TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024094795
公報種別
公開特許公報(A)
公開日
2024-07-10
出願番号
2022211576
出願日
2022-12-28
発明の名称
ろう付け装置
出願人
日東精工株式会社
代理人
主分類
B23K
3/00 20060101AFI20240703BHJP(工作機械;他に分類されない金属加工)
要約
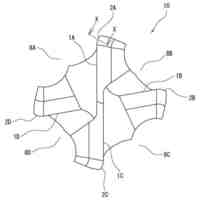
【課題】ろう材の押圧によるワークの変形を防止する。
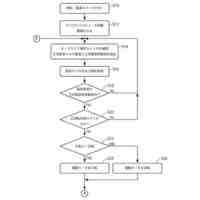
【解決手段】略平行に配された複数本の金属棒を束ねたワークを保持可能なチャックユニットと、前記ワークを接合するろう材を供給する供給手段およびこの供給手段を移動させる移動手段を有する供給ユニットと、前記ワークおよびろう材をバーナーにより加熱する加熱ユニットと、前記移動手段の駆動を制御可能な制御部を備えたろう付け装置において、前記制御部は、所定の加熱範囲内に前記ワークおよびろう材が到達後、前記バーナーを駆動させるとともに、ろう材およびワークを所定の時間加熱した後、溶解したろう材をワークに向けて移動させるよう前記供給ユニットの駆動を制御していることを特徴とするろう付け装置による。
【選択図】図1
特許請求の範囲
【請求項1】
略平行に配された複数本の金属棒を束ねたワークを保持可能なチャックユニットと、
前記ワークを接合するろう材を供給する供給手段およびこの供給手段を移動させる移動手段を有する供給ユニットと、
前記ワークおよびろう材をバーナーにより加熱する加熱ユニットと、
前記移動手段の駆動を制御可能な制御部を備えたろう付け装置において、
前記制御部は、所定の加熱範囲内に前記ワークおよびろう材が到達後、前記バーナーを駆動させるとともに、ろう材およびワークを所定の時間加熱した後、溶解したろう材をワークに向けて移動させるよう前記供給ユニットの駆動を制御していることを特徴とするろう付け装置。
続きを表示(約 500 文字)
【請求項2】
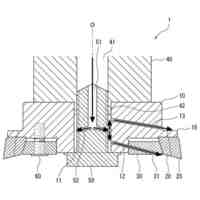
前記供給手段は、ろう材が貫通する供給ノズルと、前記供給ノズルに対してろう材を進退させる出代調節手段と、前記ろう材が供給ノズルの先端から突出していることを判別可能な検出センサとを有し、
前記出代調節手段は、前記ろう材を前記検出センサが十分検知できるまで突き出す工程と、検出センサがろう材を検出しなくなるまで引き込む工程を経過後、ろう材を所定の寸法突き出すように制御されていることを特徴とする請求項1に記載のろう付け装置。
【請求項3】
前記チャックユニットは、前記ワークを保持するチャック爪と、このチャック爪を所定の角度揺動させる揺動手段を有し、
前記揺動手段は、加熱ユニットによるワークの加熱時、前記チャック爪を保持されたワークの上面が前記ろう材に向くよう傾斜させる一方、チャック爪にワークを設置する時、チャック爪を水平に保つことを特徴とする請求項1に記載のろう付け装置。
【請求項4】
前記チャックユニットには、加熱ユニットによるワークの加熱時、ワークを回転させる回転駆動源が設けられていることを特徴とする請求項1に記載のろう付け装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、略平行に配された複数本の金属棒を接合するろう付け装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、複数個の金属部品を接合する方法として、特許文献1に示されるろう付けが知られている。このろう付けは、複数個の金属部品を接触させた状態で固定した状態で当該接触部分にろう材を当接させており、その後、金属部分およびろう材を加熱するように構成されている。これにより、溶融したろう材が金属部品同士を覆うとともに前記ろう材が冷めて凝固することで金属部品が接合される。
【先行技術文献】
【特許文献】
【0003】
特開2007-237214号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のろう付けは、前述のように個体状態のろう材をワークに押し当てた状態で加熱していた。このため、線材等、強固に固定することができないワークをろう付けする際、ろう材からの外力でワークがずれたり変形したりする等の問題が生じることがあった。
【0005】
本発明は、上記課題に鑑みて創生されたものであり、接合前のワークがずれないように構成されたろう付け装置の提供を目的とする。
【課題を解決するための手段】
【0006】
この目的を達成するために本発明は、略平行に配された複数本の金属棒を束ねたワークを保持可能なチャックユニットと、前記ワークを接合するろう材を供給する供給手段およびこの供給手段を移動させる移動手段を有する供給ユニットと、前記ワークおよびろう材をバーナーにより加熱する加熱ユニットと、前記移動手段の駆動を制御可能な制御部を備えたろう付け装置において、前記制御部は、所定の加熱範囲内に前記ワークおよびろう材が到達後、前記バーナーを駆動させるとともに、ろう材およびワークを所定の時間加熱した後、溶解したろう材をワークに向けて移動させるよう前記供給ユニットの駆動を制御していることを特徴とする。なお、前記供給手段は、ろう材が貫通する供給ノズルと、前記供給ノズルに対してろう材を進退させる出代調節手段と、前記ろう材が供給ノズルの先端から突出していることを判別可能な検出センサとを有し、前記出代調節手段は、前記ろう材を前記検出センサが十分検知できるまで突き出す工程と、検出センサがろう材を検出しなくなるまで引き込む工程を経過後、ろう材を所定の寸法突き出すように制御されていることが好ましい。また、前記チャックユニットは、前記ワークを保持するチャック爪と、このチャック爪を所定の角度揺動させる揺動手段を有し、前記揺動手段は、加熱ユニットによるワークの加熱時、前記チャック爪を保持されたワークの上面が前記ろう材に向くよう傾斜させる一方、チャック爪にワークを設置する時、チャック爪を水平に保つことが好ましい。さらに、前記チャックユニットには、加熱ユニットによるワークの加熱時、ワークを回転させる回転駆動源が設けられていることが好ましい。
【発明の効果】
【0007】
上記発明によれば、上述のように溶解したろう材をワークに接触させるため、接触時ワークがろう材に押圧されることがない。このため、線材等強固固定することが困難なワークであっても位置ずれすることなく高精度にろう付け可能等の利点がある。また、同一のバーナーで加熱することにより、制御部の構成を単純かできるとともにガス等の無駄が少ない等の利点も有する。なお、供給手段がろう材を供給する前に毎度ろう材を供給ノズルから突き出す工程およびろう材を供給ノズルに引き込む工程を実施してろう材の出代を規定寸法に調整後、所定の寸法突き出すよう構成されているため、ろう材を毎回同じ量供給可能となる。このため、ろう材が少なく接合不良となることを防止可能等の利点も有する。また、前記チャックユニット揺動手段を有し、加熱時、前記ワークをその上面が前記ろう材に向くよう傾斜させているため、ろう材がワークの上面に当接可能となる。これにより、複数本の金属棒を束ねたワークの中央に形成される空隙部分にろう材が流入し易く、ワークを強固に溶接可能等の利点がある。一方、チャック爪にワークを設置する時、チャック爪が水平となるため、作業者がワークを設置し易い等利点も有る。さらに、前記チャックユニットにワークを回転させる回転駆動源が設けられているため、ワークを全周方向均一に加熱可能となる。このため、ワークの一部のみが極端に高温となり、変形するのを防止可能等の利点も有する。
【図面の簡単な説明】
【0008】
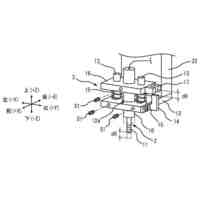
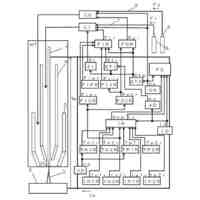
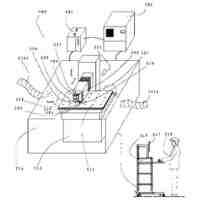
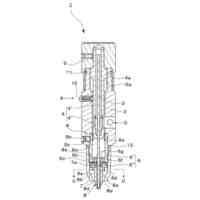
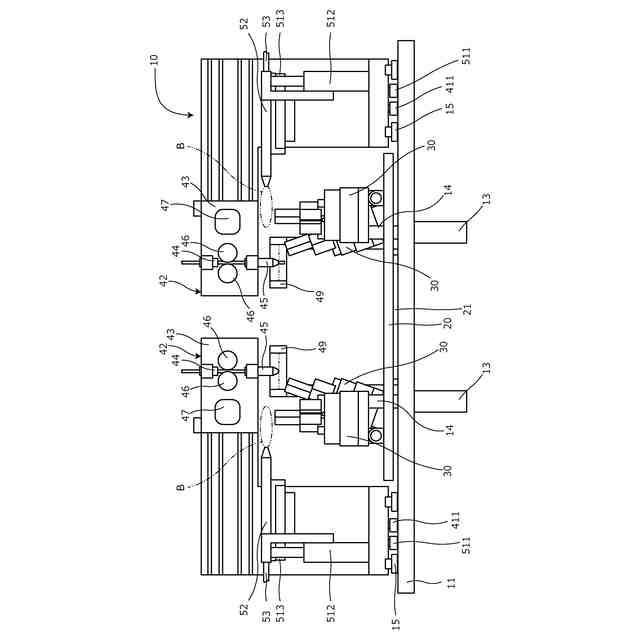
本発明に係るろう付け装置を示す正面図である。
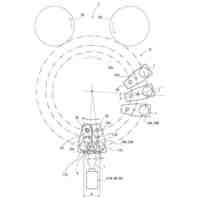
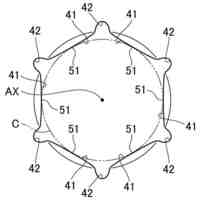
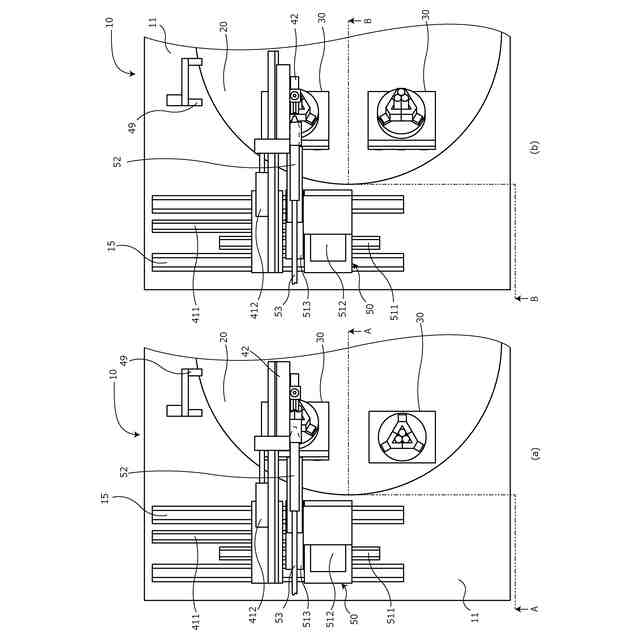
本発明に係るろう付け装置を示す平面図である。
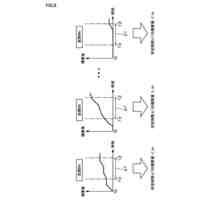
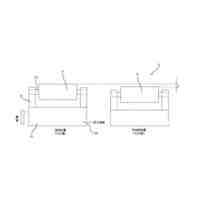
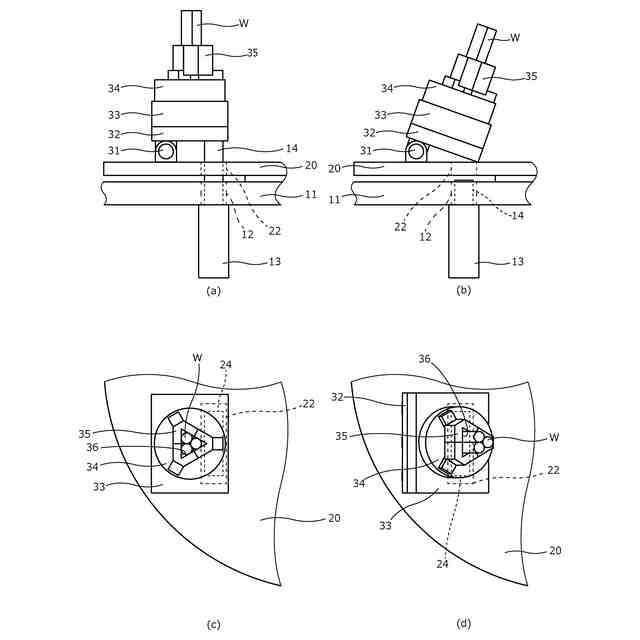
本発明に係るろう付け装置のチャックユニットの動作を示す動作説明図であり、(a)は水平姿勢のチャックユニットの状態を示す要部拡大一部切欠き正面図であり、(b)は傾斜姿勢のチャックユニットの状態を示す要部拡大一部切欠き正面図であり、(c)は、水平姿勢のチャックユニットの状態を示す要部拡大一部切欠き平面図であり、(d)は、傾斜姿勢のチャックユニットの状態を示す要部拡大一部切欠き平面図である。
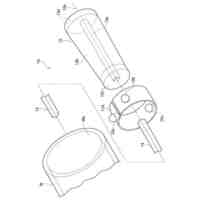
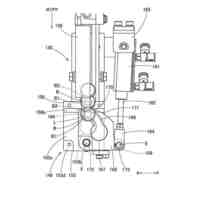
本発明に係るろう付け装置のろう材供給ユニットの構造を示す要部拡大一部切欠き平面図である。
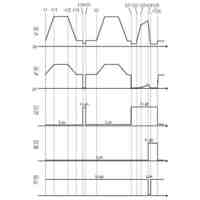
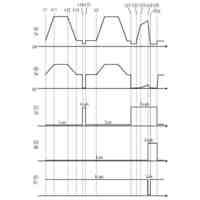
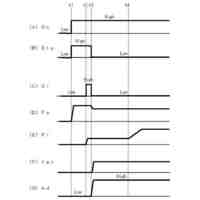
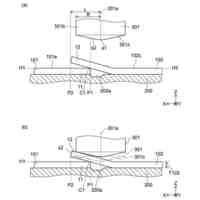
本発明に係るろう付け装置の動作を示す一部切欠き平面図であり、(a)はろう材をの加熱状態を示す一部切欠き平面図であり、(b)はろう付け状態を示す一部切欠き平面図である。
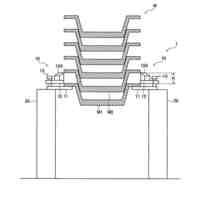
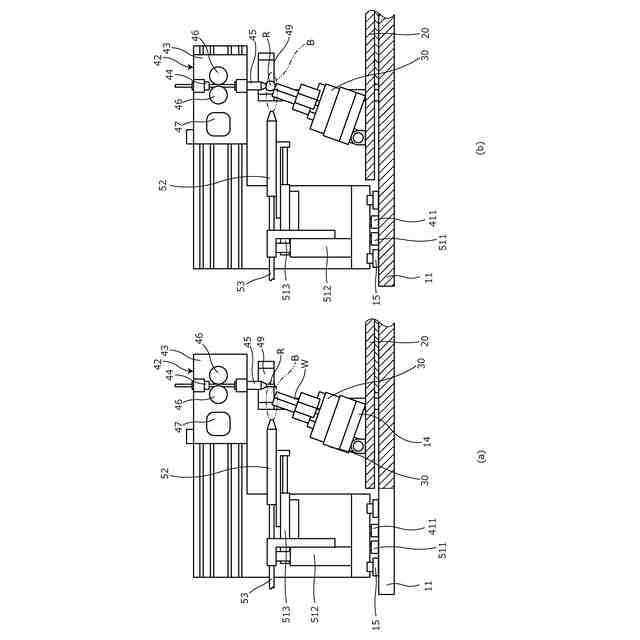
本発明に係るろう付け装置の動作を示す一部切欠き正面図であり、(a)は図5のA-A線断面図であり、(b)は図5のB-B線断面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づき説明する。図1ないし図4において10は、略平行に配された複数本の金属棒を束ねたワークWをろう付けにより接合するろう付け装置である。このろう付け装置10は、図1に示すように回転テーブル20と、この回転テーブル20上に配置され、前記ワークWを保持するチャックユニット30と、このチャックユニット30に保持されたワークWに対してろう材Rを供給する供給ユニット40と、前記ワークWおよびろう材Rを加熱する加熱ユニット50と、各ユニットの駆動を制御する制御部とを備えている。なお、本実施形態において、ワークWは、同じ長さの金属棒を3本束ねたものである。
【0010】
前記回転テーブル20は、前記チャックユニット30を搬送する搬送手段の一例であり、前記ろう付け装置10の基台11上にその駆動軸が鉛直方向上向きになるよう配置された搬送モータ21の駆動により回転するように構成されている。この回転テーブル20の上面には、前記チャックユニット30が2対設けられている。これらチャックユニット30は、図2に示すように自身の対となるチャックユニット30が回転テーブル20の回転軸Oを対象点とした点対称に位置し、回転テーブル20が180度回転することで、チャックユニット30と対となるチャックユニット30の位置が入れ替わるよう構成されている。以下、回転テーブル20の回転によるチャックユニット30の後方側(図2において下側)の停止位置を待機位置、前方側(図2において上側)の停止位置を作業位置という。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社北川鉄工所
回転装置
22日前
日東精工株式会社
ねじ締め装置
3日前
株式会社FUJI
工作機械
7日前
トヨタ自動車株式会社
溶接マスク
3日前
トヨタ自動車株式会社
溶接ヘッド
23日前
トヨタ自動車株式会社
溶接ヘッド
22日前
株式会社不二越
波形抽出装置
14日前
日東精工株式会社
はんだこて先の製造方法
22日前
株式会社不二越
摩耗判定装置
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
株式会社ダイヘン
パルスアーク溶接制御方法
7日前
株式会社IHI
支持機構
7日前
DMG森精機株式会社
工作機械
10日前
株式会社ジャノメ
インサート挿入装置
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
矢嶋工業株式会社
切出装置
2日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
7日前
日本アビオニクス株式会社
半田付け装置
23日前
SUS株式会社
溶接方法と溶接構造
28日前
株式会社エムテック
配管突合せ溶接用治具
22日前
兵庫県
コバルト基合金
21日前
株式会社不二越
組立式スカイビングカッタ
28日前
日東工器株式会社
磁気吸着式タッピング装置
8日前
澁谷工業株式会社
レーザマーキング装置
2日前
株式会社鬨一精機
加工装置
14日前
東芝ITコントロールシステム株式会社
溶融接合方法
28日前
株式会社タンガロイ
被覆切削工具
8日前
株式会社ムラタ溶研
TIG溶接用トーチ
8日前
株式会社東芝
接合方法及び接合装置
8日前
千住金属工業株式会社
金属及び電子装置
7日前
株式会社不二越
不等リードラジアスエンドミル
27日前
トヨタ自動車東日本株式会社
部品取出装置
1か月前
株式会社タンガロイ
締結部品
14日前
株式会社タンガロイ
締結部品
14日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ