TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094565
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210189
出願日
2023-12-13
発明の名称
磁気吸着式タッピング装置
出願人
日東工器株式会社
代理人
個人
主分類
B23G
1/16 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】磁石が対象物から外れる可能性がある状態でタップ加工が行なわれることを事前に防止しつつ、薄い加工対象物への小さなねじ穴の加工から厚い加工対象物への大きなねじ穴の加工までを行えるようにした磁気吸着式タッピング装置を提供する。
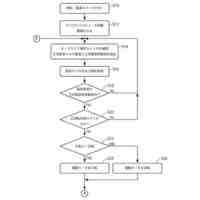
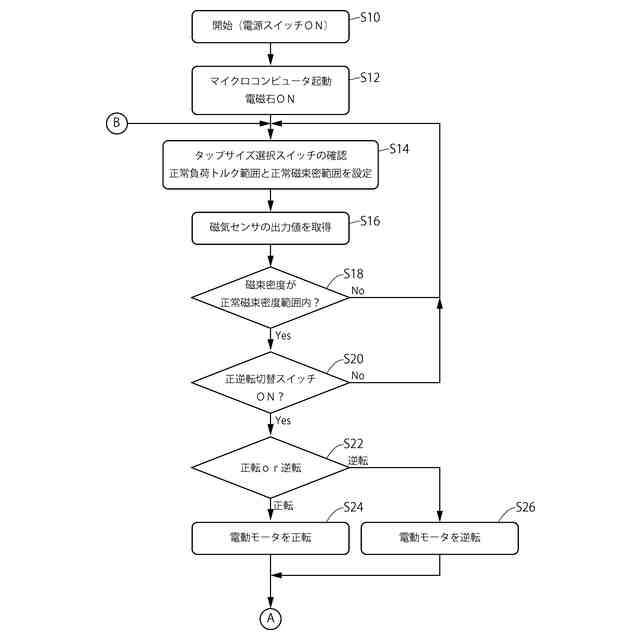
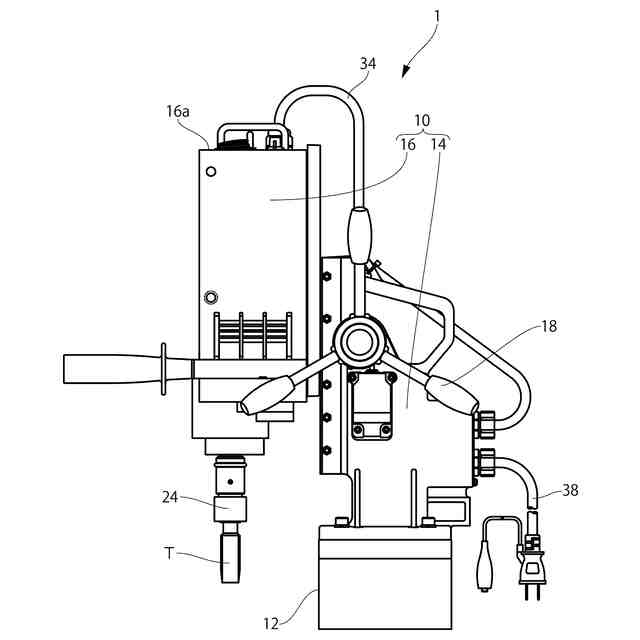
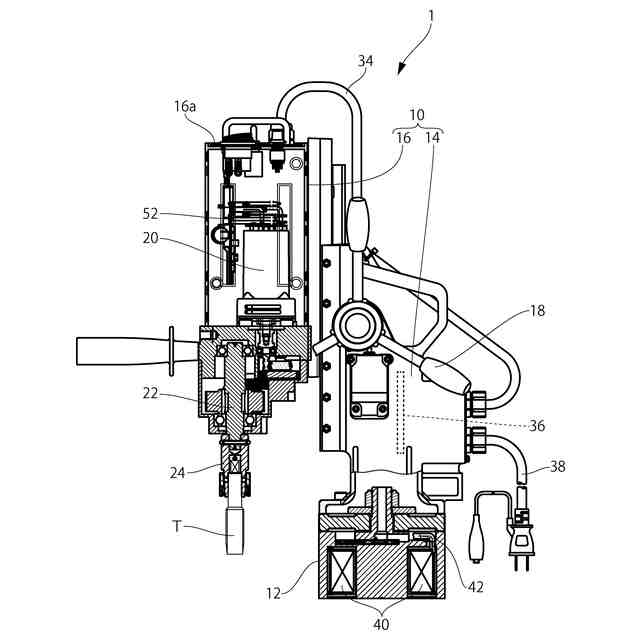
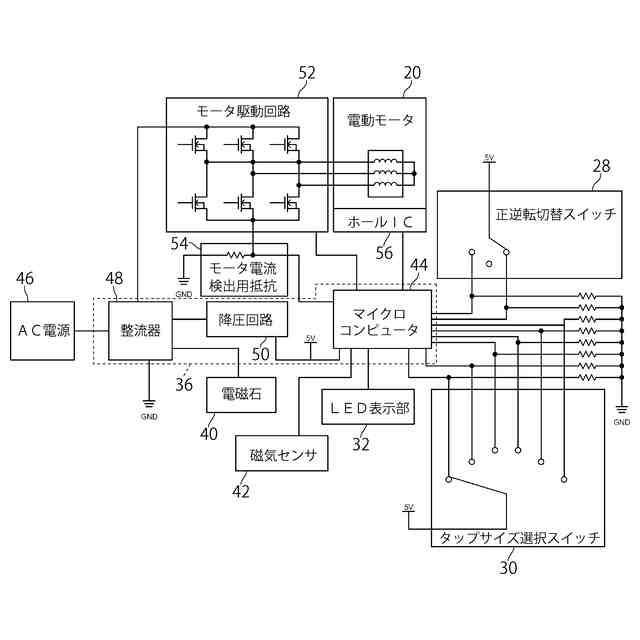
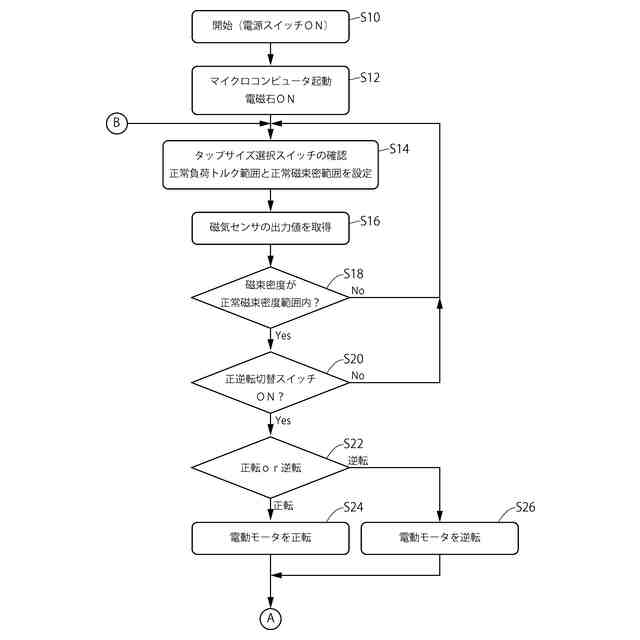
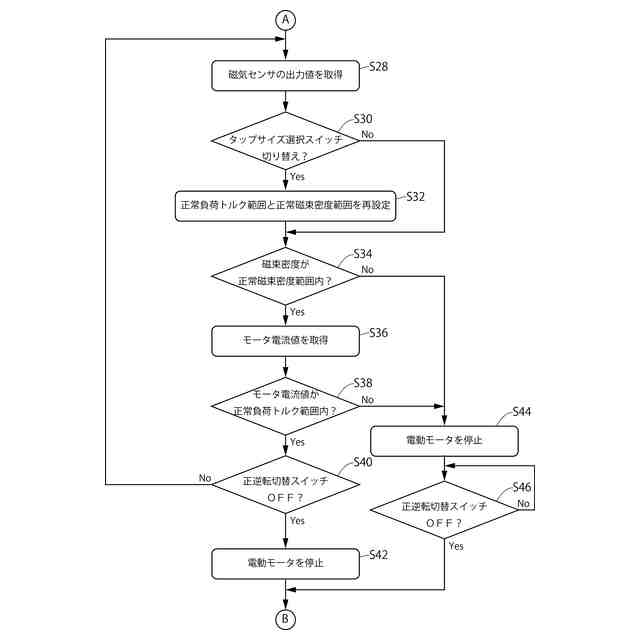
【解決手段】磁気吸着式タッピング装置1は、工具本体10と、装着されたタップTのサイズを入力するためのタップサイズ選択スイッチ30と、工具本体10を対象物に磁気吸着して固定するための電磁石40と、電磁石40の周囲の磁束密度を測定する磁気センサ42を備える。磁気吸着式タッピング装置1は、タップサイズ選択スイッチ30によって入力されたタップのサイズに応じて正常磁束密度範囲を設定し(S14)、磁気センサ42により測定された磁束密度(S16)が正常磁束密度範囲から外れているときには電動モータ20を駆動させない(S18)。
【選択図】図5
特許請求の範囲
【請求項1】
種々のサイズのタップを装着可能とされたタップホルダ、及び前記タップホルダを回転駆動する電動モータを有する工具本体と、
前記タップホルダに装着されたタップのサイズを入力するためのタップサイズ入力手段と、
前記工具本体に取り付けられ、対象物に磁気吸着して前記工具本体を前記対象物に対して固定するための磁気固定部と、
前記磁気固定部が前記対象物に磁気吸着したときの磁気吸着力に相関して変化する前記磁気固定部の周囲の磁束密度を測定するようにされた磁気センサと、
前記タップサイズ入力手段によって入力されたタップのサイズに応じて正常磁束密度範囲を設定し、前記磁気センサにより測定された磁束密度が前記正常磁束密度範囲から外れているときには前記電動モータを駆動させないようにする制御部と、
を備える、磁気吸着式タッピング装置。
続きを表示(約 390 文字)
【請求項2】
前記制御部は、前記タップサイズ入力手段によって入力されたタップのサイズに応じて正常負荷トルク範囲を設定し、前記タップにかかるトルクが前記正常負荷トルク範囲から外れたときに前記電動モータの駆動を停止させるようにされた、請求項1に記載の磁気吸着式タッピング装置。
【請求項3】
前記正常磁束密度範囲は、前記タップにかかるトルクが前記正常負荷トルク範囲内の最大トルクとなったときに前記工具本体がタップから受ける反力によっては前記磁気固定部が外れない大きさの磁気吸着力が得られる範囲である、請求項2に記載の磁気吸着式タッピング装置。
【請求項4】
前記制御部は、前記電動モータの駆動中に前記磁気センサにより測定された磁束密度が前記正常磁束密度範囲を外れたときに前記電動モータの駆動を停止させる、請求項1に記載の磁気吸着式タッピング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工対象物に磁石で固定した状態でタップ加工を行なうための磁気吸着式タッピング装置に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
加工対象物が鉄などの磁性体である場合に電磁石や永久磁石により生じる磁気吸着力によってタッピング装置を加工対象物に対して固定してタップ加工を行なうようにした磁気吸着式タッピング装置が知られている。例えば特許文献1に開示されたタッピング装置は、底面部に磁石を備え、この磁石の磁気吸着力で磁性体である加工対象物に固定するようになっている。このタッピング装置は、タッピングボルト(タップ)をタッピング用モータで自動的に回転駆動してタップ加工を行なうようになっている。
【0003】
このタッピング装置においては、タッピング用モータの負荷を測定して、負荷が所定範囲から外れたときにタッピング用モータを逆回転してタップを加工穴から抜くようになっている。例えば、タップが下穴の底面に到達した場合や、下穴に対してタップが斜めになるなどの何らか不具合が生じた場合などに、タッピング用モータに係る負荷が大きくなる。そのようにして負荷が所定範囲を外れると、タッピング用モータが逆回転されるようになっている。このように負荷が所定範囲から外れたときにタッピング用モータの正転駆動を停止させることで、加工したねじ穴が潰れたりタップが破損したりすることを防止することが可能であると考えられる。なお、このタッピング用モータの負荷の所定範囲は、タップ加工を行なう下穴の径、すなわち使用するタップのサイズが大きくなるほど、その最大値が大きくなるように設定される。
【0004】
また、特許文献2には、電磁石により工作機本体を固定するようにした可搬型工作機において、電磁石の周囲の磁束を磁気センサで測定し、その磁気センサの出力値から電磁石が磁気吸着している対象物の板厚を推定することが開示されている。この可搬型工作機は、磁気センサの出力値が所定範囲内にないときには板厚が薄すぎて十分な磁気吸着力が得られていないと判断して、電動モータの駆動を開始しないようになっている。
【先行技術文献】
【特許文献】
【0005】
特開2014-113663号公報
特許第7182721号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の特許文献1に開示されたタッピング装置においては、タッピング用モータの負荷が所定範囲から外れたときにモータの正転駆動を停止させるようになっているため、タッピング装置がある一定以上の大きさの反力をタップから受けることを防止することができる。よって、その反力によってタッピング装置が対象物から外れてしまうことをある程度は防止することが可能であると考えられる。しかしながら、比較的に大きなサイズのタップでタップ加工を行なう場合には、負荷の所定範囲の最大値は大きな値に設定されるため、比較的に薄い対象物に大きなサイズのタップでタップ加工を行なうと、モータの負荷が設定された所定範囲内であっても磁気吸着力を上回る反力が作用して磁石が対象物から外れてしまうことがあり得る。
【0007】
上述の特許文献2に開示された可搬型工作機においては、所定の磁気吸着力が得られていない場合には、電動モータの駆動を開始しないようにして加工を行えないようになっている。よって、十分な磁気吸着力が得られていない状態で加工をした際に工具が受ける反力によって電磁石が外れてしまうことを防止することが可能となる。ところでタップ加工においては、形成するねじ穴の径、すなわち使用するタップのサイズが大きくなるほど、タップが受けることになる反力は大きくなる。そのため、この可搬型工作機でタップ加工を行なう場合、加工開始を許容する磁気吸着力の範囲は、その装置で想定される最大サイズのタップを使用してタップ加工を行なうときに受ける反力にも耐えられる大きさに設定する必要がある。形成するねじ穴の径Dに対する最小板厚は、通常、1/2D(好ましくはD)以上とされており、例えば比較的に大きいM20のねじ穴を加工する際には加工対象物の板厚は通常は10mm以上となり比較的に大きいため、十分な磁気吸着力が得られる。しかしながら、比較的に小さいM6のねじ穴は4mm程度の薄い板厚の材料に形成することもあり、その場合にはあまり大きな磁気吸着力が得られない。すなわち、小さなねじ穴が形成され得る薄い板厚で実際に得られる磁気吸着力は、想定される最大サイズのタップが受ける反力を基準として設定された磁気吸着力の範囲にまで到達できない場合がある。そうすると、そのような設定がなされた特許文献2のような装置では、薄い材料にねじ穴を形成することができないことになる。
【0008】
そこで本発明は、磁石が対象物から外れる可能性がある状態でタップ加工が行なわれることを防止しつつ、薄い加工対象物への小さなねじ穴の加工から厚い加工対象物への大きなねじ穴の加工までを行えるようにした磁気吸着式タッピング装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
すなわち本発明は、
種々のサイズのタップを装着可能とされたタップホルダ、及び前記タップホルダを回転駆動する電動モータを有する工具本体と、
前記タップホルダに装着されたタップのサイズを入力するためのタップサイズ入力手段と、
前記工具本体に取り付けられ、対象物に磁気吸着して前記工具本体を前記対象物に対して固定するための磁気固定部と、
前記磁気固定部が前記対象物に磁気吸着したときの磁気吸着力に相関して変化する前記磁気固定部の周囲の磁束密度を測定するようにされた磁気センサと、
前記タップサイズ入力手段によって入力されたタップのサイズに応じて正常磁束密度範囲を設定し、前記磁気センサにより測定された磁束密度が前記正常磁束密度範囲から外れているときには前記電動モータを駆動させないようにする制御部と、
を備える、磁気吸着式タッピング装置を提供する。
【0010】
当該磁気吸着式タッピング装置においては、タップサイズに応じて適切な正常磁束密度範囲を設定することができる。これにより、比較的に小さな負荷トルクしか生じない小さなサイズのタップでのタップ加工時には比較的に小さな磁気吸着力でも電動モータを駆動させるようにして、大きな磁気吸着力が得られにくい薄い厚さの対象物へのタップ加工を行えるようにすることが可能となる。一方で、比較的に大きな負荷トルクが生じる大きなサイズのタップでのタップ加工時には比較的に大きな磁気吸着力が生じている状態でしか電動モータを駆動させないようにして、負荷トルクによって磁気固定部による固定が外れることを事前に防止することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東工器株式会社
磁気吸着式タッピング装置
4か月前
個人
フライス盤
1か月前
日東精工株式会社
ねじ締め機
21日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
27日前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
20日前
キヤノン電子株式会社
加工システム
2か月前
中国電力株式会社
養生シート
14日前
個人
型枠製造装置のフレーム
1か月前
株式会社富田製作所
支持構造
今日
株式会社アンド
半田付け方法
1か月前
大見工業株式会社
ドリル
3か月前
株式会社ツガミ
工作機械
1か月前
有限会社 ナプラ
ソルダペースト
3か月前
有限会社TNE
電気抵抗溶接方法
1日前
住友重機械工業株式会社
加工装置
3か月前
津田駒工業株式会社
センタリングバイス
2か月前
株式会社不二越
ブローチ盤
1か月前
ビアメカニクス株式会社
レーザ加工装置
21日前
トヨタ自動車株式会社
溶接マスク
4か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
21日前
ビアメカニクス株式会社
レーザ加工装置
21日前
株式会社不二越
ブローチ盤
2か月前
株式会社不二越
摩耗判定装置
4か月前
関東冶金工業株式会社
ろう付け方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ