TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094782
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210532
出願日
2023-12-13
発明の名称
TIG溶接用トーチ
出願人
株式会社ムラタ溶研
代理人
個人
,
個人
主分類
B23K
9/29 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】トーチボディに狭窄ノズルを取付けた状態にあっても、トーチボディに対するガス整流溝の向きを調整可能なTIG溶接用トーチを提供する。
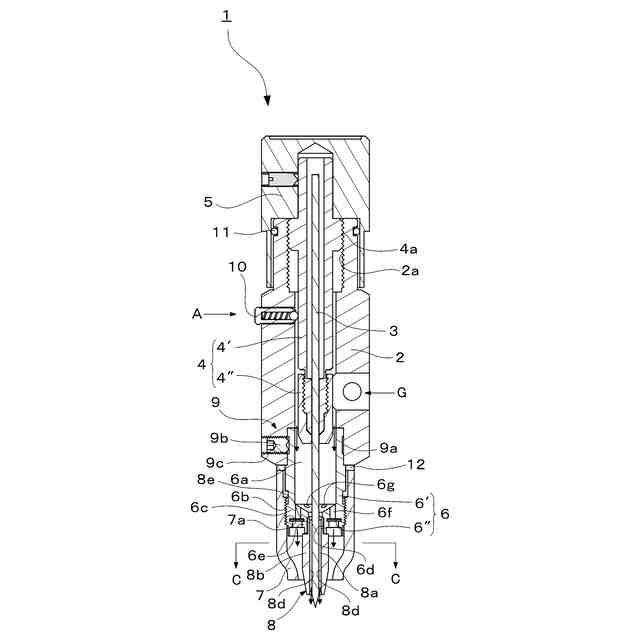
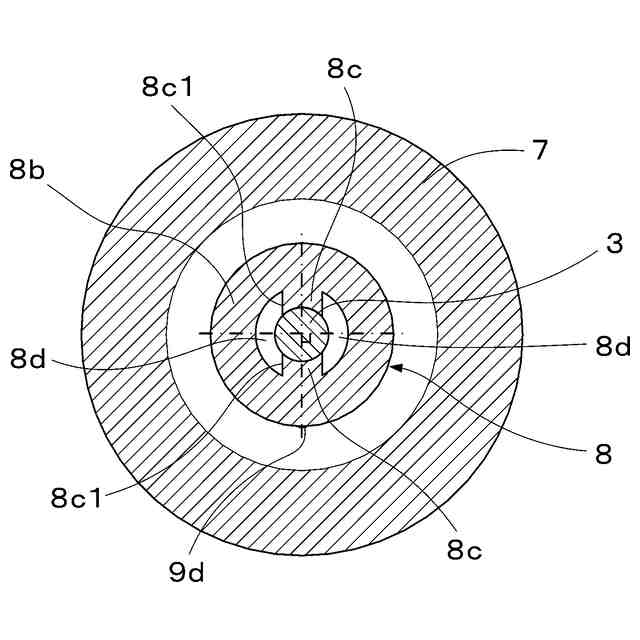
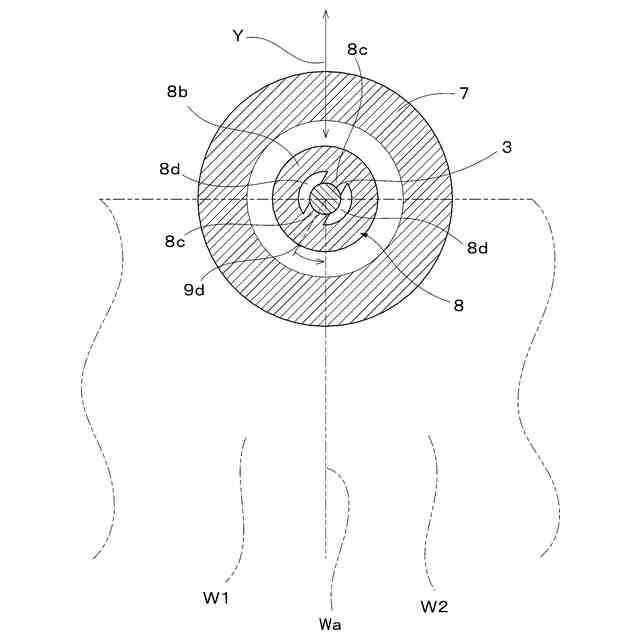
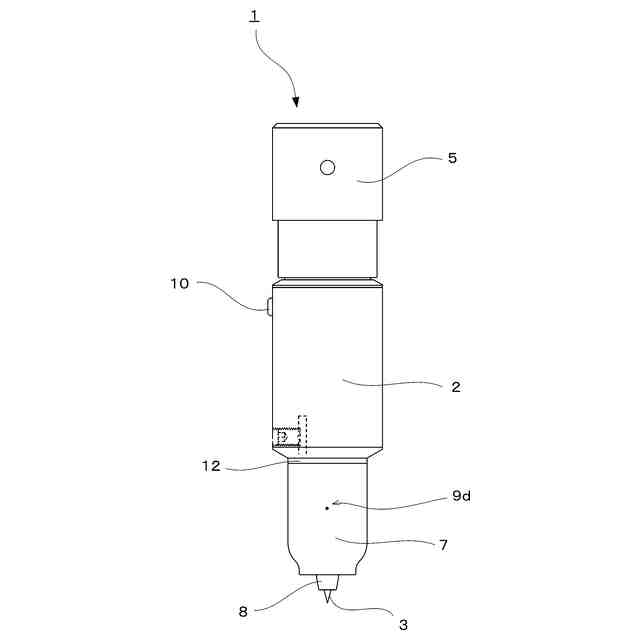
【解決手段】このTIG溶接用トーチ1は、トーチボディ2と、タングステン電極棒3と、ガスレンズ6と、シールドノズル7と、狭窄ノズル8とを備え、狭窄ノズル8は、ノズル本体8bの内周面に対向配置される二つの位置決め用突条8c,8cと、二つの位置決め用突条8c,8cとノズル本体8bの円周方向で交互に配置される二つのガス整流溝8d,8dとを有する。このTIG溶接用トーチ1は、狭窄ノズル8がトーチボディ2に対して所定の軸方向位置に保持された状態で、トーチボディ2に対する狭窄ノズル8の位相を調整可能な位相調整機構9をさらに備える。
【選択図】図1
特許請求の範囲
【請求項1】
トーチボディと、
前記トーチボディの内部空間に配設され、前記内部空間に流入してきたシールドガスを層流化可能なガスレンズと、
前記ガスレンズよりも前記トーチボディの先端側に配設される筒状のシールドノズルと、
前記シールドノズルの中心位置に配設されたタングステン電極棒と、
前記シールドノズルと前記タングステン電極棒の先端部との間に配設される狭窄ノズルとを備え、
前記狭窄ノズルは、前記タングステン電極棒の先端部外周面との間に環状の高速ガス通路を形成する筒状のノズル本体と、
前記ノズル本体の内周面に対向配置され、前記タングステン電極棒を前記ノズル本体の中心位置に保持する二つの位置決め用突条と、
前記二つの位置決め用突条と前記ノズル本体の円周方向で交互に配置され、前記高速ガス通路内を流れる前記シールドガスを整流化可能な二つのガス整流溝とを有するTIG溶接用トーチにおいて、
前記狭窄ノズルが前記トーチボディに対して所定の軸方向位置に保持された状態で、前記トーチボディに対する前記狭窄ノズルの位相を調整可能な位相調整機構をさらに備えることを特徴とするTIG溶接用トーチ。
続きを表示(約 730 文字)
【請求項2】
前記位相調整機構は、前記狭窄ノズルの外周面又は前記狭窄ノズルが固定された前記ガスレンズの外周面に形成された環状凹部と、
前記トーチボディと前記シールドノズルのうち前記環状凹部と径方向で対向する位置に配設され、径方向に移動可能でかつ前記環状凹部の底面に押込み可能な押込み部材とを有し、
前記狭窄ノズル又は前記狭窄ノズルに固定された前記ガスレンズが前記トーチボディに対して軸回転可能に嵌合されている請求項1に記載のTIG溶接用トーチ。
【請求項3】
前記押込み部材を前記環状凹部の底面に押込んだ状態で、前記押込み部材と前記環状凹部とが軸方向に係合する請求項2に記載のTIG溶接用トーチ。
【請求項4】
前記狭窄ノズルは前記ガスレンズに固定され、前記シールドノズルは前記ガスレンズに固定され、
前記環状凹部が前記ガスレンズの外周面に設けられ、
前記押込み部材が前記トーチボディを径方向に貫通する雌ねじ穴にねじ嵌合される雄ねじである請求項2又は3に記載のTIG溶接用トーチ。
【請求項5】
前記狭窄ノズルのうちシールドノズルよりも先端側に突出している部分の外周面に、前記ガス整流溝の円周方向位置を示す目印が設けられている請求項1に記載のTIG溶接用トーチ。
【請求項6】
前記狭窄ノズルが前記ガスレンズに対して所定の円周方向位置で固定され、かつ前記シールドノズルが前記ガスレンズに対して所定の円周方向位置で固定され、
前記シールドノズルの外周面に、前記ガス整流溝の円周方向位置を示す目印が設けられている請求項1に記載のTIG溶接用トーチ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、TIG溶接用トーチに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
材質に関係なく汎用性に優れた溶接技術としてTIG溶接が知られている。この溶接は、きわめて融点の高いタングステンを電極とする溶接用トーチを用いて行われるもので、不活性ガスからなるシールドガスで溶接部分の周囲を覆った状態で被溶接体を溶融可能とすることにより、空気中の酸素が溶融金属と反応する事態を避けて良好な溶接品質を長期にわたって取得できる利点を有する。
【0003】
ここで、TIG溶接に用いるTIG溶接用トーチとしては、例えば、アルゴンガス等のシールドガスを放出するための筒状のシールドノズルを備えたTIG溶接用トーチ(例えば、特許文献1を参照)や、前記シールドノズルとアークのエネルギー密度を高めるための狭窄ノズルとを備えたTIG溶接用トーチ(例えば、特許文献2を参照)が知られている。
【0004】
このうち、シールドノズルと狭窄ノズルを備えたTIG溶接用トーチによれば、狭窄ノズルからアークの周囲へシールドガスを集中的に流すことができるので、アークのエネルギー密度がシールドノズルのみを備えたTIG溶接用トーチに比較して高められる。よって、溶接速度を速くできアークの指向性も良くなるが、反対にシールドガスの放出範囲が狭められてシールド効果が弱まり、溶接の品質が低下するという問題があった。
【0005】
また、タングステン電極棒を交換した際、タングステン電極棒を元の位置(狭窄ノズルの中心位置)にセットすることが難しく、再現性及び作業性に劣るという問題があった。
【0006】
そこで、本出願人は、上記課題の解決を目的としたTIG溶接用狭窄ノズルを提案している(特許文献3を参照)。この狭窄ノズルは、タングステン電極棒の先端部周囲に配置され、タングステン電極棒の先端部外周面との間に環状の高速ガス通路を形成する筒状のノズル本体と、ノズル本体の内周面に突出形成され、タングステン電極棒をノズル本体の中心位置に保持する複数の位置決め用突条と、複数の位置決め用突条の間に形成され、ノズル本体の長手方向と平行に延びて高速ガス通路内を流れるシールドガスを整流化可能な複数のガス整流溝とで構成される。
【先行技術文献】
【特許文献】
【0007】
特許第3163559号公報
特許第4327153号公報
国際公開2013/157036号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述のようにガス整流溝を設けた狭窄ノズルを用いることで、シールドガスの一部をシールドノズルと狭窄ノズルとの間から放出される層流化したシールドガスよりも速い高速整流ガスとし、この高速整流ガスをアークの周囲に流すことができる。これにより、アークに作用する電磁力及び磁界が強化され、アークのエネルギー密度、アークの指向性及び硬直性がそれぞれ高められることで安定したアークが得られる。従って、従来に比べて溶接速度を各段に高めることができ、かつ、ビード幅が裏表とも均一でビードの波形の間隔が等間隔に形成されて高品質の安定した溶接を行うことができる。
【0009】
また、ノズル本体の内周面にタングステン電極棒をノズル本体の中心位置に保持する複数の位置決め用突条を突出形成することで、タングステン電極棒の交換時にタングステン電極棒を元の位置(狭窄ノズルの中心位置)に正確かつ確実にセットすることができ、タングステン電極棒の取り付け位置の再現性を向上できて作業性が改善される。
【0010】
特に、二つの位置決め用突条と、二つのガス整流溝とをノズル本体の円周方向で交互に配置した形態をなす狭窄ノズルを用いることで、母材(被溶接材)との間に発生させたアークを楕円状に絞ることができる。これにより、エネルギー密度をさらに高めることが可能となる。また、突き合わせ溶接の場合、アークを楕円状に絞ることで、予熱効果が上がって溶け込みが大きくなると共に、裏波も出やすくなる。さらに、楕円状に絞られるアークの長軸方向を溶接方向に一致させた状態にすることで、ビード幅の狭い突き合わせ溶接も可能となる。そのため、表面が絶縁材で覆われた電磁鋼板のように、TIG溶接に向かない素材を溶接対象とする場合であっても、上記構成に係る狭窄ノズルを備えたTIG溶接用トーチを用いることで、高品質かつ高速な溶接が安定的に可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ムラタ溶研
TIG溶接用トーチ
1か月前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
2日前
株式会社ダイヘン
溶接電源装置
今日
日東精工株式会社
ねじ締め装置
25日前
株式会社FUJI
工作機械
29日前
株式会社FUJI
工作機械
17日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
18日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
管用テーパタップ
3か月前
大肯精密株式会社
自動送り穿孔機
3か月前
有限会社 ナプラ
ソルダペースト
22日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社ダイヘン
溶接装置
18日前
株式会社不二越
超硬合金製ドリル
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ