TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097428
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213628
出願日
2023-12-19
発明の名称
切出装置
出願人
矢嶋工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/14 20060101AFI20250624BHJP(工作機械;他に分類されない金属加工)
要約
【課題】部品点数を少なくして、簡易な構成とし、設置スペースを削減することができる切出装置を提供する。
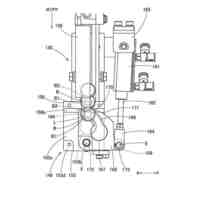
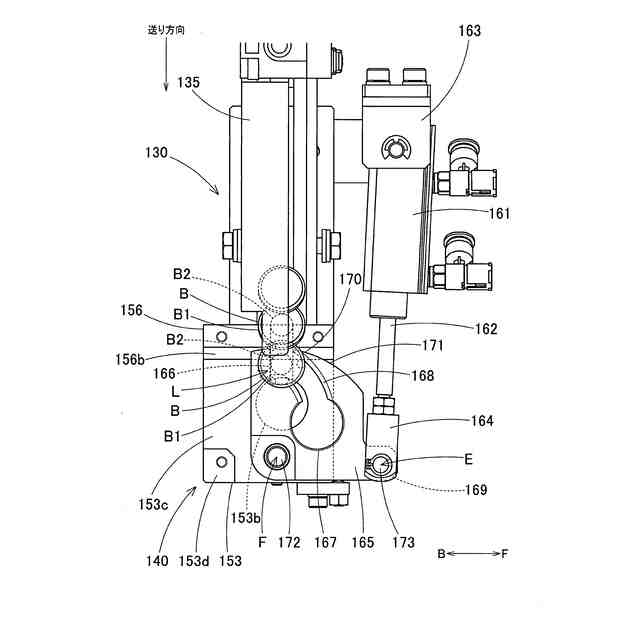
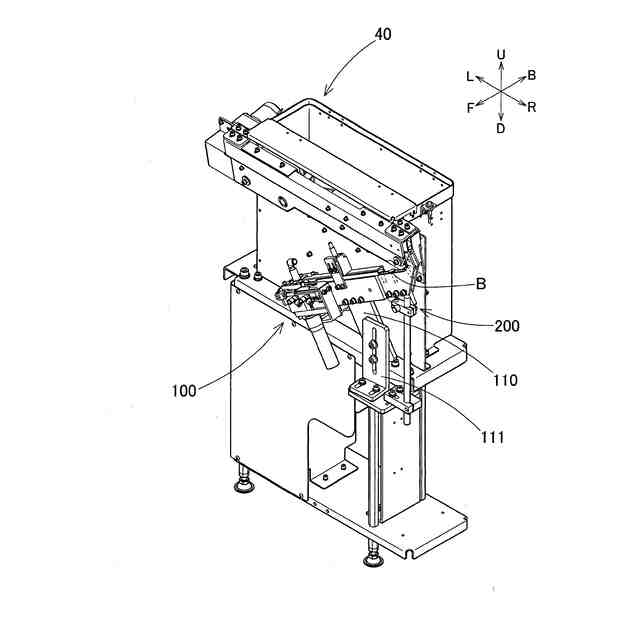
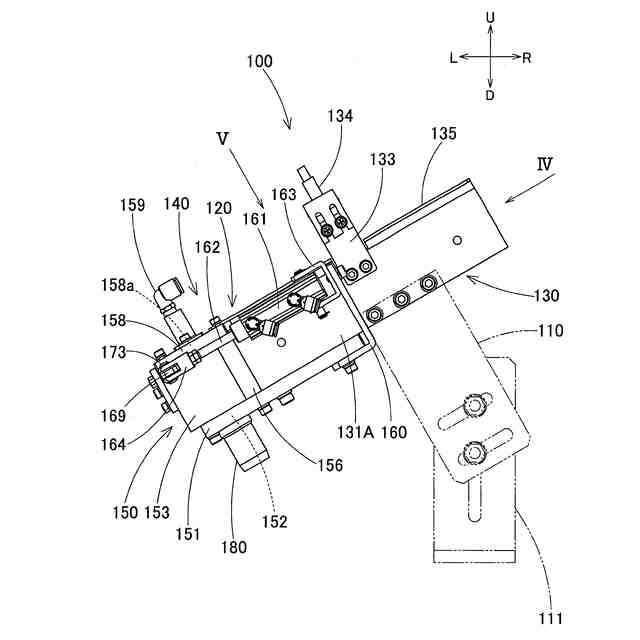
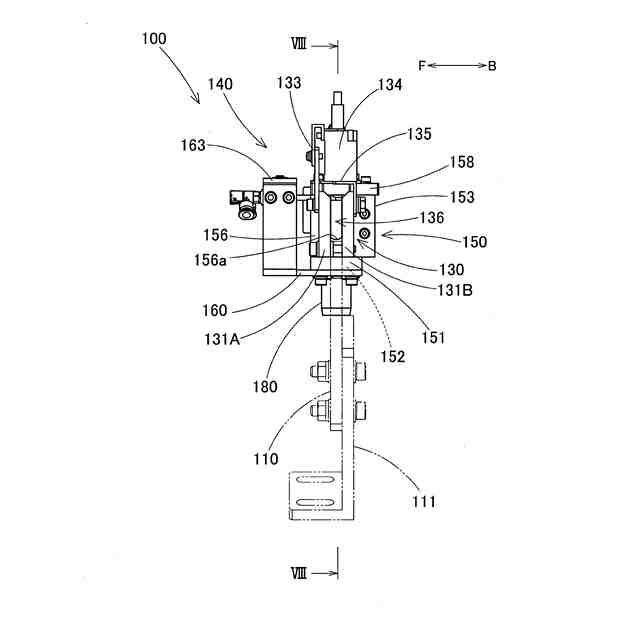
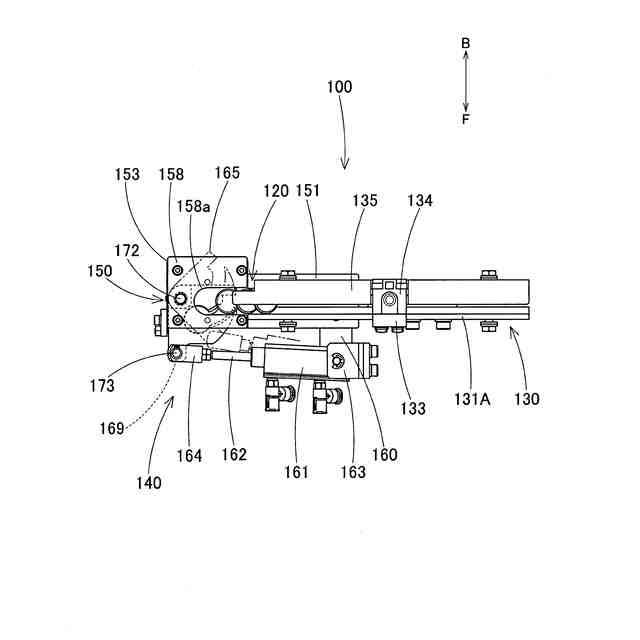
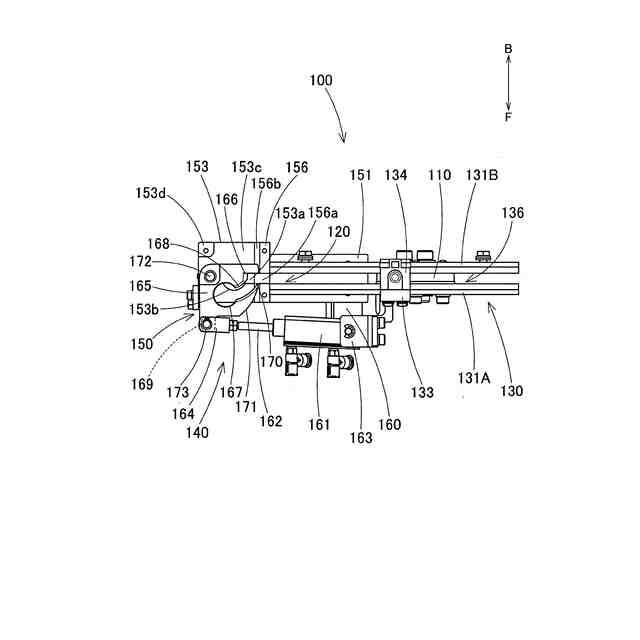
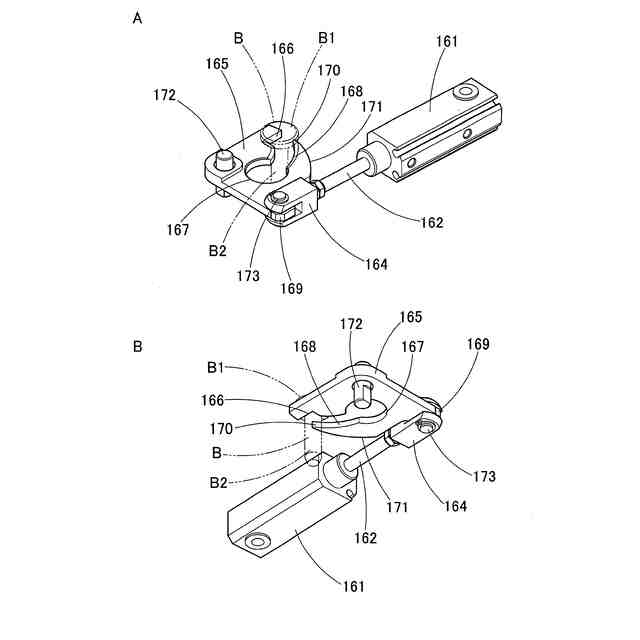
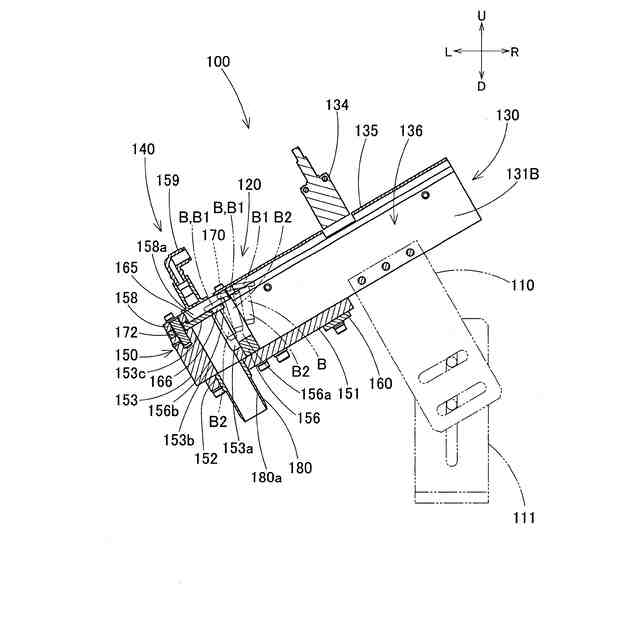
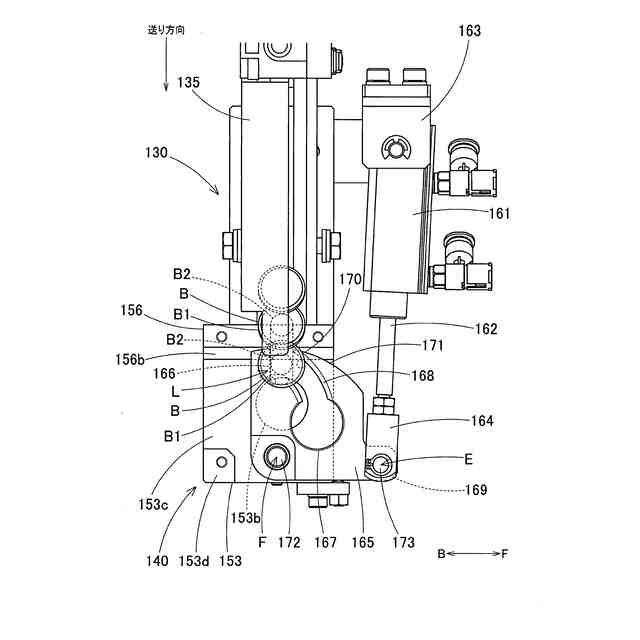
【解決手段】切出装置100は、シュート130と、切出手段140と、部品供給管180と、を備える。切出手段140は、本体部材150と、本体部材150に対して回動可能とされ、ボルトBの通過、停止を切り換える切換部材165と、切換部材165を駆動する第一駆動装置としてのエアシリンダ161と、を含む。切換部材165は、ボルトBを係止可能な係止部166と、頭部B1が通過可能な頭部通過部167と、係止部166と頭部通過部167とを連通させる通路部168と、を有し、待機部120の一番前に位置するボルトBを係止部166で受け止める部品受け位置と、部品供給管180と頭部通過部167とが連通してボルトBを送給可能な部品送給位置と、の間を回動可能とされている。
【選択図】図9
特許請求の範囲
【請求項1】
頭部と、前記頭部から延びるとともに前記頭部より小径に形成された軸部と、を有する、部品が送給されるシュートと、
前記シュートの前記部品の送り方向前側に配され、前記部品を一つずつ区分けする切出手段と、
前記切出手段により区分けされた前記部品が流通する部品供給管と、
を備え、
前記シュートの前記切出手段側の端部周辺には、複数の前記部品が待機する待機部が配設され、
前記切出手段は、本体部材と、前記本体部材に対して回動可能とされ、前記部品の通過、停止を切り換える切換部材と、前記切換部材を駆動する第一駆動装置と、を含み、
前記切換部材は、
前記部品を係止可能な係止部と、前記頭部が通過可能な頭部通過部と、前記係止部と前記頭部通過部とを連通させる通路部と、を有し、
前記待機部の一番前に位置する前記部品を前記係止部で受け止める部品受け位置と、前記部品供給管と前記頭部通過部とが連通して前記部品を送給可能な部品送給位置と、の間を回動可能とされていることを特徴とする切出装置。
続きを表示(約 450 文字)
【請求項2】
前記切換部材は、
前記待機部の一番前に位置する前記部品の前記軸部と、当該部品より一つ送り方向後側に位置する前記部品の前記軸部と、の間に進入可能とされる進入部と、
前記進入部の一部に配設され、前記切換部材の回動軸心と同心円上となる円弧面として形成され、当該部品より一つ送り方向後側に位置する前記部品の前記軸部と当接して前記部品供給管に送られることを規制する規制部と、
を備えていることを特徴とする請求項1記載の切出装置。
【請求項3】
前記切換部材が、前記部品受け位置にあるとき、前記切換部材の、作用点、力点及び支点が、略直角三角形状に配され、
前記切換部材の力点及び支点が、前記部品の送り方向に直交する方向に沿って配されるとともに、前記作用点より前記部品の送り方向前側に位置し、
前記頭部通過部及び作用点が、前記切換部材の力点及び支点より、前記部品の送り方向後側に位置していることを特徴とする請求項2記載の切出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、頭部と、軸部と、を有する部品の切出装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来の部品の分離送給ユニット(切出装置)として、本出願人が先にした、特許文献1に記載されるものがあった。これによれば、分離送給ユニット(切出装置)は、シュート部と分離送給体とを有していた。分離送給体は、補助溝と送給溝とが形成され、補助溝の一端をシュート部の案内溝と連通し、他端を、直交する送給溝に連接させていた。補助溝から連接する導入位置に、一方にプッシャを配置し、他方にシャッター装置の保持部を配置していた。シャッター装置は、ボルト(部品)の保持部を有する回動レバーと、回動レバーを駆動する駆動シリンダとを備えて、保持部を導入位置に配置するように回動可能に構成されていた。
【先行技術文献】
【特許文献】
【0003】
特開2004-66328号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記の分離送給ユニット(切出装置)では、ボルト(部品)を搬送する搬送手段と、ボルト(部品)を保持する保持手段と、を備え、それぞれにシリンダが用いられ、それに関連する部品点数も多くなるので、より簡素な構成として、設置スペースを削減することが望まれていた。
【0005】
本発明は、部品点数を少なくして、簡易な構成とし、設置スペースを削減することができる切出装置を提供するものである。
【課題を解決するための手段】
【0006】
本発明の請求項1記載の発明では、頭部と、前記頭部から延びるとともに前記頭部より小径に形成された軸部と、を有する、部品が送給されるシュートと、
前記シュートの前記部品の送り方向前側に配され、前記部品を一つずつ区分けする切出手段と、
前記切出手段により区分けされた前記部品が流通する部品供給管と、
を備え、
前記シュートの前記切出手段側の端部周辺には、複数の前記部品が待機する待機部が配設され、
前記切出手段は、本体部材と、前記本体部材に対して回動可能とされ、前記部品の通過、停止を切り換える切換部材と、前記切換部材を駆動する第一駆動装置と、を含み、
前記切換部材は、
前記部品を係止可能な係止部と、前記頭部が通過可能な頭部通過部と、前記係止部と前記頭部通過部とを連通させる通路部と、を有し、
前記待機部の一番前に位置する前記部品を前記係止部で受け止める部品受け位置と、前記部品供給管と前記頭部通過部とが連通して前記部品を送給可能な部品送給位置と、の間を回動可能とされている。
【0007】
これによれば、切換部材を第一駆動装置で回動する構成とすることで、部品点数を少なくして、より簡素な構成とすることができるため、設置スペースを削減することができる。
【0008】
また、前記切換部材は、
前記待機部の一番前に位置する前記部品の前記軸部と、当該部品より一つ送り方向後側に位置する前記部品の前記軸部と、の間に進入可能とされる進入部と、
前記進入部の一部に配設され、前記切換部材の回動軸心と同心円上となる円弧面として形成され、当該部品より一つ送り方向後側に位置する前記部品の前記軸部と当接して前記部品供給管に送られることを規制する規制部と、
を備えている。
【0009】
これによれば、待機部の一番前に位置する部品の軸部と、当該部品より一つ送り方向後側に位置する部品の軸部と、の間に進入部が進入し、その後、規制部により、部品が部品供給管に送られることを規制することにより、部品詰まりによる部品の送りの不具合を防止することができる。
【0010】
また、前記切換部材が、前記部品受け位置にあるとき、前記切換部材の、作用点、力点及び支点が、略直角三角形状に配され、
前記切換部材の力点及び支点が、前記部品の送り方向に直交する方向に沿って配されるとともに、前記作用点より前記部品の送り方向前側に位置し、
前記頭部通過部及び作用点が、前記切換部材の力点及び支点より、前記部品の送り方向後側に位置している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢嶋工業株式会社
切出装置
1か月前
矢嶋工業株式会社
小物部品の供給装置の選別構造
10か月前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
今日
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
28日前
株式会社ダイヘン
溶接電源装置
15日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
日進工具株式会社
エンドミル
3か月前
キヤノン電子株式会社
加工システム
10日前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
大見工業株式会社
ドリル
23日前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
株式会社コスメック
クランプ装置
4か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
3か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ