TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024121161
公報種別
公開特許公報(A)
公開日
2024-09-06
出願番号
2023028112
出願日
2023-02-27
発明の名称
エンドミル
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23C
5/10 20060101AFI20240830BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、ねじれ溝におけるねじれ角が変化する箇所の摩耗を大幅に抑制できるエンドミルを提供することを課題とする。
【解決手段】
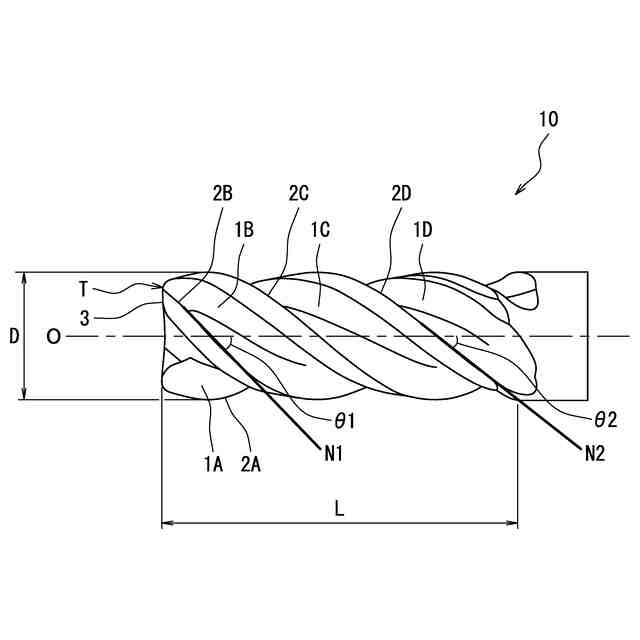
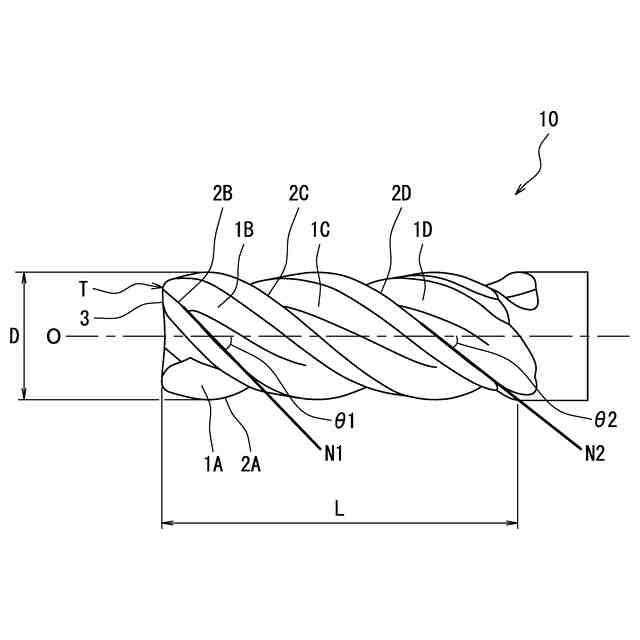
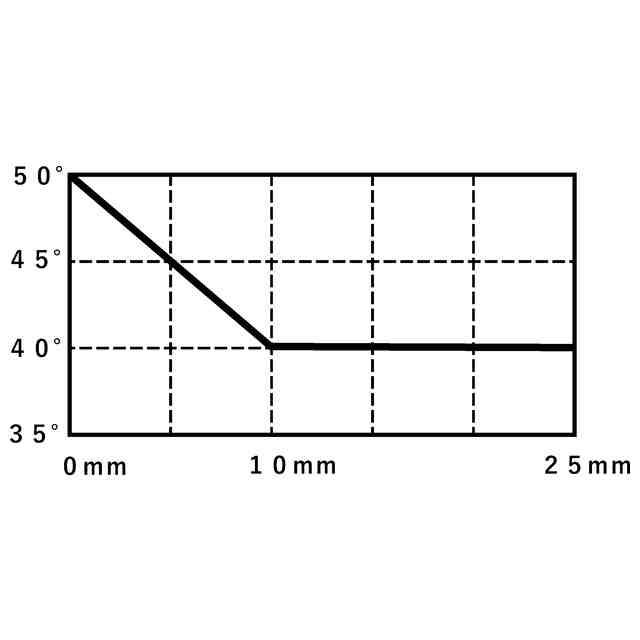
長手方向に沿って複数条のねじれ溝1A,1B,1C,1Dを有するエンドミル10において、エンドミル10の直径Dmmに対して、エンドミル10の先端Tから長手方向に沿ってDmmまでの間はねじれ溝1A,1B,1C,1Dのねじれ角θ1が50°から徐々に漸減して40°の範囲として、エンドミル10の先端Tから長手方向に沿ってDmmを超える範囲においては、ねじれ角θ2を40°とする。また、エンドミル10の直径Dmmに対して、エンドミル10の刃長Lを2.5×Dmmとする。
【選択図】図1
特許請求の範囲
【請求項1】
長手方向に沿って複数条のねじれ溝を有するエンドミルにおいて、前記エンドミルの直径Dmmに対して、前記エンドミルの先端から前記長手方向に沿って前記Dmmまでの間は前記ねじれ溝のねじれ角θ1が徐々に漸減してねじれ角θ2(θ1>θ2)となり、前記エンドミルの先端から前記長手方向に沿って前記Dmmを超える範囲においては前記ねじれ角θ2であって、前記ねじれ角θ1とねじれ角θ2の差が10°であることを特徴とするエンドミル。
続きを表示(約 140 文字)
【請求項2】
前記ねじれ角θ1は、40°以上50°以下の範囲であることを特徴とする請求項1に記載のエンドミル。
【請求項3】
前記エンドミルの直径Dmmに対して、前記エンドミルの刃長は2.5×Dmmであることを特徴とする請求項1または2に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材料等に対して側面加工や溝加工などのフライス加工を行うエンドミルに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、4枚刃のエンドミルにおいて、ねじれ溝のねじれ角が一定値である場合とねじれ角が変化する場合の2種類のエンドミルがあった(特許文献1ないし5参照)。また、ねじれ角が一定のねじれ溝とねじれ角が途中で変化するねじれ溝が交互に配置されているエンドミルもあった。さらに、ねじれ角が変化する場合は、エンドミルの長手方向において刃長さの中間位置になる場合が多かった。
【先行技術文献】
【特許文献】
【0003】
特開平3-131414号公報
特公平3-19003号公報
特開昭60-118409号公報
実公昭60―042016号公報
特表2010-500183号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1ないし5に開示されたエンドミルは、とりわけねじれ角が途中で大きく変化する場合のエンドミルは、被削材を切削加工する際に異なる切りくずがそれぞれ発生するので、エンドミルの先端部の切削加工で発生した切りくずが、後端部による切削加工で発生した切りくずを妨害することがあった。
【0005】
それにより、ねじれ溝内に切りくずが滞留して、前述した場合と同様に被削材の面粗度が悪化するという問題があった。特に、ねじれ角が変化する箇所において切れ刃が不連続に形成していることに起因して、切れ刃が大きく摩耗するという問題があった。
【0006】
そこで、本発明はねじれ溝におけるねじれ角が長手方向にかけて変化するエンドミルの場合、ねじれ角が変化する箇所の摩耗を大幅に抑制できるエンドミルを提供することを課題とする。
【課題を解決するための手段】
【0007】
前述した課題を解決するために、本発明のエンドミルは、長手方向に沿って複数条のねじれ溝を有して、エンドミルの直径Dmmに対して、先端から長手方向に沿ってDmmまでの間はねじれ溝のねじれ角θ1を徐々に漸減してねじれ角θ2とする。その上で、ねじれ角θ1とねじれ角θ2の差を10°にする(θ1-θ2=10°)。エンドミルの先端から長手方向に沿ってエンドミルの直径であるDmmを超える範囲においては、ねじれ角θ2で一定の角度とする。
【0008】
また、ねじれ角θ1は40°以上50°以下の範囲とする(40°≦θ1≦50°)。なお、エンドミルの直径Dmmに対してエンドミルの刃長Lを2.5×Dmmとしても構わない。
【発明の効果】
【0009】
本発明のエンドミルは、溝加工や側面加工などの加工形態に関わらず、ねじれ溝におけるねじれ角が変化する箇所の摩耗を大幅に抑制できるという効果を奏する。
【図面の簡単な説明】
【0010】
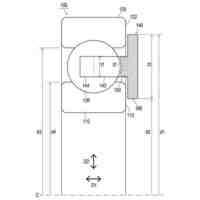
本発明のエンドミル10の正面図である。
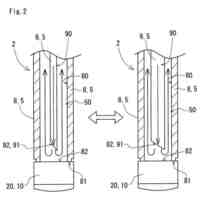
図1に示すエンドミル10のねじれ角θ1,θ2の変化を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
エンドミル
11日前
株式会社不二越
熱処理システム
8日前
株式会社不二越
保持器付き軸受
11日前
株式会社不二越
熱処理システム
1か月前
株式会社不二越
フィルムラップ加工装置
4日前
株式会社不二越
検出装置及び検出システム
14日前
株式会社不二越
産業機器用プログラム及び通信端末装置
5日前
個人
面取り装置
5日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
日東精工株式会社
チャックユニット
2か月前
株式会社不二越
ドリル
2か月前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
3か月前
株式会社コスメック
着脱装置
4か月前
株式会社ダイヘン
回転アーク溶接方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
4か月前
株式会社MOLDINO
ドリル
18日前
株式会社ダイヘン
くびれ検出制御方法
4か月前
津根精機株式会社
鉄筋切断装置
28日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
福井県
マルチマテリアルの点接合構造
1か月前
ダイハツ工業株式会社
冷却構造
3か月前
ブラザー工業株式会社
工作機械
8日前
日進工具株式会社
被覆切削工具
4か月前
ブラザー工業株式会社
工作機械
8日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
個人
交換式給油ブラシの切削油の給油器
25日前
株式会社向洋技研
スポットネジ及び電極
1か月前
国立大学法人 東京大学
加工方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ