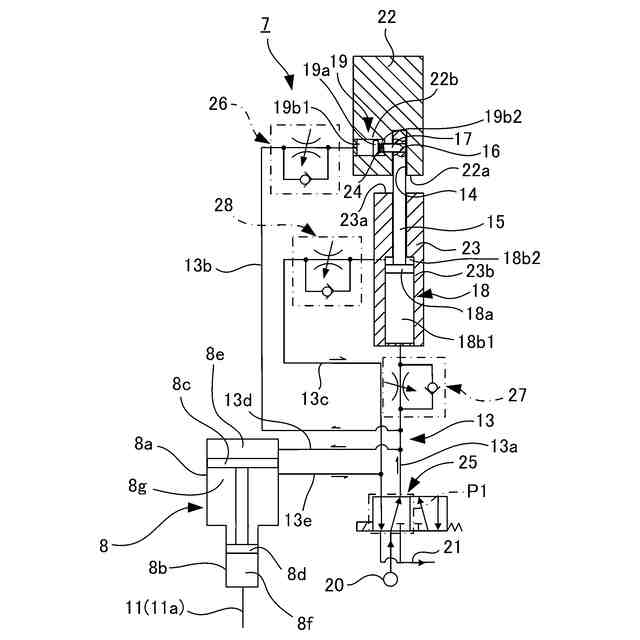
【解決手段】剪断装置1は、剪断ヘッド2と、剪断ヘッド2に設けられる固定刃3及び可動刃4とを備える。剪断ヘッド2は、互いに平行に延びる第一辺部2a及び第二辺部2bと、第一辺部2aと第二辺部2bとを各辺部2a,2bの基端側で連結する連結部2cとを一体に有する。第一辺部2aの先端側に第一位置決め穴14が設けられ、第二辺部2bの先端側に第二辺部2bに対して出没可能に構成され、第一位置決め穴14に嵌合可能な第一位置決め部材15が設けられる。第一位置決め部材15の先端側に、第一位置決め部材15の出没方向に直交する向きに開口形成される第二位置決め穴16が設けられ、第一位置決め穴14に対して出没可能に構成され、第一位置決め部材15が第一位置決め穴14に嵌合した状態で、第二位置決め穴16に嵌合可能な第二位置決め部材17が設けられる。
【選択図】図2
特許請求の範囲
【請求項1】
剪断ヘッドと、剪断ヘッドに設けられる固定刃及び可動刃と、剪断ヘッドの一部を含む位置決め機構とを備え、剪断ヘッドは、互いに平行に延びる第一辺部及び第二辺部と、第一辺部と第二辺部とを各辺部の基端側で連結する連結部とを一体に有する剪断装置であって、
位置決め機構は、第一辺部の先端側に設けられた第一位置決め穴と、第二辺部の先端側に対して出没可能に設けられ、第一位置決め穴に嵌合可能な第一位置決め部材とを有する剪断装置において、
位置決め機構は、第一位置決め部材の先端側に設けられ、第一位置決め部材の出没方向に直交する向きに開口形成される第二位置決め穴と、
第一位置決め穴に対して出没可能に設けられ、第一位置決め部材が第一位置決め穴に嵌合した状態で第二位置決め穴に嵌合可能な第二位置決め部材とをさらに有することを特徴とする剪断装置。
続きを表示(約 1,200 文字)
【請求項2】
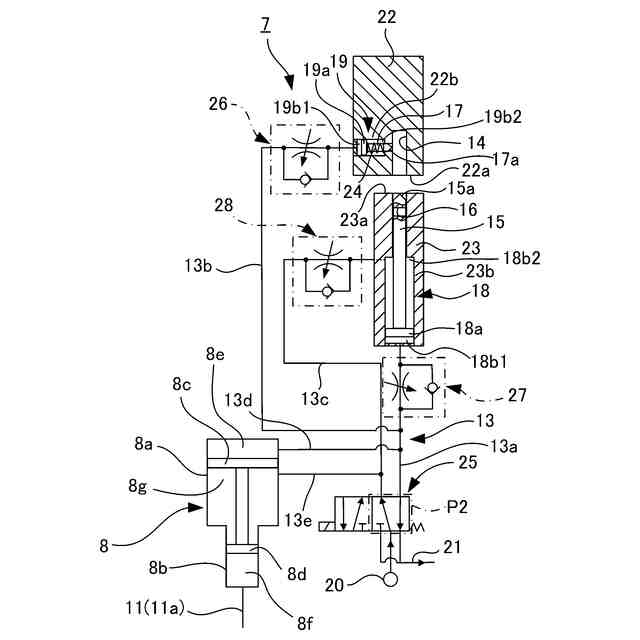
位置決め機構は、第一位置決め部材を出没方向に沿って往復動可能な第一流体圧シリンダと、第二位置決め部材を出没方向に沿って往復動可能な第二流体圧シリンダと、第一及び第二流体圧シリンダに作動流体をそれぞれ供給可能な流体供給源とをさらに有する請求項1に記載の剪断装置。
【請求項3】
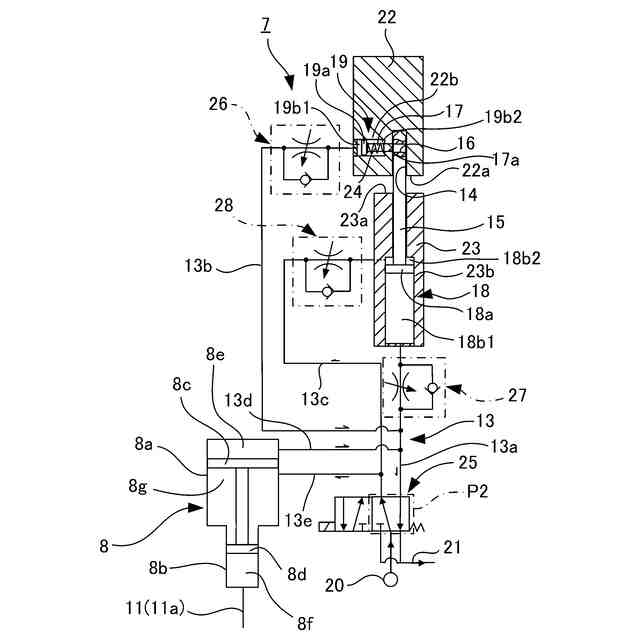
各流体圧シリンダと流体供給源との間、及び各流体圧シリンダと流体排出路との間に切替え弁が設けられ、
切替え弁は、双方の流体圧シリンダが押出し動作を生じるように各流体圧シリンダと流体供給源との接続状態、及び各流体圧シリンダと流体排出路との接続状態を構成する第一切替え位置と、
双方の流体圧シリンダが引込み動作を生じるように各流体圧シリンダと流体供給源との接続状態、及び各流体圧シリンダと流体排出路との接続状態を構成する第二切替え位置とに切替え可能とされる請求項2に記載の剪断装置。
【請求項4】
第一切替え位置において流体供給源と第二流体圧シリンダとの間に、メータイン型のスピードコントローラが配設されている請求項3に記載の剪断装置。
【請求項5】
第一流体圧シリンダは複動式シリンダ、第二流体圧シリンダはスプリングでピストンを引込み側に付勢する単動式シリンダである請求項3に記載の剪断装置。
【請求項6】
第二切替え位置において流体排出路と第一流体圧シリンダの基端側シリンダ室との間に、メータアウト型のスピードコントローラが配設されている請求項5に記載の剪断装置。
【請求項7】
第二切替え位置において流体供給源と第一流体圧シリンダの先端側シリンダ室との間に、メータイン型のスピードコントローラが配設されている請求項5又は6に記載の剪断装置。
【請求項8】
ピストンが可動刃に連結された可動刃駆動用シリンダと、作動油を供給することで可動刃駆動用シリンダを押出し側に駆動可能な増圧シリンダとをさらに備え、
第一及び第二流体圧シリンダは、流体供給源としてのエアコンプレッサから作動空気の供給を受けて駆動し、
増圧シリンダは、エアコンプレッサからの作動空気の供給を受けて可動刃駆動用シリンダに増圧された作動油を供給可能に構成されている請求項2に記載の剪断装置。
【請求項9】
可動刃駆動用シリンダは複動式シリンダであって、
基端側シリンダ室に増圧シリンダが接続されると共に、切替え弁が第二切替え位置にある場合に先端側シリンダ室がエアコンプレッサと接続されている請求項8に記載の剪断装置。
【請求項10】
請求項1に記載の剪断装置と、剪断装置で剪断された帯状金属板の端縁同士を溶接可能な溶接トーチとを備えた帯状金属板の突合せ溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、剪断装置に関し、特に金属板を剪断により切断するための剪断装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、先行する帯状金属板と後続の帯状金属板とを連結するために、先行する帯状金属板をその後端縁で剪断し、後続の帯状金属板をその先端縁で剪断して、切断された互いの端縁同士を突き合わせて溶接する溶接装置が知られている(特許文献1及び特許文献2を参照)。
【0003】
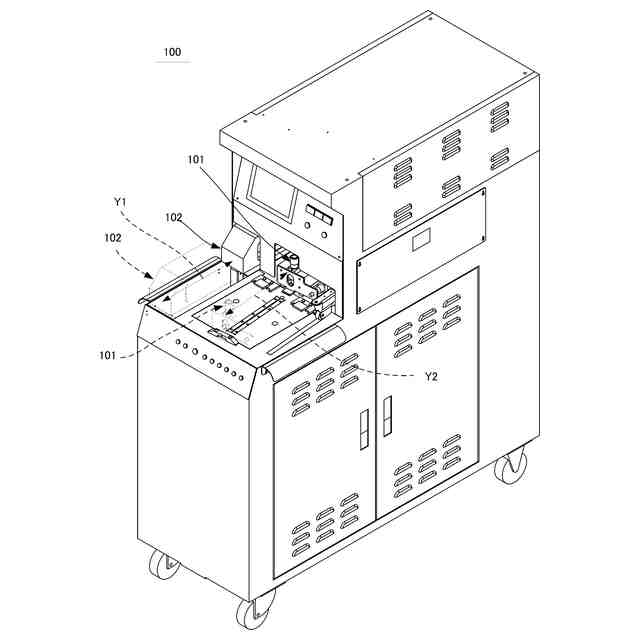
図9は、従来の帯状金属板溶接装置100の一例であり、溶接トーチ101と、剪断装置102とを備えている。剪断装置102は、図9に示す収容位置から、矢印Y1で示す方向に移動することができる。溶接トーチ101は、図9に示す待機位置から、矢印Y2で示す方向に往復動して溶接を行うことができる。
【0004】
この種の溶接装置に組み込まれる剪断装置102は、シャーリング装置、剪断機等とも呼ばれ、一般に、図10及び図11に概略構造として示すように、略コの字状をなす剪断ヘッド103の第一辺部に固定された固定刃104と、第一辺部と平行して延びる剪断ヘッド103の第二辺部に設けられた可動刃105と、剪断ヘッド103に設けられて可動刃105を上下動させる油圧シリンダ106とを備え、可動刃105を上下方向に移動させることにより、帯状金属板を剪断可能としている。なお、図10は可動刃の待機位置、図11は可動刃の剪断位置をそれぞれ示している。
【0005】
従来の剪断装置では、剪断力向上のために、増圧シリンダ(増圧ブースタとも称される。)を設けて可動刃駆動用の油圧シリンダを作動する油圧を高めることにより(特許文献2を参照)、板厚寸法の大きい帯状金属板への対応を図っている。このように、可動刃の駆動力を高めることで、固定刃を支持する剪断ヘッドへの剪断荷重も増大するため、ガタなく帯状金属板を剪断するために剪断ヘッドの剛性を高める必要が生じる。しかしながら、ただ、剪断ヘッドを構成する金属板の板厚寸法を増やす等して剪断ヘッドの剛性を高めたのでは、剪断装置が大型化し、重量の増加を招く。剪断装置の重量が増加することで、剪断装置の駆動装置を巨大化させる必要が生じ、結果、溶接装置の巨大化や製造コストの増大を招くといった問題があった。
【0006】
そこで、本出願人は、剪断ヘッドを大型化することなく剛性を高めるための新たな技術を提案している(特許文献3を参照)。すなわち、この特許文献には、並行状に延びる第一辺部及び第二辺部と、第一辺部及び第二辺部を連設する連設部とを一体に有するコ字状の剪断ヘッドにおいて、第一辺部の先端側に位置決め孔が設けられると共に、第二辺部の先端側に対して出没し、位置決め孔に嵌入可能なピストンロッドが設けられ、このピストンロッドが、可動刃を駆動するための油圧シリンダのピストンロッドと同期して作動するように構成された剪断装置が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2018-86686号公報
特開2018-39090号公報
特許第7055505号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
このように、第二辺部から突出したピストンロッドが第一辺部に設けた位置決め孔に嵌合し得る構造とすることで、特に剪断方向に直交する向きに振れやすい構造(梁構造)をなす第一辺部のガタを効果的に抑制して第一辺部に取り付けられた固定刃の位置精度を高めることが可能となる。しかしながら、上述した剪断装置の剪断対象を板厚寸法のさらに大きな帯状金属板にまで拡げることを目指す場合、これまで以上に巨大な荷重が剪断時に固定刃に作用することを想定して、剪断ヘッドのさらなる剛性向上を図る必要が生じる。あるいは、剪断ヘッドを含めた剪断装置の小型化のために剪断ヘッドの軽量化を目指す場合、剪断ヘッドの剛性低下を防ぐための新たな方策が必要となる。
【0009】
以上の事情に鑑み、本発明は、大型化を避けつつ剪断ヘッドのさらなる剛性向上を可能とする剪断装置を提供することを、解決すべき技術課題とする。
【課題を解決するための手段】
【0010】
上記課題の解決は、本発明に係る剪断装置によって達成される。すなわち、この剪断装置は、剪断ヘッドと、剪断ヘッドに設けられる固定刃及び可動刃と、剪断ヘッドの一部を含む位置決め機構とを備え、剪断ヘッドは、互いに平行に延びる第一辺部及び第二辺部と、第一辺部と第二辺部とを各辺部の基端側で連結する連結部とを一体に有する剪断装置であって、位置決め機構は、第一辺部の先端側に設けられた第一位置決め穴と、第二辺部の先端側に対して出没可能に設けられ、第一位置決め穴に嵌合可能な第一位置決め部材とを有する剪断装置において、位置決め機構は、第一位置決め部材の先端側に設けられ、第一位置決め部材の出没方向に直交する向きに開口形成される第二位置決め穴と、第一位置決め穴に対して出没可能に設けられ、第一位置決め部材が第一位置決め穴に嵌合した状態で、第二位置決め穴に嵌合可能な第二位置決め部材とをさらに有する点をもって特徴付けられる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
シヤチハタ株式会社
組立ライン
18日前
日東精工株式会社
組み付け装置
16日前
トヨタ自動車株式会社
治具
1か月前
有限会社ハラダ印刷
穿孔機用案内板
3か月前
株式会社不二越
タップ
3日前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
24日前
株式会社MOLDINO
ドリル
2か月前
津根精機株式会社
鉄筋切断装置
3か月前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
2か月前
福井県
マルチマテリアルの点接合構造
3か月前
ダイハツ工業株式会社
冷却構造
16日前
株式会社ダイヘン
くびれ検出制御方法
3か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
個人
交換式給油ブラシの切削油の給油器
3か月前
光精工株式会社
クーラントタンク
1か月前
株式会社向洋技研
スポットネジ及び電極
3か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社メタルクリエイト
切削装置
10日前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































