TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085548
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199507
出願日
2023-11-25
発明の名称
溶接方法と溶接構造
出願人
SUS株式会社
代理人
個人
,
個人
主分類
B23K
26/322 20140101AFI20250529BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 例えば、アルミニウム製の被溶接材同士を、煩雑な準備作業を要することなく容易に一体化させることが可能な溶接方法と溶接構造を提供すること。
【解決手段】 表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の被溶接材同士を表面に被覆処理が施されていないアルミニウム製の連結材を介して突き合わせ、そこにレーザー溶接を施すことにより連結するようにしたものであり、煩雑な準備作業を要することなくアルミニウム製の被溶接材同士を容易に一体化させることができる。
【選択図】 図1
特許請求の範囲
【請求項1】
表面に被覆処理が 施され所定の大きさに切断されて切断面が露出したアルミニウム製の被溶接材同士を表面に被覆処理が施されていないアルミニウム製の連結材を介して突き合わせ、そこにレーザー溶接を施すことにより連結するようにしたことを特徴とする溶接方法。
続きを表示(約 830 文字)
【請求項2】
請求項1記載の溶接方法において、
上記レーザー溶接を施した後上記連結材の周囲をカバーで覆うようにしたことを特徴とする溶接方法。
【請求項3】
請求項1記載の溶接方法において、
上記レーザー溶接を施す際或いは溶接後上記被溶接材に金属板を押し当てて余熱を除去するようにしたことを特徴とする溶接方法。
【請求項4】
請求項1記載の溶接方法において、
上記レーザー溶接は半導体レーザー溶接又はファイバーレーザー溶接であることを特徴とする溶接方法。
【請求項5】
請求項1記載の溶接方法において、
上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面の一部が露出していることを特徴とする溶接方法。
【請求項6】
請求項1記載の溶接方法において、
上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面は完全に遮蔽されていることを特徴とする溶接方法。
【請求項7】
請求項1記載の溶接方法において、
上記被溶接材は押出成形品又は板金製であることを特徴とする溶接方法。
【請求項8】
請求項1記載の溶接方法において、
上記連結材は押出成形品又は機械加工品であることを特徴とする溶接方法。
【請求項9】
請求項1記載溶接方法において、
上記被覆処理はアルマイト表面処理であることを特徴とする溶接方法。
【請求項10】
表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の一対の被溶接材と、
上記一対の被溶接材の切断面に当接した状態で設置されレーザー溶接により一体化されたアルミニウム製の連結材と、
を具備したことを特徴とする溶接構造。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、アルマイト処理されたアルミニウム製の被溶接材同士を溶接により一体化させる溶接方向と溶接構造に係り、特に、煩雑な準備作業を要することなく容易に一体化させることができるように工夫したものに関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
アルミニウム製の板材の溶接方法と溶接構造を開示するものとして、例えば、特許文献1がある。この特許文献1には、アルミニウム製の板材から被覆を部分的に剥がし、そこに他の部材をレーザー溶接によって取り付ける構成が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-190338号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の構成によると次のような問題があった。
すなわち、アルミニウム製の板材から被覆を部分的に剥がす必要があり、溶接するための準備作業が煩雑であるという問題があった。
【0005】
本発明はこのような点に基づいてなされたものでその目的とするところは、例えば、アルミニウム製の被溶接材同士を、煩雑な準備作業を要することなく容易に一体化させることが可能な溶接方法と溶接構造を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するべく本願発明の請求項1による溶接方法は、表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の被溶接材同士を、表面に被覆処理が施されていないアルミニウム製の連結材を介して突き合わせ、そこにレーザー溶接を施すことにより連結するようにしたことを特徴とするものである。
又、請求項2による溶接方法は、請求項1記載の溶接方法において、上記レーザー溶接を施した後上記連結材の周囲をカバーで覆うようにしたことを特徴とするものである。
又、請求項3による溶接方法は、請求項1記載の溶接方法において、上記レーザー溶接を施す際或いは溶接後上記被溶接材に金属板を押し当てて余熱を除去するようにしたことを特徴とするものである。
又、請求項4による溶接方法は、請求項1記載の溶接方法において、上記レーザー溶接は半導体レーザー溶接又はファイバーレーザー溶接であることを特徴とするものである。
又、請求項5による溶接方法は、請求項1記載の溶接方法において、上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面の一部が露出していることを特徴とするものである。
又、請求項6による溶接方法は、請求項1記載の溶接方法において、上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面は完全に遮蔽されていることを特徴とするものである。
又、請求項7による溶接方法は、請求項1記載の溶接方法において、上記被溶接材は押出成形品又は板金製であることを特徴とするものである。
又、請求項8による溶接方法は、請求項1記載の溶接方法において、上記連結材は押出成形品又は機械加工品であることを特徴とするものである。
又、請求項9による溶接方法は、請求項1記載溶接方法において、上記被覆処理はアルマイト表面処理であることを特徴とするものである。
又、請求項10による溶接構造は、表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の一対の被溶接材と、上記一対の被溶接材の切断面に当接した状態で設置されレーザー溶接により一体化されたアルミニウム製の連結材と、を具備したことを特徴とするものである。
又、請求項11による溶接構造は、請求項10記載の溶接構造において、上記連結材の表面はカバーによって覆われていることを特徴とするものである。
又、請求項12による溶接構造は、請求項10記載の溶接構造において、上記被溶接材は押出成形品又は板金製であることを特徴とするものである。
又、請求項13による溶接構造は、上記連結材は押出成形品又は機械加工品であることを特徴とするものである。
【発明の効果】
【0007】
以上述べたように、本願の請求項1による溶接方法によると、表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の被溶接材同士を、表面に被覆処理が施されていないアルミニウム製の連結材を介して突き合わせ、そこにレーザー溶接を施すことにより連結するようにしたものであり、煩雑な準備作業を要することなくアルミニウム製の被溶接材同士を容易に一体化させることができる。
又、請求項2による溶接方法によると、請求項1記載の溶接方法において、上記レーザー溶接を施した後上記連結材の周囲をカバーで覆うようにしたので、溶接部を覆って美観を高めることができる。
又、請求項3による溶接方法によると、請求項1記載の溶接方法において、上記レーザー溶接を施す際或いは溶接後上記被溶接材に金属板を押し当てて余熱を除去するようにしたので、レーザー溶接装置を含む周囲の温度上昇を防止することができる。
又、請求項4による溶接方法によると、請求項1記載の溶接方法において、上記レーザー溶接は半導体レーザー溶接又はファイバーレーザー溶接であるので、上記効果を確実なものとすることができる。
又、請求項5による溶接方法によると、請求項1記載の溶接方法において、上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面の一部が露出しているので、上記効果を確実なものとすることができる。
又、請求項6による溶接方法によると、請求項1記載の溶接方法において、上記被溶接材の切断面と上記連結材の突き合わせ面において上記被溶接部材の切断面は完全に遮蔽されており、そのような状態でも所期の目的を達成することができる。
又、請求項7による溶接方法によると、請求項1記載の溶接方法において、上記被溶接材は押出成形品又は板金製であり、そのような状態でも所期の目的を達成することができる。
又、請求項8による溶接方法によると、請求項1記載の溶接方法において、上記連結材は押出成形品又は機械加工品であり、そのような状態でも所期の目的を達成することができる。
又、請求項9による溶接方法によると、請求項1記載溶接方法において、上記被覆処理はアルマイト表面処理であり、そのような状態でも所期の目的を達成することができる。
又、請求項10による溶接構造によると、表面に被覆処理が施され所定の大きさに切断されて切断面が露出したアルミニウム製の一対の被溶接材と、上記一対の被溶接材の切断面に当接した状態で設置されレーザー溶接により一体化されたアルミニウム製の連結材と、を具備した構成であるので、美観上優れた溶接部を提供することができる。
又、請求項11による溶接構造によると、請求項10記載の溶接構造において、上記連結材の表面はカバーによって覆われているので、上記効果をさらに高めることができる。
又、請求項12による溶接構造によると、請求項10記載の溶接構造において、上記被溶接材は押出成形品又は板金製であるので、上記効果をさらに高めることができる。
又、請求項13による溶接構造によると、上記連結材は押出成形品又は機械加工品であるので、上記効果をさらに高めることができる。
【図面の簡単な説明】
【0008】
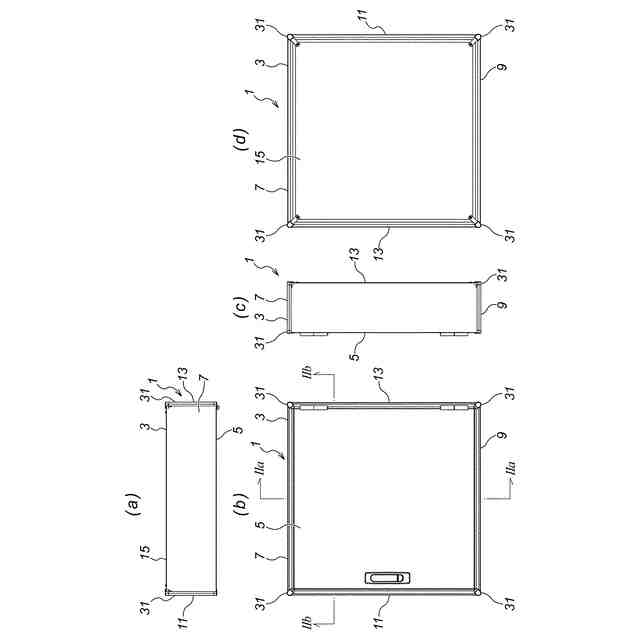
本発明の第1の実施の形態を示す図で、図1(a)は防水ボックスの平面図、第1(b)は防水ボックスの正面図、図1(c)は防水ボックスの右側面図、図1(d)は防水ボックスの背面図である。
本発明の第1の実施の形態を示す図で、図2(a)は図1(b)のIIa-IIa断面図、図2(b)は図1(b)のIIb-IIb断面図である。
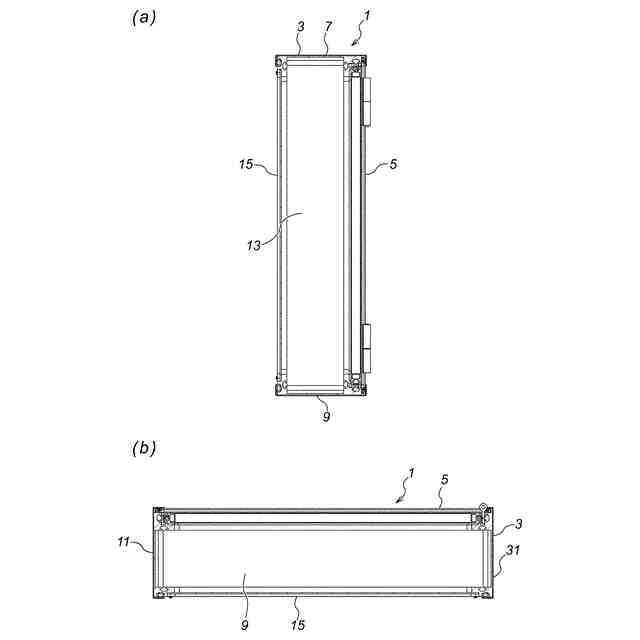
本発明の第1の実施の形態を示す図で、図3(a)は前面の開閉扉を外した状態の防水ボックスの正面図、図3(b)は図3(a)のIIIb矢視図、図3(c)は図3(a)のIIIc-IIIc断面図である。
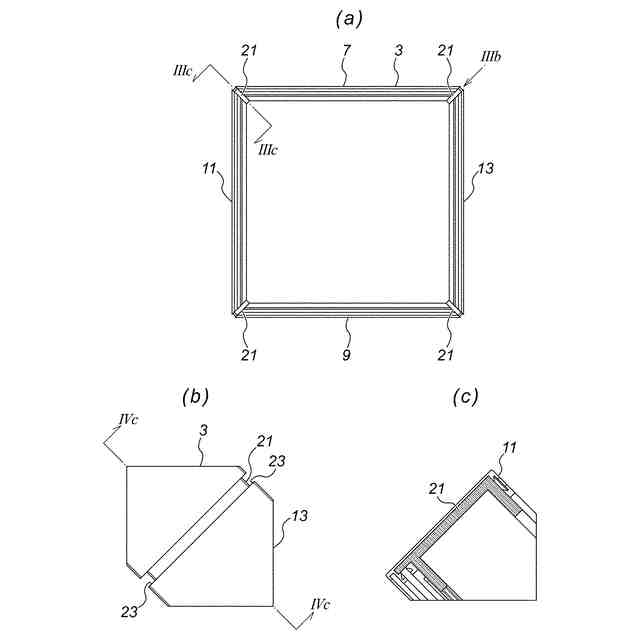
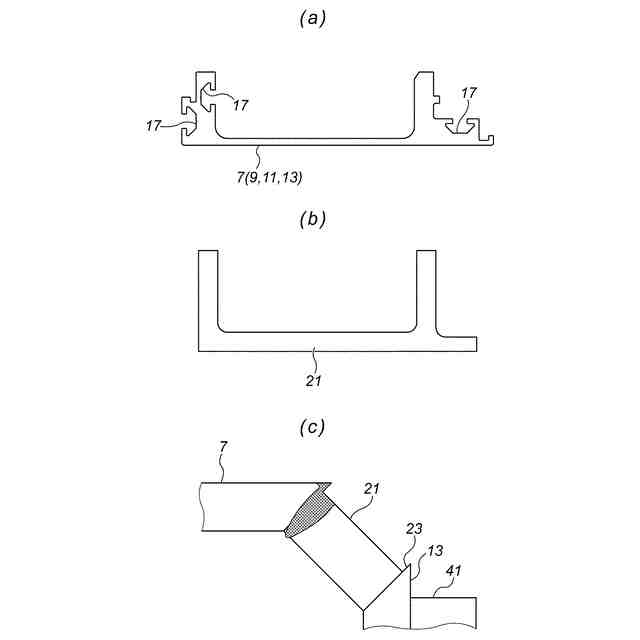
本発明の第1の実施の形態を示す図で、図4(a)は押出成形材である上面壁、下面壁、左側面壁、右側面壁の端面形状を示す図、図4(b)は押出成形材である連結材の端面形状を示す図、図4(c)は図3(b)のIVc-IVc断面図である。
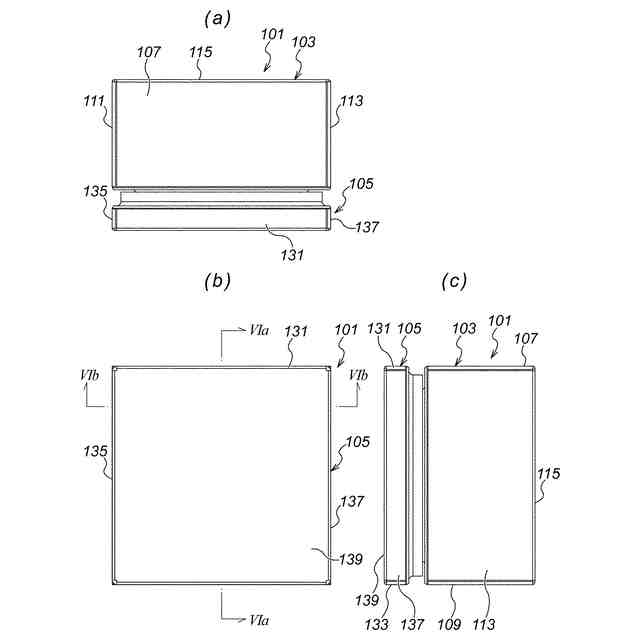
本発明の第2の実施の形態を示す図で、図5(a)は防水ボックスの平面図、図5(b)は防水ボックスの正面図、図5(c)は防水ボックスの右側面図である。
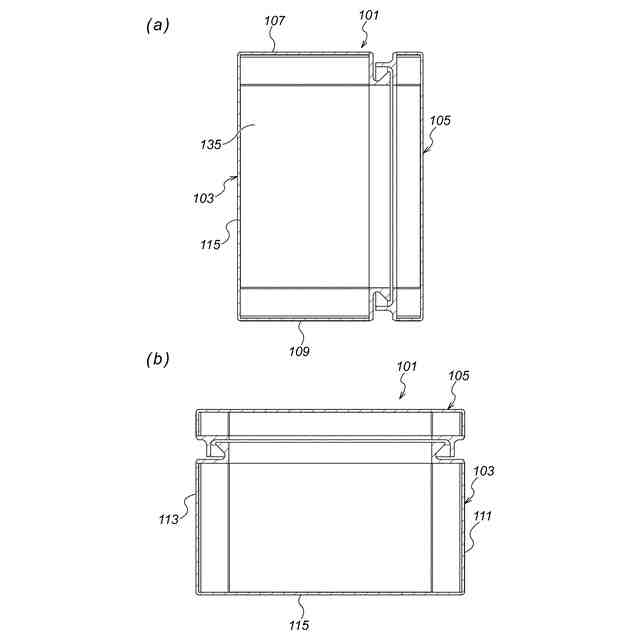
本発明の第2の実施の形態を示す図で、図6(a)は図5(b)のVIa-VIa断面図、図6(b)は図5(b)のVIb-VIb断面図である。
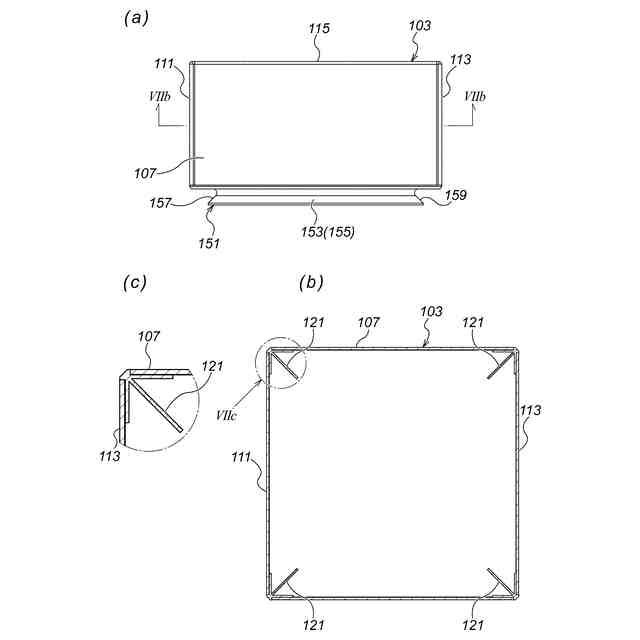
本発明の第2の実施の形態を示す図で、図7(a)は前面側の開閉扉を外した状態の防水ボックスの上面図、図7(b)は図7(a)のVIIb-VIIb断面図、図7(c)は図7(b)のVIIc部の拡大図である。
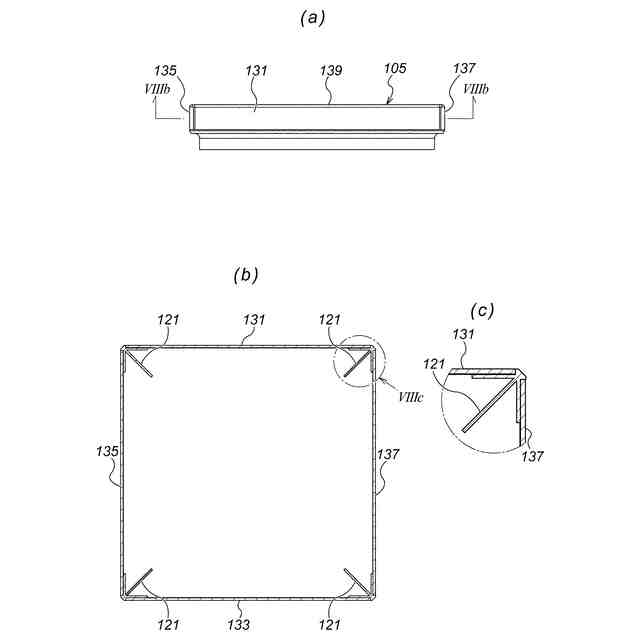
本発明の第2の実施の形態を示す図で、図8(a)は開閉扉の上面図、図8(b)は図8(a)のVIIIb-VIIIb断面図、図8(c)は図8(b)のVIIIc部の拡大図である。
【発明を実施するための形態】
【0009】
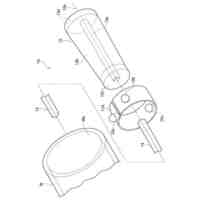
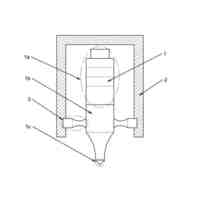
以下、図1乃至図4を参照して本発明の第1の実施の形態を説明する。本実施の形態による溶接方法によって製作された防水ボックス1は、図1乃至図3に示すような構成になっている。
防水ボックス1は防水ボックス本体3と前面側の開閉扉5とから構成されている。
防水ボックス1としては、例えば、制御盤を構成する制御ボックスが一例として挙げられる。
【0010】
上記防水ボックス本体3は、上面壁7、下面壁9、左側面壁11、右側面壁13、背面壁15、等から構成されている。上記上面壁7、下面壁9、左側面壁11、右側面壁13はアルミニウム製の押出成形材から構成されており、その表面にはアルマイト表面処理が施されている。上記上面壁7、下面壁9、左側面壁11、右側面壁13の端面形状は図4(a)に示すようなものであり、3個のT溝17、17、17が形成されている。上記背面壁15は板金製のアルミニウム板である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
21日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2日前
株式会社FUJI
工作機械
6日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
トヨタ自動車株式会社
溶接マスク
2日前
トヨタ自動車株式会社
溶接ヘッド
21日前
株式会社不二越
摩耗判定装置
13日前
株式会社不二越
波形抽出装置
13日前
日東精工株式会社
はんだこて先の製造方法
21日前
DMG森精機株式会社
工作機械
9日前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ダイヘン
溶接システム
1か月前
株式会社ジャノメ
インサート挿入装置
22日前
株式会社ダイヘン
パルスアーク溶接制御方法
6日前
株式会社ダイヘン
パルスアーク溶接制御方法
15日前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社IHI
支持機構
6日前
トヨタ自動車株式会社
金属塊の製造方法
1か月前
個人
加熱ヘッドおよびホットバー接合機
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
日本アビオニクス株式会社
半田付け装置
22日前
大和ハウス工業株式会社
回転治具
1か月前
国立大学法人長岡技術科学大学
超音波加工装置
1か月前
矢嶋工業株式会社
切出装置
1日前
株式会社ダイヘン
2重シールドティグ溶接方法
15日前
株式会社ダイヘン
2重シールドティグ溶接方法
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ