TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094795
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210552
出願日
2023-12-13
発明の名称
接合方法及び接合装置
出願人
株式会社東芝
代理人
弁理士法人iX
主分類
B23K
20/12 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】材料の融点が異なる部材同士をより確実に接合することが可能な接合方法及び接合装置を提供する。
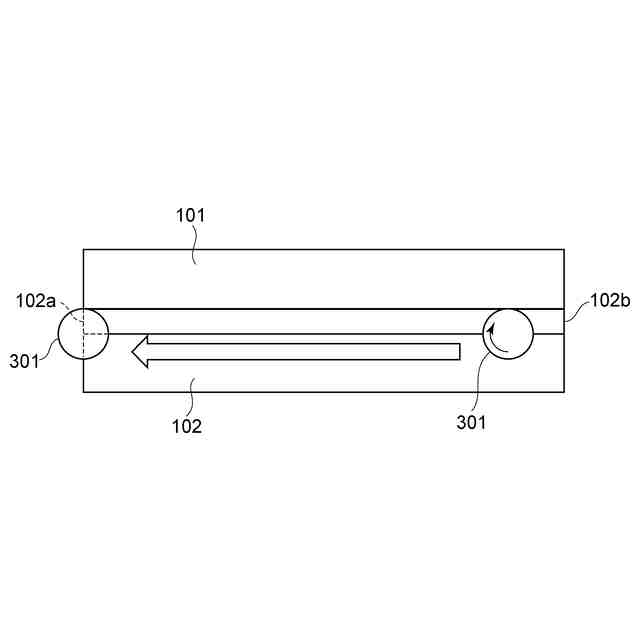
【解決手段】実施形態に係る接合方法は、第1金属元素を主成分とする板状の第1の部材と、第1金属元素の融点よりも高い融点を有し第1金属元素との共晶点を有する第2金属元素を主成分とする板状の第2の部材と、を接合する接合方法である。接合方法は、第1の部材の第1端部の上に、第2の部材の第2端部を重ねる工程を含む。接合方法は、回転したツールの円錐台状あるいは円錐形状の先端部によって第2端部を第1の部材に向けて加圧し、回転したツールの先端部を、第1端部の前記第2の部材側の端面に沿って走行させる接合工程を含む。接合工程において、ツールが走行する前方側におけるツールの回転方向は、第2の部材から第1の部材へ向かう方向である。
【選択図】図1
特許請求の範囲
【請求項1】
第1金属元素を主成分とする板状の第1の部材と、前記第1金属元素の融点よりも高い融点を有し前記第1金属元素との共晶点を有する第2金属元素を主成分とする板状の第2の部材と、を接合する接合方法であって、
前記第1の部材の第1端部の上に、前記第2の部材の第2端部を重ねる工程と、
回転したツールの円錐台状あるいは円錐形状の先端部によって前記第2端部を前記第1の部材に向けて加圧し、回転した前記ツールの前記先端部を、前記第1端部の前記第2の部材側の端面に沿って走行させる接合工程と、
を備え、
前記接合工程において、前記ツールが走行する前方側における前記ツールの回転方向は、前記第2の部材から前記第1の部材へ向かう方向である、接合方法。
続きを表示(約 1,900 文字)
【請求項2】
第1金属元素を主成分とする板状の第1の部材と、前記第1金属元素の融点よりも高い融点を有し前記第1金属元素との共晶点を有する第2金属元素を主成分とする板状の第2の部材と、を接合する接合方法であって、
前記第1の部材の第1端部の上に、前記第2の部材の第2端部を重ねる工程と、
回転したツールの先端部によって前記第2端部を前記第1の部材に向けて加圧し、回転した前記ツールの前記先端部を前記第2の部材の一端に向けて走行させる第1工程と、
回転した前記ツールの前記先端部によって前記第2端部を前記第1の部材に向けて加圧し、回転した前記ツールの前記先端部を前記第2の部材の前記一端とは反対側の他端に向けて走行させる第2工程と、
を備えた接合方法。
【請求項3】
前記第1工程において、前記ツールが走行する前方側における前記ツールの回転方向は、前記第2の部材から前記第1の部材へ向かう方向であり、
前記第2工程において、前記ツールが走行する前方側における前記ツールの回転方向は、前記第2の部材から前記第1の部材へ向かう方向である、請求項2に記載の接合方法。
【請求項4】
前記第1工程において、回転した前記ツールは、第1開始点から前記一端に向けた走行を開始し、
前記第2工程において、回転した前記ツールは、第2開始点から前記他端に向けた走行を開始し、
前記他端から前記一端へ向かう第1方向における前記第2開始点の位置は、前記第1方向における前記第1開始点の位置と、前記第1方向における前記一端の位置と、の間である、請求項2または3に記載の接合方法。
【請求項5】
前記第2の部材の、第1の部材との接合に関係する端部以外の部分の上面は、前記接合工程の前において第1高さに位置し、
前記接合工程において、前記ツールの先端の厚さ方向の位置は、前記第1高さに対して、前記第2の部材の厚さの20%以内の範囲にある、請求項1~3のいずれか1つに記載の接合方法。
【請求項6】
前記第1の部材の前記第2の部材側の端は、前記接合工程の前において、前記第1の部材の上面に沿った平面内における第1位置に位置し、
前記接合工程において、前記ツールの中心軸の位置は、前記第1位置か、あるいは、前記第1位置よりも前記第2の部材側に移動した位置であり、前記ツールの前記中心軸の下方は前記第1の部材の端であるか、あるいは前記第1の部材がない、請求項1~3のいずれか1つに記載の接合方法。
【請求項7】
前記第1の部材の上面は、第1延在方向に延在し、
前記第1の部材は、前記第1延在方向において前記第2の部材とは反対側に位置する第3端部を有し、
前記接合工程における前記ツールの中心軸は、前記ツールの後端側から前記ツールの先端側に向かうにつれて前記第1延在方向において前記第3端部へ近づくように、前記上面に垂直な方向に対して傾斜する、請求項1~3のいずれか1つに記載の接合方法。
【請求項8】
第1金属元素を主成分とする板状の第1の部材と、前記第1金属元素の融点よりも高い融点を有し前記第1金属元素との共晶点を有する第2金属元素を主成分とする板状の第2の部材と、を接合する接合方法であって、
前記第1の部材の第1端部の上に、前記第2の部材の第2端部を重ねる工程と、
回転したツールの円錐形状の先端部によって前記第2端部を前記第1の部材に向けて加圧する接合工程と、
を備え、
前記第1の部材の上面は、第1延在方向に延在し、
前記第1の部材は、前記第1延在方向において前記第2の部材とは反対側に位置する第3端部を有し、
前記接合工程における前記ツールの中心軸は、前記ツールの後端側から前記ツールの先端側に向かうにつれて前記第1延在方向において前記第3端部に近づくように、前記上面に垂直な方向に対して傾斜する、接合方法。
【請求項9】
前記接合工程において、回転した前記ツールの前記先端部を前記第1端部の前記第2の部材側の端面に沿って走行させる、請求項8に記載の接合方法。
【請求項10】
前記接合工程において、前記ツールが走行する前方側における前記ツールの回転方向は、前記第2の部材から前記第1の部材へ向かう方向である、請求項9に記載の接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、接合方法及び接合装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
相対的に融点が低い材料を含む板状の部材の端部と、相対的に融点が高い材料を含む板状の部材の端部と、を重ね合わせて接合し、突合せ継手を得る技術が提案されている。重ね合わされた端部が、回転させた工具で加圧され、摩擦熱を用いることにより、端部同士が接合される。
【先行技術文献】
【特許文献】
【0003】
特開2023-089462号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、材料の融点が異なる部材同士をより確実に接合することが可能な接合方法及び接合装置を提供することである。
【課題を解決するための手段】
【0005】
実施形態に係る接合方法は、第1金属元素を主成分とする板状の第1の部材と、前記第1金属元素の融点よりも高い融点を有し前記第1金属元素との共晶点を有する第2金属元素を主成分とする板状の第2の部材と、を接合する接合方法である。前記接合方法は、前記第1の部材の第1端部の上に、前記第2の部材の第2端部を重ねる工程を含む。前記接合方法は、回転したツールの円錐台状あるいは円錐形状の先端部によって前記第2端部を前記第1の部材に向けて加圧し、回転した前記ツールの前記先端部を、前記第1端部の前記第2の部材側の端面に沿って走行させる接合工程を含む。前記接合工程において、前記ツールが走行する前方側における前記ツールの回転方向は、前記第2の部材から前記第1の部材へ向かう方向である。
【図面の簡単な説明】
【0006】
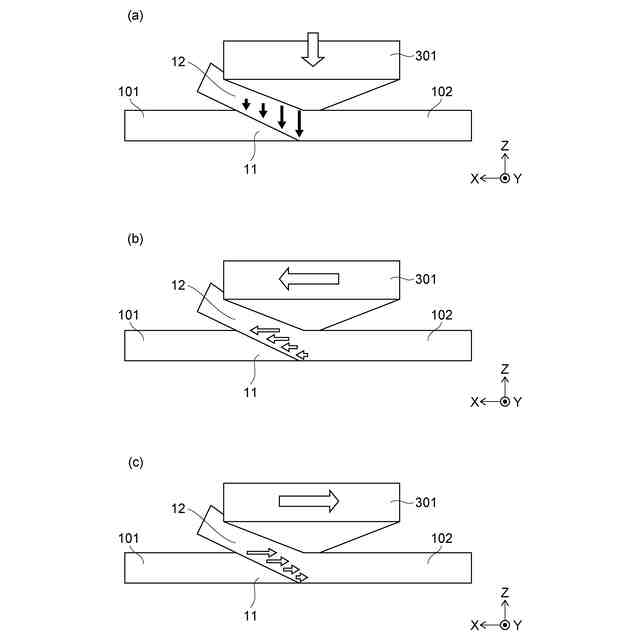
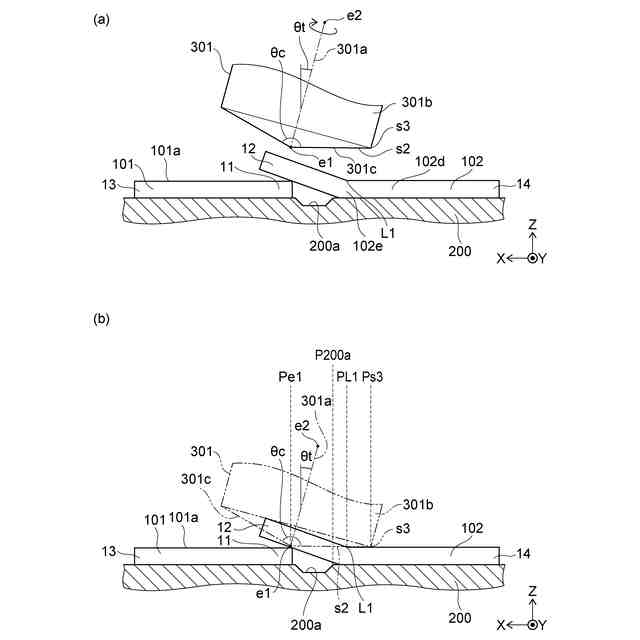
図1(a)及び図1(b)は、実施形態に係る接合方法を例示する模式的断面図である。
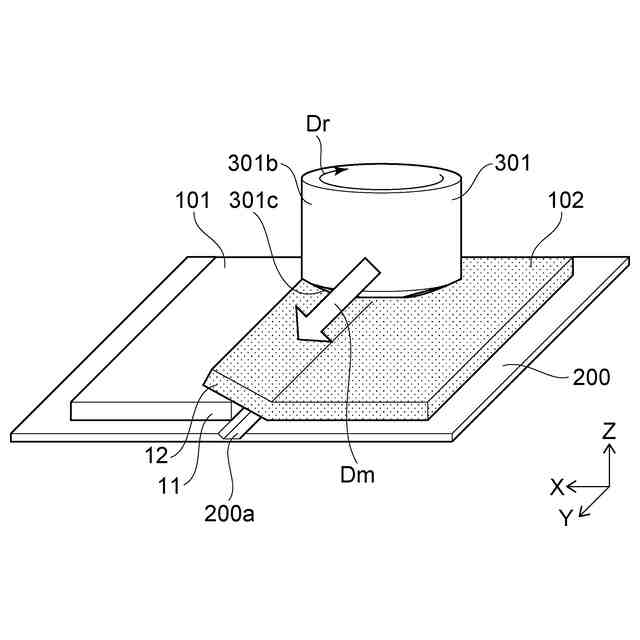
図2は、実施形態に係る接合方法を例示する模式的斜視図である。
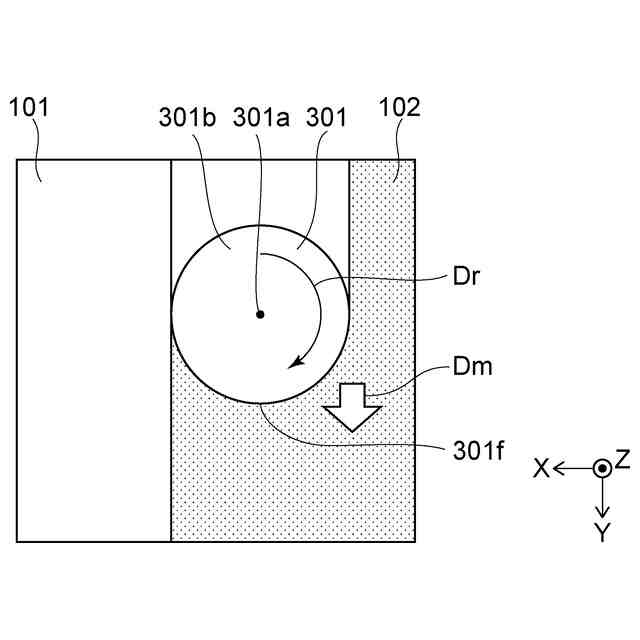
図3は、実施形態に係る接合方法を例示する模式的平面図である。
図4(a)及び図4(b)は、実施形態に係る接合方法により形成された接合体を例示する顕微鏡写真である。
図5(a)~図5(c)は、接合工程における圧力分布を例示する模式図である。
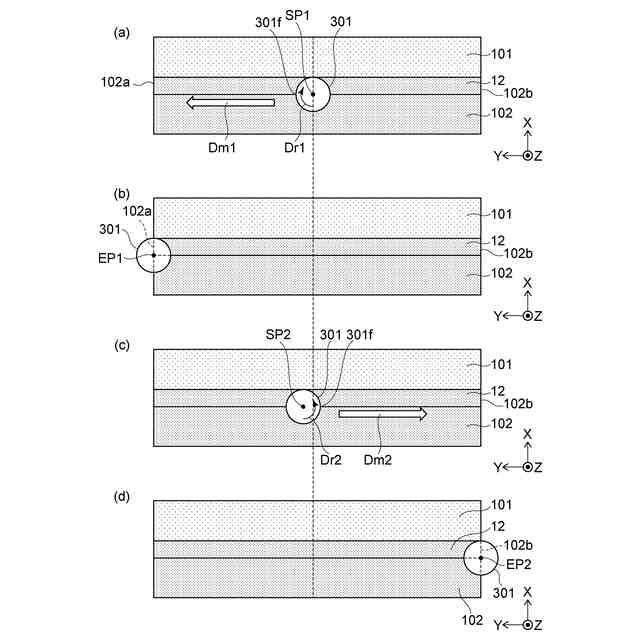
図6(a)~図6(d)は、実施形態に係る接合方法を例示する模式的平面図である。
図7は、参考例に係る接合方法を例示する模式的平面図である。
図8(a)~図8(e)は、実施形態に係る接合方法により形成された接合体を例示する写真である。
図9(a)及び図9(b)は、実施形態に係る接合方法を例示する模式的断面図である。
図10は、実施形態に係る接合方法を例示する模式的平面図である。
図11は、実施形態に係る接合装置を例示する模式図である。
【発明を実施するための形態】
【0007】
以下に、本発明の各実施形態について図面を参照しつつ説明する。
図面は模式的または概念的なものであり、各部分の厚みと幅との関係、部分間の大きさの比率などは、必ずしも現実のものと同一とは限らない。同じ部分を表す場合であっても、図面により互いの寸法や比率が異なって表される場合もある。
本願明細書と各図において、既に説明したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
【0008】
図1(a)及び図1(b)は、実施形態に係る接合方法を例示する模式的断面図である。
図2は、実施形態に係る接合方法を例示する模式的斜視図である。
図3は、実施形態に係る接合方法を例示する模式的平面図である。
図3は、図2の状態を上方から見た様子に対応する。
【0009】
まず、図1(a)に示すように、裏当て200の上に、第1の部材101と第2の部材102を載置する。この際、第1の部材101の端部(第1端部11)の上に、第2の部材102の端部(第2端部12)を重ねる。
【0010】
第1の部材101と第2の部材102は、例えば、厚みの薄い平板状の板材とすることができる。第1の部材101の厚みと、第2の部材102の厚みには特に限定はない。例えば、これらの厚みは、2mm以下とすることができる。また、第2の部材102の厚みは、第1の部材101の厚みと同じであってもよいし、異なっていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
11日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
24日前
株式会社ダイヘン
溶接電源装置
26日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
キヤノン電子株式会社
加工システム
6日前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
トヨタ自動車株式会社
接合方法
4か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
大見工業株式会社
ドリル
19日前
津田駒工業株式会社
センタリングバイス
今日
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
ブローチ盤
今日
大肯精密株式会社
自動送り穿孔機
4か月前
トヨタ自動車株式会社
溶接マスク
1か月前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































